


Processamento secundário
Usinagem, montagem e vedação da peça fundida

Existem diferentes ramos de trabalho em metal. Um ramo envolve o corte, formação, união ou vedação de metais em seu estado sólido. As fundições são outro ramo, em que os objetos são feitos despejando metal líquido em moldes e deixando-os esfriar. Esses dois ramos do trabalho em metal podem ser separados, mas os itens de metal geralmente têm fundição e trabalho como parte de sua história.
Metais trabalhados à máquina geralmente começam sua jornada como tarugos, placas ou blocos de um lingotamento contínuo, ou como tubos ou rodas de um centrifugador. Esta etapa de “fundição” em metal trabalhado é limitada e simplificada, e geralmente é chamada de produção de metal, mas tecnicamente é uma fundição das matérias-primas.
Por outro lado, a maioria das peças fundidas é trabalhada na fase de acabamento. As fundições em areia geralmente têm um acabamento áspero e, muitas vezes, as peças da fundição serão usinadas para serem mais lisas ou do tamanho certo. Muitas peças fundidas de ferro e aço enferrujam se não forem vedadas de alguma forma e a proteção contra essa oxidação é outra etapa de acabamento quase universal. Os chefs caseiros têm a experiência de concluir esta etapa quando levam para casa uma panela de ferro fundido e a “temperam” com óleo. Esta é uma forma de processamento secundário acabada pelo consumidor, mas tratamentos semelhantes podem ser feitos pela fundição.
Usinagem
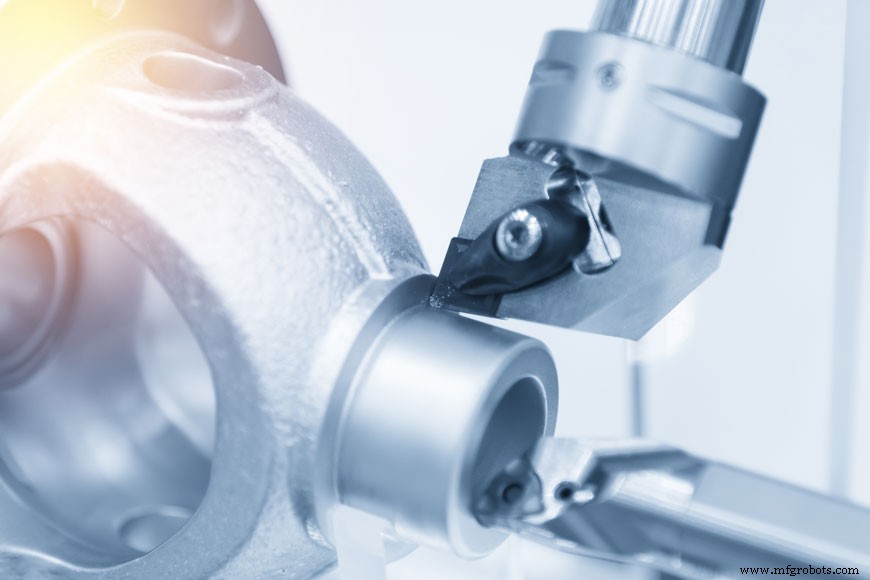
Muitas peças fundidas de metal precisam cumprir tolerâncias dimensionais precisas para funcionar, pois acabarão sendo peças de máquinas industriais maiores. As especificações de engenharia podem ser muito precisas para atender às necessidades mecânicas e estruturais, mas a fundição não fornece precisão dimensional nesse nível. Portanto, a usinagem geralmente é feita para criar dimensões de superfície precisas. A fundição também deixa superfícies ásperas. Superfícies ásperas também podem aumentar o atrito nas partes móveis ou criar medições irregulares e, portanto, ser muito indesejáveis.
A usinagem também pode dar acabamento na superfície de algumas ligas, lixando e polindo o metal até que ele brilhe. Detalhes finos ou arestas vivas que não podem ser produzidas em um molde também podem ser obtidos como parte de processos secundários.
Dependendo da fábrica, esse trabalho pode ser feito pela fundição ou por lojas especializadas fora do local. A maioria das fundições tem alguns recursos para o acabamento ou limpeza de suas peças fundidas, mas isso nem sempre é o mesmo que ter todas as habilidades de acabamento necessárias. A usinagem que é feita internamente e a que é feita externamente depende da especialização da fundição e das necessidades e habilidades do cliente. Se a fundição estiver abastecendo outra fábrica, eles só podem enviar fundidos limpos de fuligem e estoque:se eles estiverem fornecendo um produto finalizado, eles podem fazer todo o processamento secundário internamente ou terceirizar coordenadamente, dependendo do nicho da fundição e regular base de clientes.
Nesta fase, não existe uma forma única de funcionamento das fundições. Todas as fundições colocam metal fundido em moldes como sua atividade principal, mas a precisão das dimensões e acabamentos antes da entrega é uma questão de especialização.
