


Causas e soluções de deformação da peça no centro de usinagem
Para usinagem mecânica, o conceito de similaridade é fatal. Se um produto semelhante for usado em combinação com outros produtos, os defeitos continuarão a aumentar, fazendo com que a qualidade de processamento da fábrica não atenda aos requisitos de fabricação de alta precisão. Todos sabemos que o problema da deformação da peça em centros de usinagem é mais difícil de resolver, por isso devemos primeiro analisar as razões da deformação e depois tomar contramedidas.
1. O material e a estrutura da peça de trabalho afetam a deformação
A quantidade de deformação é proporcional à complexidade da forma, proporção e espessura da parede, e proporcional à rigidez e estabilidade do material. Portanto, a influência desses fatores na deformação da peça é reduzida ao máximo ao projetar peças. Especialmente na estrutura de peças grandes, a estrutura deve ser razoável. Antes do processamento, é necessário controlar rigorosamente os defeitos como a dureza e a porosidade do blank para garantir a qualidade do blank e reduzir a deformação da peça.
2. Deformação causada pela fixação da peça de trabalho
T O ponto de fixação correto precisa ser selecionado para o uso do dispositivo de fixação, e a força de fixação apropriada é selecionada de acordo com a posição do ponto de fixação.
Faça o ponto de fixação e o ponto de suporte o mais consistente possível, para que a força de fixação atue no suporte, o ponto de fixação deve estar o mais próximo possível da superfície de processamento e a posição selecionada não é fácil de causar deformação de fixação.
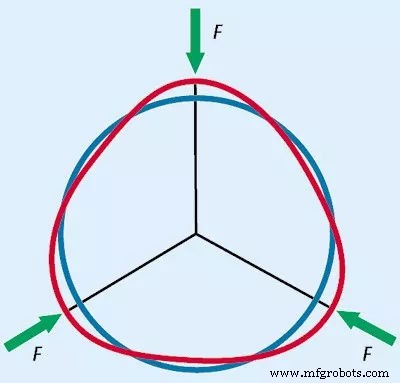
Quando houver forças de fixação em várias direções na peça de trabalho, a ordem das forças de fixação deve ser considerada.
A força de fixação deve ser aplicada primeiro para fazer o contato da peça e do suporte, e não é fácil ser muito grande, e a força de fixação principal que equilibra a força de corte deve ser aplicada posteriormente.
Aumente a área de contato entre a peça de trabalho e o acessório ou use a força de fixação axial.
Aumentar a rigidez das peças é uma forma eficaz de resolver a deformação de fixação, mas devido às características de forma e estrutura das peças de paredes finas, possui uma rigidez menor. Desta forma, sob a ação da força de aperto, ocorrerá deformação.
Alargar a área de contato entre a peça de trabalho e o acessório pode reduzir efetivamente a deformação da peça de trabalho durante a fixação.
Por exemplo, ao fresar peças de paredes finas, um grande número de placas elásticas de prensagem é usado para aumentar a área de força das peças de contato; ao girar o diâmetro interno e o círculo externo da luva de parede fina, seja um simples anel de transição dividido ou um mandril elástico, mandíbulas de arco completo, etc., são usadas para aumentar a área de contato quando a peça de trabalho é fixada. Este método é propício para suportar a força de fixação, evitando assim a deformação das peças.
Adotando força de aperto axial, também é amplamente utilizado na produção.
O projeto e a fabricação de acessórios especiais podem fazer com que a força de fixação atue na superfície final, o que pode resolver a deformação de flexão da peça devido à parede fina e à baixa rigidez da peça.
3. T a deformação causada pelo processamento da peça
Devido à força de corte durante o processo de corte, a peça de trabalho produz deformação elástica na direção da força, que é o que muitas vezes chamamos de fenômeno de desistir da faca. Medidas correspondentes devem ser tomadas na ferramenta para lidar com esse tipo de deformação. A ferramenta deve estar afiada durante o acabamento. Por um lado, pode reduzir a resistência causada pelo atrito entre a ferramenta e a peça e, por outro lado, pode melhorar a capacidade de dissipação de calor da ferramenta ao cortar a peça, reduzindo assim a peça. A tensão interna residual.

Por exemplo, ao fresar grandes planos de peças de paredes finas, é usado o fresamento de aresta única.
Os parâmetros da ferramenta escolhem um ângulo de posição maior e um ângulo de saída maior, o objetivo é reduzir a resistência de corte. Como esse tipo de ferramenta corta levemente e reduz a deformação de peças de paredes finas, é amplamente utilizado na produção. No torneamento de peças de paredes finas, um ângulo de ferramenta razoável é muito importante para a força de corte durante o torneamento, a deformação térmica gerada durante o torneamento e a qualidade microscópica da superfície da peça. O tamanho do ângulo de saída da ferramenta determina a deformação de corte e a nitidez do ângulo de saída da ferramenta. Ângulos de saída grandes reduzem a deformação de corte e o atrito, mas ângulos de saída muito grandes reduzem o ângulo de cunha da ferramenta, enfraquecem a resistência da ferramenta, dissipam o calor da ferramenta e aceleram o desgaste.
Geralmente, ao tornear peças de paredes finas de materiais de aço, use ferramentas de alta velocidade com um ângulo de saída de 6°~30° e uma ferramenta de metal duro com um ângulo de saída de 5°~20°. O ângulo de incidência da ferramenta é grande, o atrito é pequeno e a força de corte é correspondentemente reduzida, mas um ângulo de incidência muito grande também enfraquece a resistência da ferramenta. Ao girar peças de paredes finas, use ferramentas de torneamento de aço rápido, o ângulo de folga da ferramenta é de 6°~12°, com ferramentas de metal duro, o ângulo de folga é de 4°~12°, e o ângulo de folga maior é usado para peças finas. girando. Ao tomar o menor ângulo de volta. Ao girar os círculos internos e externos de peças de paredes finas, obter um grande ângulo de posição e escolher a ferramenta correta é uma condição necessária para lidar com a deformação da peça.

