


Resumo das habilidades de tornear peças de paredes finas
No processo de corte, a parede fina é facilmente deformada pela força de corte, o que leva ao aparecimento de uma forma oval ou “cintura” com extremidades pequenas médias e grandes. Além disso, as buchas de paredes finas são propensas à deformação térmica devido à baixa dissipação de calor durante o processamento e é difícil garantir a qualidade do processamento das peças. As peças mostradas na figura abaixo não são apenas inconvenientes para instalar e prender, mas também difíceis de processar as peças processadas. É necessário projetar uma caixa especial de paredes finas e proteção de eixo.
Análise de Processo
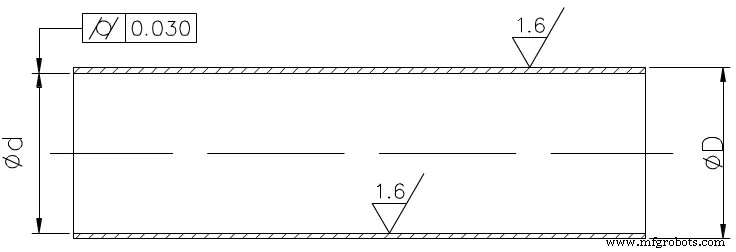
De acordo com os requisitos técnicos fornecidos no desenho, a peça de trabalho é processada por tubo de aço sem costura. A rugosidade da superfície do furo interno e da parede externa é Ra1,6μm, que pode ser alcançada por torneamento, mas a cilindricidade do furo interno é de 0,03mm, o que é necessário para peças de paredes finas mais altas. Na produção em massa, a rota do processo é aproximadamente:blanking-tratamento térmico-carro final face-carro círculo externo-carro interior furo-inspeção de qualidade.
O processo de “usinagem de furos internos” é a chave para o controle de qualidade. É difícil para nós cortar o furo interno sem o círculo externo e o invólucro de paredes finas para garantir um cilindro de 0,03 mm.
A principal tecnologia de Girando Buraco
A tecnologia chave do furo de torneamento é resolver o problema de rigidez e remoção de cavacos da ferramenta de torneamento do furo interno. Para aumentar a rigidez da ferramenta de torneamento de furo interno, tome as seguintes medidas:
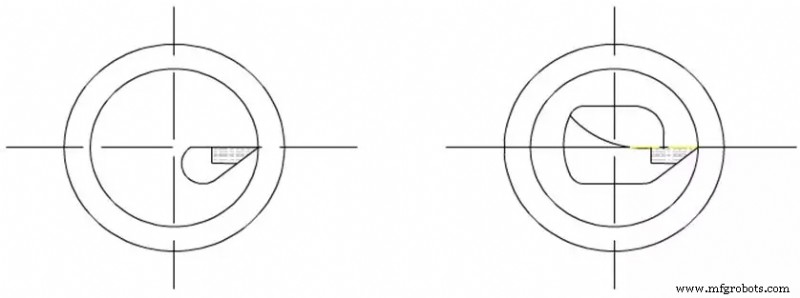
(1) Tente aumentar a área da seção transversal do porta-ferramentas, geralmente a ponta da ferramenta de torneamento do furo interno está localizada na parte superior do porta-ferramentas, de modo que a área da seção transversal do porta-ferramentas seja menor, menor mais de 1/4 da área da seção transversal do furo, conforme mostrado na figura à esquerda abaixo. Se a ponta da ferramenta de torneamento do furo interno estiver localizada na linha central do porta-ferramentas, a área da seção transversal do porta-ferramentas no furo pode ser bastante aumentada, conforme mostrado na figura à direita abaixo.
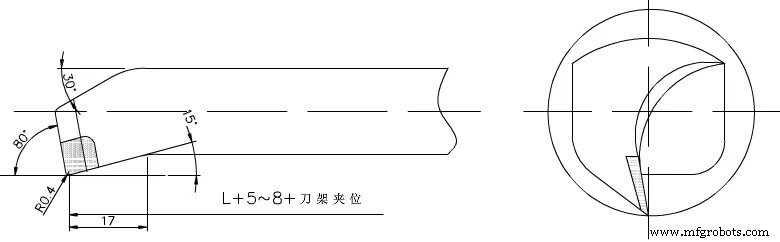
(2) O comprimento estendido do porta-ferramentas deve ser tão longo quanto 5-8mm como o comprimento da peça processada, de modo a aumentar a rigidez do porta-ferramentas de torneamento e reduzir a vibração durante o processo de corte.
