


Couro envernizado
Antecedentes
Couro envernizado é couro que foi acabado com produtos químicos que lhe conferem uma superfície brilhante e reflexiva. Geralmente é preto e há muito tempo é popular para vestidos e sapatos de dança. A maioria das etapas da preparação do couro envernizado são iguais às de outros couros de alta qualidade. Porém, encontra-se em fase de acabamento final, quando é revestida com uma laca para lhe conferir o brilho característico. Todo couro é derivado de peles ou peles de animais. A maioria das peles é um subproduto da indústria da carne. As peles de gado abatido para carne constituem a maior parte da indústria do couro. Outros couros comuns são feitos de peles de ovelhas, cabras e porcos, e os chamados couros inovadores são derivados de peles de répteis, como crocodilo e cobra, e até mesmo de avestruz. O couro envernizado é geralmente leve e fino e geralmente derivado de um bezerro ou de uma criança. Hoje, entretanto, o couro envernizado pode ser feito de qualquer tipo de couro e não precisa ser de melhor qualidade do que a maioria dos couros para calçados.
As peles de mamíferos são compostas por três camadas:uma camada externa peluda, uma camada central espessa e uma camada interna gordurosa. O processo de fabricação do couro, chamado de curtimento, envolve a remoção da gordura e do cabelo e uma mudança química na espessa camada intermediária para preservá-la e fortalecê-la, dando-lhe flexibilidade. A pele retirada de um animal abatido começa a se decompor em apenas algumas horas. Portanto, o primeiro passo no curtimento é preservar a pele. Ao longo da história, isso geralmente era feito por salga. Em seguida, a pele preservada é tratada de várias maneiras para remover o cabelo e dissolver a gordura. Em seguida, é tratada com produtos químicos que atuam no colágeno, uma proteína fibrosa que constitui a maior parte da camada intermediária da pele. A palavra curtimento deriva de tanino, um produto químico encontrado em muitas plantas que reage com o colágeno para fortalecer suas ligações moleculares. Quando curtida, a pele original torna-se forte, elástica e durável.
O tratamento de peles de animais para a confecção de couro é uma arte milenar. A técnica básica de curtir o couro remonta aos tempos pré-históricos, quando os povos primitivos aparentemente curtiam peles com matéria vegetal. Os antigos egípcios e hebreus curtiam couro com produtos vegetais. Os hebreus usavam casca de carvalho, e os egípcios, o fruto de uma planta chamada babul. Os romanos tinham uma próspera indústria de curtimento, usando certas cascas de árvores, frutas e extratos de madeira. O bronzeamento foi perdido na Europa durante a Idade Média, mas a arte foi mantida viva no mundo árabe e reintroduzida na Europa mais tarde. Por volta do século XVIII, o bronzeamento era amplamente difundido no Velho e no Novo Mundo. Embora o curtimento fosse uma operação de tecnologia relativamente baixa, ainda exigia algumas ferramentas especializadas, como facas para descarnar, raspadores e cubas de imersão. Até o final do século XIX, todos os produtos químicos para curtimento eram derivados de plantas, como cicuta, carvalho ou casca de sumagre. Os curtidores salgavam as peles, embebiam-nas com cal para os pentear, delimitavam-nas numa solução ácida, geralmente estrume, e depois embebiam as peles em soluções cada vez mais fortes de tanino vegetal.