Metais de vedação:óleo, óxidos, tinta, chapeamento ou revestimento em pó
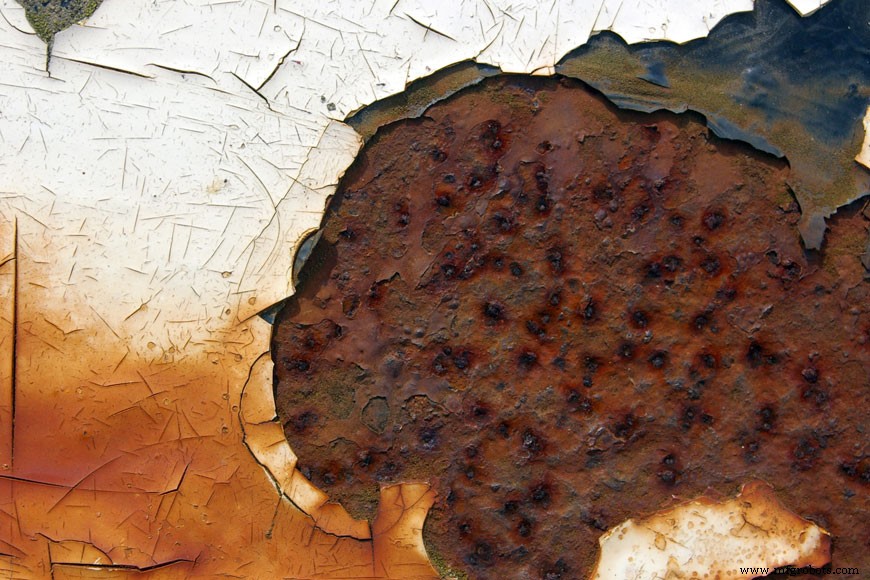
A maioria das ligas que saem de fundições ferrosas enferruja na presença de oxigênio e água. Os óxidos de ferro se formam de forma rápida e fácil e se descamam, permitindo que a próxima superfície oxide por sua vez. O que começa como um problema de superfície pode logo se tornar estrutural à medida que a superfície enferrujada começa a se desgastar e se desgastar.
O aço inoxidável e outras ligas resistentes à corrosão geralmente são protegidos por meio de um processo chamado passivação:eles podem oxidar, mas a camada de óxido não se descama, aderindo ao metal criando uma vedação. O alumínio e o cromo funcionam de forma semelhante. Com esses metais, mesmo cortando ou cicatrizando o objeto não iniciará um processo de ferrugem, pois o metal exposto oxida e sela rapidamente. Para ligas propensas à corrosão que não possuem essa capacidade, selantes devem ser usados para evitar ferrugem. Há algumas maneiras de fazer isto.
Azulhar
O aço azulado é o processo de proteção contra a corrosão, criando uma camada de óxido passivo como selante. O óxido de ferro formado em ambientes normais é o óxido vermelho e escamoso que conhecemos como ferrugem que cai, expondo o metal abaixo dele a mais corrosão. A composição química deste óxido é Fe2 O3 .
Ao azular, o metalúrgico força a produção de magnetita, um óxido preto de ferro, da química Fe2 O4. Esta magnetita permanecerá ligada à superfície abaixo dela. Existem algumas maneiras de obter essa camada de magnetita, mas uma das mais comuns é criar óxidos vermelhos em um banho de ácido ou gás e depois ferver o ferro em água para converter a ferrugem em magnetita. O aço azulado é frequentemente lubrificado para maior proteção.
Tratamento de óleo
Óleo de linhaça fervido e óleo de tungue são acabamentos tradicionais para ferro forjado. Ambos são óleos “secadores” que curam e criam uma camada de polímero quando aquecidos. Normalmente, esses óleos fornecem uma pátina marrom-escura que protegerá um objeto de metal interno por décadas e protege os externos por alguns anos antes que a água comece a entrar. .
As panelas de ferro fundido cinza também são tratadas com óleo em casa, através do processo conhecido como tempero. O tempero de óleo de uma panela pode ser feito com óleo de linhaça, que é óleo de linhaça de qualidade alimentar. No entanto, outras gorduras de qualidade alimentar funcionam para temperar a panela e só precisam ser bem tratadas para manter ao longo do tempo, pois não polimerizam secas como o óleo de linhaça. Mais uma vez, uma gordura é pincelada na panela e depois aquecida.
Pintura
Pintura, envernizamento, lacagem ou escurecimento de ferro e aço são outros métodos tradicionais de vedação. Em cada um, um revestimento de um material é colocado na superfície e depois deixado secar. Tinta e verniz são mais comuns hoje em dia, mas o escurecimento era a receita tradicional para armamentos de ferro e objetos ao ar livre, sendo uma mistura de laca e óxidos de ferro magnetita.
Esses métodos de selante aplicados são baratos e podem ser facilmente refeitos e, portanto, são etapas de acabamento muito populares. As desvantagens são que a maioria dos selantes pode ser lascada ou arranhada, permitindo que a ferrugem se instale. Selantes desse tipo também podem ter pequenos orifícios onde a superfície do metal fica exposta e a ferrugem pode começar.
