


Dicas de design para impressão 3D de estereolitografia
A estereolitografia (SLA) é um processo de fabricação e prototipagem versátil e de alta qualidade. Embora menos amplamente utilizado do que as tecnologias de manufatura aditiva baseadas em extrusão, como Fused Deposition Modeling (FDM), o SLA era na verdade a encarnação original da impressão 3D, aparecendo pela primeira vez na década de 1980. Hoje, as impressoras SLA de mesa foram popularizadas por marcas como 3D Systems e Formlabs, e a tecnologia é usada para criar tudo, desde moldes de joias a produtos odontológicos.
Com o eficiente serviço de impressão 3D da 3ERP, criar um produto ou protótipo usando SLA é fácil e as vantagens são inúmeras. Por um lado, imprimir um objeto usando uma impressora SLA é um processo muito rápido, muito mais rápido do que a impressão baseada em extrusão. Melhor ainda, o acabamento em uma peça impressa geralmente é notavelmente suave em comparação com o FDM, às vezes tão suave que nem precisa de pós-processamento. Outra vantagem do SLA são suas muitas opções de cores que incluem materiais translúcidos, abrindo massivamente as possibilidades de design para uma peça impressa.
Como funciona o SLA?
A estereolitografia é uma das várias variantes de impressão 3D da fotopolimerização em cuba:um processo no qual uma fonte de luz é usada para curar a resina líquida, transformando-a em plástico rígido. A maioria das impressoras SLA usa um laser ultravioleta como fonte de luz, focando o feixe de laser em padrões pré-determinados na resina líquida e, em seguida, avançando para a próxima camada assim que a camada anterior endurecer. Dependendo da configuração da impressora específica, galvanômetros espelhados podem ser usados para direcionar o feixe de laser para a resina líquida.
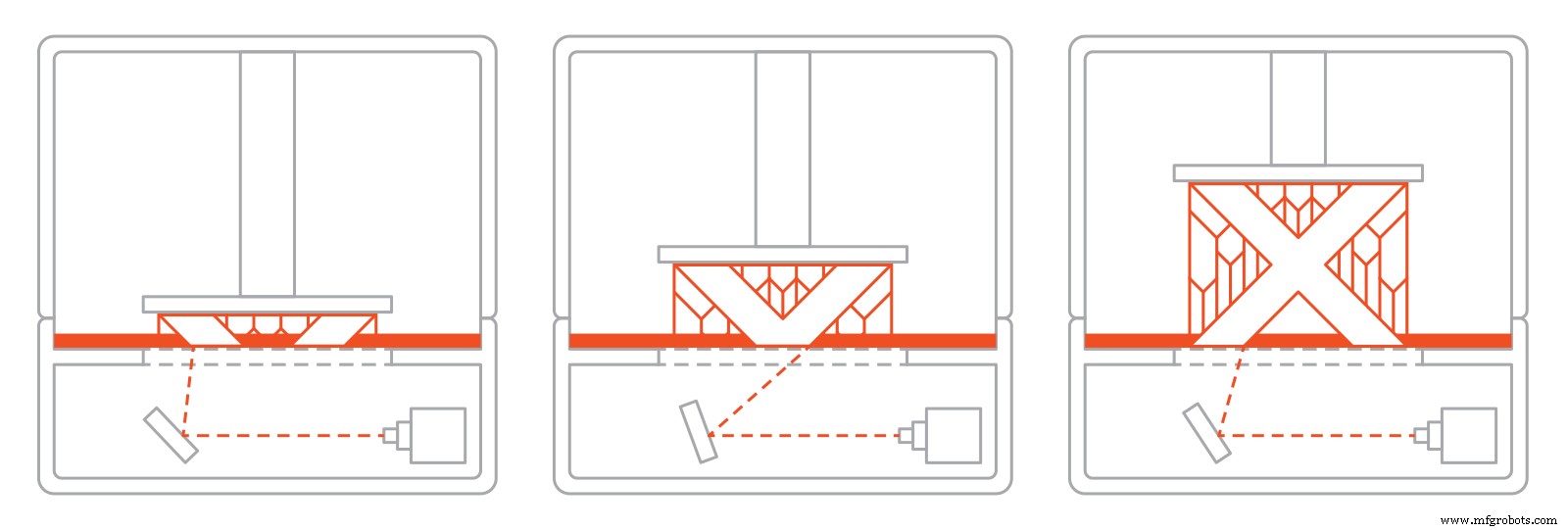
Processo de SLA:
- Cuba cheia de resina fotossensível
- Laser UV direcionado à resina
- O laser cura a forma 2D em resina
- Quando a forma endurece, a plataforma de construção passa para a próxima camada
- O laser UV cura outra forma 2D
- Quando todas as camadas são curadas, o resultado é um objeto de plástico 3D
Opções de materiais
A 3ERP oferece várias opções de materiais de resina para impressão 3D de estereolitografia.