No final do século XIX, o curtimento químico tornou-se possível. Neste método, o agente de curtimento é o sulfato de cromo. O processo foi descoberto em 1858, e a primeira produção comercial de couro curtido ao cromo foi em Nova York em 1884. Embora o método inicial tivesse algumas desvantagens, o curtimento ao cromo substituiu rapidamente o curtimento vegetal. Com o desenvolvimento da indústria no século XX, o processo de curtimento foi cada vez mais mecanizado. Máquinas grandes possibilitam um grande volume. Os curtumes anteriores geralmente ficavam próximos a uma fonte de materiais vegetais para curtimento, como os muitos que cresceram na Virgínia, no Tennessee e na Carolina do Norte, nos Estados Unidos, devido à disponibilidade de madeira de nogueira. No início do século XX, os taninos vegetais eram importados em grandes quantidades da América do Sul, e os ingredientes para o curtimento ao cromo não estavam vinculados a nenhuma localidade em particular. Assim, os curtumes poderiam ser construídos em qualquer lugar e centralizados na região do meio-oeste dos Estados Unidos, local de grande parte do abate de carne bovina. Entrando no século XXI, a indústria de curtimento nos Estados Unidos está declinando à medida que os baixos custos da mão-de-obra em outras partes do mundo tornam os couros importados mais econômicos.
O couro tem muitos usos e vem em muitas formas, desde couro de couro de vaca espesso e resistente para tiras e arreios até couro de cabra macio para luvas. O couro de calçado mais comum ao longo do século XIX seria um tipo muito pesado para fazer botas resistentes. Para fins práticos, tanto homens quanto mulheres na Europa também usavam sapatos de madeira ou sapatos com sola de ferro, chamados pattens, para içar o usuário acima da lama e sujeira. Desde a época de Luís XIV até o início do século XIX, os sapatos masculinos estavam mais sujeitos aos caprichos da moda do que os femininos, já que os pés das mulheres eram geralmente cobertos por saias volumosas. A exceção foram os sapatos de dança. Ambos os sexos das classes altas ansiavam por sapatos baixos elegantes e sofisticados para bailes e festas. Foi por causa desse tipo de sapato que o couro envernizado se tornou popular pela primeira vez. O processo de fabricação de couro envernizado foi inventado em 1799 por um inglês, Edmund Prior. Anteriormente patenteou um processo para pintar o couro com tintas e óleo fervido e finalizar com verniz a óleo. Em 1805, outra patente foi concedida, desta vez a um Mollersten, para uma técnica de acabamento de couro usando óleo de linhaça, óleo de baleia, graxa de cavalo e preto de lâmpada. A superfície brilhante, preta e à prova d'água oferecida por esse couro patenteado ou "envernizado" desencadeou uma moda nele na Inglaterra e no exterior. O couro envernizado apareceu pela primeira vez comercialmente em 1822 e permaneceu popular de forma cíclica até os dias atuais. Os primeiros couros envernizados teriam sido feitos de couros finos, como de bezerro ou de cabrito. O couro foi curtido pelo processo usual de fabricação de couro preto para sapatos. A partir daí, o curtidor revestia cuidadosamente o couro com um verniz impregnado de tinturas e outros ingredientes. Uma patente em 1854 descreveu os ingredientes do verniz como "óleo, âmbar, azul da Prússia, litharge, chumbo branco, ocre, badejo, asfalto e às vezes copal." Na prática, muitos curtidores mantiveram sua receita de verniz em segredo e até mesmo os ingredientes listados nos pedidos de patentes podem ter sido falsificados para despistar os concorrentes. O óleo de linhaça de pureza suficiente e o corante conhecido como azul da Prússia parecem ter sido a base da maioria dos acabamentos de couro envernizado. Começando com um couro fino e preto, o curtidor acumulou camadas de verniz, aplicando até 15 camadas, secando o couro ao sol ou em um forno entre elas. O truque era conseguir um acabamento liso e duro que também fosse um pouco elástico, para que o couro não quebrasse depois. O processo moderno de produção do couro envernizado não difere muito, exceto na mecanização, daquele utilizado no século XIX. O mesmo problema existe para encontrar um equilíbrio entre um acabamento duro e um flexível, e os fabricantes usam várias receitas e técnicas.