O calor gerado pelo atrito entre a ferramenta e a peça de trabalho também deformará a peça de trabalho durante o processamento, de modo que o corte de alta velocidade é frequentemente selecionado.
Na usinagem de alta velocidade, como os cavacos são removidos em um tempo relativamente curto, a maior parte do calor de corte é retirado pelos cavacos, reduzindo a deformação térmica da peça; em segundo lugar, na usinagem de alta velocidade, o amolecimento do material da camada de corte também é reduzido. Ele pode reduzir a deformação do processamento de peças e ajudar a garantir a precisão do tamanho e da forma das peças. Além disso, o fluido de corte é usado principalmente para reduzir o atrito durante o processo de corte e diminuir a temperatura de corte. O uso racional do fluido de corte desempenha um papel importante na melhoria da durabilidade da ferramenta, na qualidade da superfície processada e na precisão do processamento. Portanto, para evitar que as peças se deformem, fluido de corte suficiente deve ser usado de forma razoável.
O uso de quantidade de corte razoável no processamento é um fator chave para garantir a precisão das peças.
Ao processar peças de paredes finas com requisitos de alta precisão, o processamento simétrico é geralmente adotado para equilibrar as tensões geradas nos dois lados opostos para um estado estável, e a peça de trabalho fica lisa após o processamento. No entanto, quando uma grande quantidade de faca é retirada em um determinado processo, a peça será deformada devido à perda de equilíbrio entre a tensão de tração e a tensão de compressão.
A deformação de peças de paredes finas durante o torneamento é multifacetada. A força de fixação ao prender a peça de trabalho, a força de corte ao cortar a peça de trabalho e a deformação elástica e plástica gerada quando a peça de trabalho dificulta o corte da ferramenta, aumentam a temperatura da zona de corte e produzem deformação térmica. Portanto, quando estamos desbaste, a quantidade de back-grabbing e feed pode ser maior; para acabamento, a quantidade de faca é geralmente de 0,2 ~ 0,5 mm, e a quantidade de avanço é geralmente de 0,1 ~ 0,2 mm/r, ou ainda menor, A velocidade de corte é de 6 ~ 120 m/min, e a velocidade de corte é tão alta quanto possível ao terminar o torneamento, mas não é fácil ficar muito alto. Escolha uma quantidade razoável de corte, de modo a atingir o objetivo de reduzir a deformação da peça.
4. Estresse e deformação após o processamento
Após o processamento, a própria peça tem estresse interno. Essas distribuições internas de tensão estão em um estado relativamente equilibrado. A forma da peça é relativamente estável. No entanto, a tensão interna muda após a remoção de alguns materiais e tratamento térmico. Neste momento, a peça de trabalho precisa atingir o equilíbrio de força novamente, então a forma é alterada.
Para resolver esse tipo de deformação, o tratamento térmico pode ser usado para empilhar a peça de trabalho a ser endireitada a uma certa altura, usar uma determinada ferramenta para compactá-la em um estado reto e, em seguida, colocar a ferramenta e a peça de trabalho no forno de aquecimento juntos. Escolha de acordo com os diferentes materiais das peças. Temperatura de aquecimento diferente e tempo de aquecimento.
Após o endireitamento a quente, a organização interna da peça de trabalho é estável. Neste momento, a peça de trabalho não só tem uma maior retidão, mas também o fenômeno de endurecimento do trabalho é eliminado, o que é mais conveniente para o acabamento adicional das peças. As peças fundidas devem ser tratadas com envelhecimento, tentar eliminar o estresse residual interno e usar o método de deformação e processamento, ou seja, processamento bruto-envelhecimento-reprocessamento.
Para peças grandes, é necessário usar o processamento de perfil, ou seja, prever a deformação da peça após a montagem e reservar a deformação na direção oposta durante a usinagem, o que pode efetivamente evitar a deformação das peças após a montagem.
Em resumo, para peças facilmente deformáveis, as contramedidas correspondentes devem ser adotadas na tecnologia de blank e processamento. É necessário analisar diferentes situações e encontrar uma rota de processo adequada. Obviamente, o método acima apenas reduz ainda mais a deformação da peça de trabalho. Se você deseja obter uma peça de trabalho mais precisa, ainda precisa continuar aprendendo, discutindo e pesquisando.
Como cortar custos para peças usinadas de metal
Vários métodos de processamento de rosca comumente usados em centros de usinagem CNC
Processo de manufatura
- Centro de usinagem CNC, usinagem de gravura e máquina de gravura e fresagem CNC discutidas
- Festo distribuirá soluções magnéticas de fixação e fixação Magswitch
- Operação de Usinagem e Tipos de Ferramentas de Usinagem
- Manuseio, usinagem e medição de peças de trabalho
- Usinagem de Peças Grandes:Entendendo os Problemas e Soluções
- Quebra de ferramentas, desgaste, lascas, causas e soluções
- Slug Pulling em uma operação de perfuração:causas e soluções
- Soluções de ferramentas e materiais para punções e matrizes
- Aplicações do Centro de Usinagem. Modelos e aplicações?
- A história do centro de usinagem CNC:por que e como é desenvolvido?