Eletrogalvanização e revestimento em pó
Tanto na galvanoplastia quanto no revestimento em pó, uma fina camada de material é colada ao nível superior da fundição usando eletricidade para obter uma distribuição uniforme em todas as superfícies expostas. Quando os volumes de chapa ou pó são suficientes em volume, eles garantem a cobertura de todas as moléculas de metal expostas.
Na galvanoplastia, o objeto a ser revestido recebe uma carga e depois mergulha em um banho contendo partículas metálicas com carga oposta. Quanto mais tempo o metal ficar na banheira, mais espessa será a pelagem. Quando é levantado novamente, o objeto foi coberto por uma camada ininterrupta com as partículas de metal no banho.
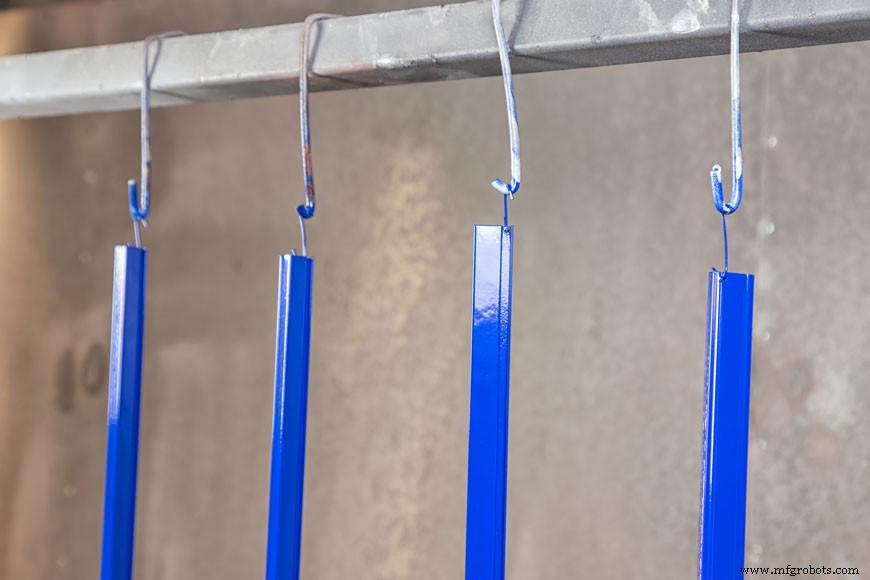
O revestimento em pó funciona de maneira quase idêntica, mas em vez de um banho com partículas de metal, um spray de partículas de resina coloridas carregadas é direcionado ao objeto. Quando o objeto atinge a espessura certa de revestimento, ele é enviado para um forno para curar.

Montagem
Nas fundições que realizam trabalhos de fundição para outras fábricas dentro de sistemas de fabricação complexos, toda a montagem pode ser feita fora do local, pelos clientes. Muitas peças fundidas acabam em outras fábricas como insumos para uma linha de montagem.
No entanto, algumas fundições fazem a montagem no local, especialmente se oferecerem linhas de produtos em estoque para uma base de clientes maior. Nesse caso, a fundição precisa ser meticulosa com os espaços de trabalho, pois o carbono, o calor e a variedade de ligas trabalhadas no piso de fundição podem levar à contaminação cruzada. Certificar-se de que o aço esteja bem limpo e em bom estado, e garantir que os aços carbono e inox sejam mantidos separados, pode garantir bons resultados em peças soldadas.
Processamento secundário dentro e fora da fundição
O processamento secundário pode envolver muitos outros especialistas e especialistas. Quase todas as peças fundidas terão algum tipo de processamento secundário, mesmo que seja apenas um polimento final em aço inoxidável, mas o nível desse acabamento e experiência depende muito do projeto. As fundições geralmente têm uma rede de outros metalúrgicos em quem confiam para realizar essas etapas de trabalho e acabamento, se não puderem.
As fundições ferrosas geralmente sabem como o metal será selado contra a oxidação do ferro, já que o metal enferrujado não inspira confiança de ninguém. Outros processamentos secundários serão determinados em conversa entre o cliente e a fundição. Quais são os serviços oferecidos? Quais são as necessidades do projeto? A fundição pode concluir a fundição internamente, enviar ao cliente como está ou coordenar outras etapas com outros especialistas do setor.
Post anterior:Processo de fundição de metais
Processo de manufatura
- Filtro de cerâmica
- 16 técnicas de ferraria
- Cisalhamento de metal
- Custo-benefício da perfuração de chapas metálicas
- O que é perfuração de chapa metálica?
- Máquina de metal perfurado e aplicações
- O que é uma Fundição?
- Introdução às peças fundidas de ferro fundido
- Uma visão geral de chapas finas de metal
- O que é endireitar chapas metálicas?