Matérias-primas
Os primeiros couros envernizados sempre começaram com um couro de alta qualidade. Como os vernizes usados hoje funcionam melhor do que as primeiras fórmulas de óleo de linhaça, agora quase todo couro de qualidade pode receber um acabamento envernizado. A maior parte do couro envernizado hoje começa com couro de gado. O acabamento é uma mistura de poliuretano e acrílico. Esses dois materiais possuem características diferentes. O poliuretano dá um acabamento duro, brilhante e durável, mas o acrílico resulta em um produto final mais flexível. Portanto, os químicos do couro combinam os dois para obter as melhores qualidades. O acabamento real usado será diferente de curtume para curtume, e talvez de lote para lote. O material de acabamento também é impregnado de tinta preta. As fórmulas de tingimento também variam amplamente de planta para planta. Outras matérias-primas são comuns à fabricação de couro como um todo:sal para curar as peles; desinfetantes; cal ou outros produtos químicos cáusticos para depilação; vários ácidos e sais para delimitar as peles e levá-las ao equilíbrio de pH adequado para o curtimento; sais de bronzeamento de cromo e água para vários estágios.
 As peles de animais devem ser curadas 6e para evitar a decomposição.
As peles de animais devem ser curadas 6e para evitar a decomposição. O processo de fabricação
Preparando a pele
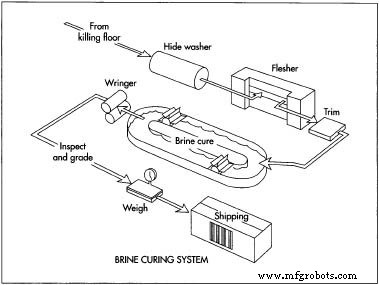
- 1 O couro utilizado geralmente é a vaca, sendo produzido como subproduto da indústria da carne na maioria dos casos. Ou seja, o gado é abatido principalmente para obter sua carne e, em seguida, o couro é vendido para um curtume. O couro é removido por trabalhadores qualificados que o cortam cuidadosamente para preservar sua integridade. Quaisquer cortes ou marcas perdidas podem afetar seriamente a qualidade da pele. Poucas horas após a remoção, a pele começa a se decompor por causa da grande quantidade de organismos tanto no lado do cabelo quanto no lado da carne. Assim, a pele é imediatamente preservada em sal. As peles podem ser simplesmente colocadas, cobertas com sal em ambos os lados, e a próxima pele empilhada por cima. Como alternativa, em um grande matadouro comercial, as peles são retiradas do chão de matança e enviadas para uma máquina de resfriamento. Esta é uma grande lavadora que limpa a sujeira e o estrume da superfície e reduz a temperatura do couro para que a gordura aderente se solidifique. Em seguida, os trabalhadores passam as peles por outro instrumento chamado máquina de descarnar. Um par de operários alimenta as peles, uma de cada vez, através dos cilindros da máquina de descarnar, onde o estrume é despejado em um recipiente e a gordura restante e a carne em outro recipiente separado. A gordura e a carne podem ser vendidas no matadouro. As peles limpas são carregadas em um tanque de salmoura.
No armazém
- 2 Após as peles curarem na salmoura por pelo menos 24 horas, o matadouro as envia para o curtume. Nos Estados Unidos, a maioria dos curtumes mantém grandes depósitos para peles curadas e podem armazenar peles por até um ano antes de qualquer processamento posterior. Essa prática mudou no final da década de 1970 e agora a maioria dos curtumes domésticos trabalha com o princípio de fabricação "just in time", mantendo muito pouco couro em estoque. Portanto, embora as peles curadas pudessem ser mantidas por algum tempo antes do curtimento, nas práticas atuais, eles poderiam prosseguir diretamente para a próxima etapa.