Resolva o problema de remoção de chip
Controlar principalmente a direção do fluxo de corte. A ferramenta de torneamento de desbaste requer que os cavacos fluam para a superfície a ser usinada (remoção de cavacos frontal). Por esta razão, é utilizada uma ferramenta de torneamento de furo interno com inclinação de borda positiva, conforme mostrado na figura abaixo.
Ao terminar o torneamento, é necessário que os cavacos fluam para o centro para inclinar o cavaco para frente (remoção de cavaco do centro do furo), portanto, ao afiar a ferramenta, preste atenção à direção de retificação da aresta de corte e ao método de remoção de cavaco de inclinando o arco para a frente, conforme mostrado na figura abaixo para torneamento fino A liga de faca usa YA6, o tipo M atual, que possui melhor resistência à flexão, resistência ao desgaste, resistência ao impacto e resistência ao aço e à temperatura.
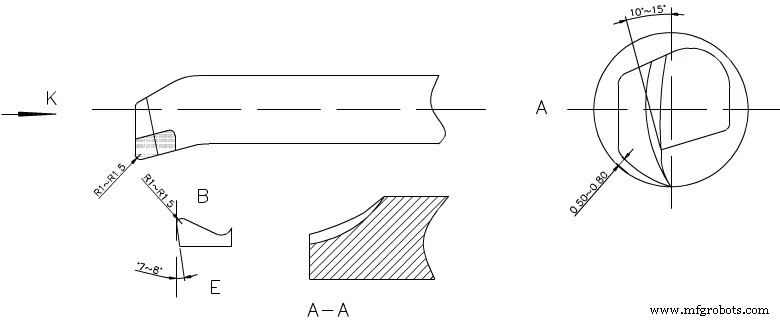
Ao afiar, o ângulo de saída é arredondado para um ângulo em forma de arco de 10-15°, e o ângulo traseiro fica a 0,5-0,8 mm de distância da parede de acordo com o arco de usinagem (a linha inferior da ferramenta está em radianos), e o ângulo de corte de c é §0.5-1. O alisador no ponto B da borda do cavaco é R1-1.5, o ângulo de alívio auxiliar é retificado para 7-8°, e o ponto AA da borda interna E é retificado em um círculo para remover os cavacos.
Usinagem Métodos
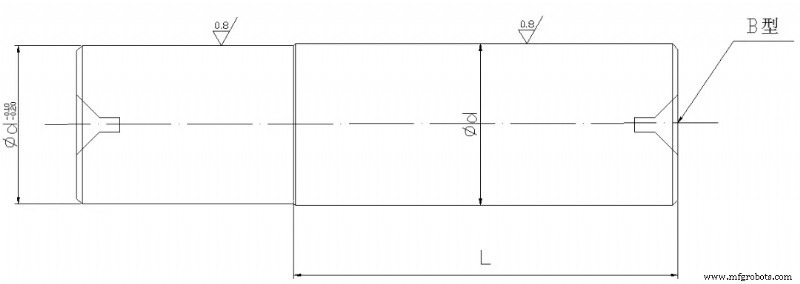
(1) Uma proteção de eixo deve ser feita antes do processamento. O principal objetivo da proteção do eixo é cobrir o orifício interno da manga de parede fina do carro com o tamanho original e fixá-lo com os centros dianteiro e traseiro para processar o círculo externo sem deformação e manter a qualidade e precisão do círculo externo. Portanto, o processamento da proteção do eixo é um elo fundamental no processo de processamento da carcaça de paredes finas.
45﹟Aço redondo de estrutura de carbono é usado para processar o blank de proteção do eixo; a face final do carro, dois orifícios centrais em forma de B são abertos, o círculo externo é áspero e a margem é de 1 mm. Após tratamento térmico, têmpera e conformação e, em seguida, torneamento fino, deixando uma margem de 0,2mm para retificação. Reaqueça a superfície do fogo quebrado até uma dureza de HRC50 e, em seguida, triture-a com um moedor cilíndrico, conforme mostrado na figura abaixo. A precisão atende aos requisitos e será usada após a conclusão.