Imersão, calagem e purificação
- 3 As peles curadas passam por várias etapas no curtume antes de estarem prontas para o curtimento. Essas são chamadas coletivamente de operações de "feixe de luz". O tempo total na casa de feixe leva de 12 a 24 horas. O termo feixe de luz deriva de uma prática antiga, quando a pele era pendurada sobre um tronco curvo especial ou mesa conhecida como viga para o
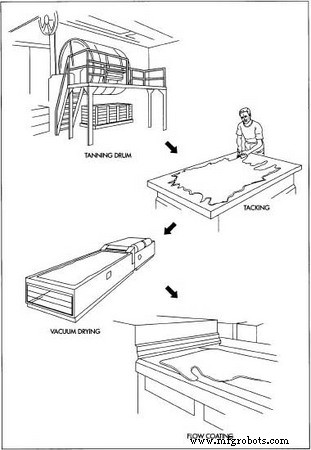 Para fazer couro envernizado, o couro curtido é revestido três vezes com uma solução de poliuretano / acrílico e depois a vácuo seco para selar o revestimento ao couro. A tinta é adicionada à camada intermediária para dar ao couro envernizado sua aparência preta brilhante. depilando. Os primeiros curtumes mergulham as peles curadas em água fria em uma cuba ou tambor. Isso remove o sal da cura da salmoura. Ou se as peles foram curadas em sal seco, ele as reidrata. Em seguida, cal ou outro produto químico cáustico é adicionado ao molho, para soltar o cabelo. As peles incham neste estágio, tornando-se branco-azuladas e borrachentas. Em seguida, as peles passam por uma etapa chamada bating. Bating elimina o cabelo, a gordura e outras partículas indesejadas. Também reduz lentamente o pH das peles, de altamente alcalino para neutro ou ligeiramente ácido. As peles são lavadas e depois colocadas em um banho de água morna com alguns sais de cálcio e uma enzima. Mais água quente é colocada no banho, aumentando gradualmente a temperatura. A ação da enzima diminui a alcalinidade da pele. A gordura também se decompõe. Gradualmente, a temperatura da água diminui. As peles são lavadas até que todo o cabelo, gordura e produtos químicos tenham sido removidos.
Para fazer couro envernizado, o couro curtido é revestido três vezes com uma solução de poliuretano / acrílico e depois a vácuo seco para selar o revestimento ao couro. A tinta é adicionada à camada intermediária para dar ao couro envernizado sua aparência preta brilhante. depilando. Os primeiros curtumes mergulham as peles curadas em água fria em uma cuba ou tambor. Isso remove o sal da cura da salmoura. Ou se as peles foram curadas em sal seco, ele as reidrata. Em seguida, cal ou outro produto químico cáustico é adicionado ao molho, para soltar o cabelo. As peles incham neste estágio, tornando-se branco-azuladas e borrachentas. Em seguida, as peles passam por uma etapa chamada bating. Bating elimina o cabelo, a gordura e outras partículas indesejadas. Também reduz lentamente o pH das peles, de altamente alcalino para neutro ou ligeiramente ácido. As peles são lavadas e depois colocadas em um banho de água morna com alguns sais de cálcio e uma enzima. Mais água quente é colocada no banho, aumentando gradualmente a temperatura. A ação da enzima diminui a alcalinidade da pele. A gordura também se decompõe. Gradualmente, a temperatura da água diminui. As peles são lavadas até que todo o cabelo, gordura e produtos químicos tenham sido removidos.
Bronzeamento
- 4 Agora as peles estão prontas para curtir. Os trabalhadores os carregam em um enorme tambor giratório. O tambor é preenchido com a solução de bronzeamento, feita de sais de cromo em água. As peles ficam de molho na solução de bronzeamento por oito a 12 horas. A ação química do cromo transforma a pele em couro. Os corantes na solução também dão a cor ao couro. Para couro envernizado, geralmente é preto. Os trabalhadores retiram o couro após o tempo adequado no banho e encaminham para uma área de secagem por pelo menos 24 horas.
Acabamento
- 5 Todas as etapas anteriores se aplicam a qualquer couro. Somente no acabamento o couro é transformado no produto específico do couro envernizado. Nos Estados Unidos, uma técnica de acabamento comum era a aplicação de poliuretano e / ou acrílico em spray. Mas, devido às preocupações com a poluição do ar, a maior parte do acabamento do couro envernizado é feita por algum tipo de dispersão aquosa, ou seja, uma aplicação líquida. Um método comum é usar uma máquina chamada revestidora de fluxo. Os trabalhadores carregam um tanque acima de uma correia transportadora com poliuretano / acrílico líquido. As peles passam por baixo do tanque em um cinto. Uma cachoeira de líquido transbordando atinge a pele itinerante, e ela se cobre com o acabamento. Em seguida, as peles acabadas são esticadas em tábuas e passam por um túnel aquecido para secar. Dependendo do curtume e da aplicação particular, o túnel de secagem pode utilizar luz infravermelha ou ultravioleta. A primeira camada de acabamento é formulada de forma que penetre completamente no couro. Após a secagem, a pele é colocada novamente no revestidor de fluxo, desta vez para uma camada intermediária que inclui corante. Em seguida, é seco como antes e passado para uma terceira e última camada de acabamento. Esta camada superior é transparente e seca, brilhante e à prova d'água.
Etapas finais
- 6 Depois que a última camada seca, o couro está pronto para passar para o comprador, provavelmente um fabricante de calçados. Apesar de tudo por que passou, o couro ainda está em sua forma original. Não foi cortado, exceto talvez para aparar algumas áreas grossas ou danificadas. O fabricante de calçados o corta em vários pedaços, com o mínimo de desperdício possível.
Controle de qualidade
O controle de qualidade difere de um curtume para outro e depende principalmente do que o cliente contrata. O couro envernizado de boa qualidade não deve rachar, o acabamento deve ser totalmente seco e duro ao toque, não pegajoso e não deve raspar facilmente. Um curtume totalmente equipado poderá realizar testes para todas essas condições, bem como análises químicas do acabamento. Outros curtumes podem apenas inspecionar visualmente o produto final. Normalmente, o cliente do couro envernizado acabado deve concordar com o curtume sobre quais testes devem ser realizados ou quais padrões o couro deve atender.
Subprodutos / resíduos
O curtimento de couro e o acabamento em couro envernizado geram muitas águas residuais. E se uma aplicação de spray do acabamento for usada, isso cria poluição do ar. Nos Estados Unidos, na década de 1980, a Agência de Proteção Ambiental (EPA) endureceu seus padrões para emissões atmosféricas de curtumes e, como resultado, a maioria agora usa aplicações de acabamento à base de água. Os curtumes devem encontrar maneiras de lidar com as águas residuais, que estão altamente poluídas com produtos químicos. A água pode ser limpa em uma estação de tratamento de águas residuais. Em seguida, a água limpa pode ser reaproveitada pelo curtume. Alguns subprodutos do couro também podem ser reutilizados. As sobras de couro cru podem ser vendidas como mastigações para cães. Os resíduos de cabelo, gordura e outros sólidos animais podem ser coletados e transformados em fertilizantes. Embora o curtume seja uma indústria que tem reputação de poluição e cheiros desagradáveis, é possível para uma fábrica dedicada reciclar seus resíduos para causar impacto ambiental mínimo.
Processo de manufatura
- Considerações para usinagem suíça de alta produção
- Guia de Prototipagem CNC
- Compreendendo o Processo de Fabricação do Eixo
- Lux Research pergunta:Qual o valor dessa patente?
- Caso de patente:Entdeckung biologischer Zusammenhänge, Alemanha
- EUA ITC:Um poderoso fórum para proprietários de patentes biológicas
- Mudanças no projeto de legislação da UE introduzindo uma isenção de exportação de fabricação para SPCs
- China estabelecerá vínculo de patente
- Biológicos e biossimilares:Inovador x Concorrente
- Sony apresentou uma patente para smartphones com tela transparente de dupla face