(2) Para completar o processamento da peça de uma só vez, o blank mantém a posição de fixação e a margem de corte.
(3) Em primeiro lugar, tratar termicamente os espaços em branco, têmpera e revenimento, a dureza é HRC28-30 (a dureza da faixa de processamento).
(4) A ferramenta de torneamento adota C620. Primeiro, coloque o centro frontal no cone do fuso e fixe-o. Para evitar a deformação da peça ao fixar a luva de parede fina, é adicionada uma luva grossa de malha aberta, conforme mostrado na figura abaixo.
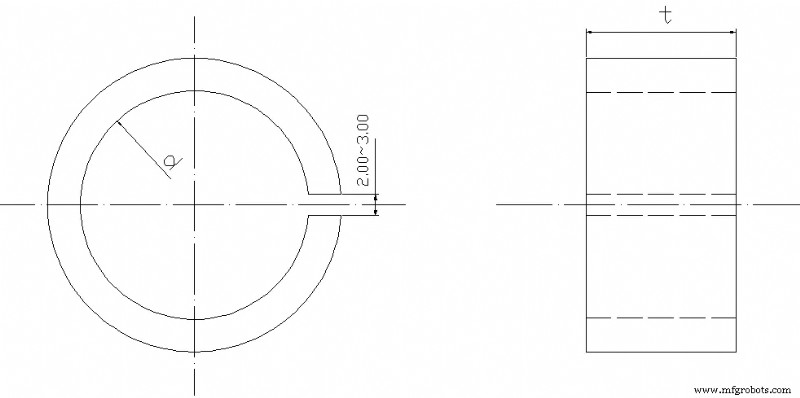
A fim de manter a produção em massa, a extremidade externa do invólucro de parede fina é processada para um tamanho uniforme d, a régua de t é a posição de fixação axial e o invólucro de parede fina é comprimido para melhorar a qualidade do furo interno do carro e manter o tamanho. Considerando que o calor de corte é gerado, o tamanho de expansão da peça de trabalho é difícil de entender. É necessário derramar fluido de corte suficiente para reduzir a deformação térmica da peça.
(5) Prenda a peça de trabalho firmemente com um mandril de três garras de centralização automática, gire a face final e gire o círculo interno.
Deixe uma margem de 0,1-0,2 mm para torneamento fino e substitua-a por uma ferramenta de torneamento fino para processar a margem de corte até que o eixo de proteção atenda aos requisitos de ajuste e rugosidade excessivos. Remova a ferramenta de torneamento do furo interno, insira o eixo de proteção no centro frontal, use o centro do cabeçote móvel para fixar de acordo com os requisitos de comprimento, troque a ferramenta de torneamento externa para tornar o círculo externo mais áspero e, em seguida, termine de girar de acordo com os requisitos de desenho. Depois de passar na inspeção, use uma faca de corte para cortar o comprimento de acordo com o tamanho necessário. Para tornar o corte suave quando a peça de trabalho é desconectada, a aresta de corte deve ser afiada para tornar a face final da peça de trabalho lisa; a pequena parte do eixo de proteção deve ser retificada para reduzir a folga deixada pelo corte, e o eixo de proteção deve reduzir a deformação da peça de trabalho, evitar vibrações e, ao cortar, o motivo da queda e contusões.
Conclusão
O método acima para usinagem de revestimento de paredes finas resolve o problema de deformação ou causar erros dimensionais e de forma que não atendem aos requisitos. A prática provou que a eficiência de processamento é alta, fácil de operar e adequada para processar peças longas de paredes finas, e o tamanho é fácil de entender. Conclusão única, a produção em massa também é mais prática.
Processo de manufatura
- DARVA - O Assistente de Evento
- O eu em treinamento
- Otimizando a vida útil da ferramenta:o efeito dos ângulos de ataque nas operações de torneamento
- Dominando os desafios de torneamento difícil
- Melhoria de peças de paredes finas feitas por torneamento CNC
- Qual é o benefício de girar o eixo
- Fresamento e Torneamento Juntos Obtendo os Benefícios para a Produtividade
- Uma ferramenta de torneamento para cada trabalho
- Centro de Torneamento e Usinagem Correspondente
- Centro de Torneamento e Tecnologia de Máquinas