Incluem:
- Resina 8119: um material SLA comum com resistência à temperatura de até 65°C.
- Resina 8118H: uma resina semelhante ao nylon com tenacidade excepcionalmente alta.
- Resina 8228: uma resina tipo ABS resistente a impactos e a temperaturas de até 70°C.
- Resina 8338: a mais resistente à temperatura de nossas resinas, capaz de suportar até 120°C.
Projetando peças para SLA
Engenheiros familiarizados com CAD não devem ter problemas ao projetar peças para SLA. No entanto, existem certas regras que precisam ser seguidas para garantir que não haja problemas durante ou após a impressão. Uma peça originalmente projetada para moldagem por injeção, por exemplo, pode não funcionar como uma peça SLA.
1. Certifique-se de que o SLA é o processo que você precisa
Embora o SLA seja um processo de impressão 3D bastante versátil, deve-se estar familiarizado com outras opções de fabricação antes de decidir que o SLA representa a melhor opção. Em geral, o SLA é ótimo para produzir peças suaves e detalhadas com tamanho limitado. Não cria peças especialmente fortes.
2. Espessura da parede
A menos que paredes superfinas sejam obrigatórias, é melhor manter as espessuras de parede no mínimo de 1 mm, o que reduz o risco de danos à peça após a impressão.
3. Furos
Como as resinas fotossensíveis geralmente têm alta viscosidade, elas não são particularmente adequadas para peças com pequenos orifícios. Manter diâmetros de furos de 0,8 mm ou mais é uma boa maneira de garantir que os furos não desapareçam completamente durante o processo de impressão. Não é possivel? Tente outro processo de fabricação de plástico.
4. Filetes
Paredes sem suporte devem receber bases com filetes - seções curvas em vez de ângulos retos - para minimizar o estresse e manter a resistência. Dada a fragilidade geral das peças impressas SLA, incorporar filetes pode ser a diferença entre uma peça bem-sucedida e uma malsucedida.
5. Seções longas e finas
Seções de uma peça que são muito maiores ao longo de dois eixos do que a outra podem ser suscetíveis a empenamento. No entanto, esse efeito geralmente pode ser reduzido usando um número generoso de suportes. (Você vai precisar deles de qualquer maneira.)
6. Detalhes em relevo e gravado
As peças comerciais geralmente precisam ser marcadas com texto em relevo ou gravado, seja para fins informativos ou de marca. Nem todos os tamanhos de texto, no entanto, serão impressos de forma adequada e clara durante o processo de SLA. Em geral, os detalhes em relevo devem ter pelo menos 0,3 mm de altura e 0,4 mm de largura. Os detalhes gravados devem ter 0,5 mm de largura e profundidade. Se isso não for possível, existem técnicas para marcar uma peça após a impressão.
7. Orientação
Isso é algo que cuidaremos do nosso lado, mas escolher a orientação de impressão correta para uma peça é muito importante. O objetivo aqui é reduzir a área da seção transversal do eixo Z para garantir a estabilidade.
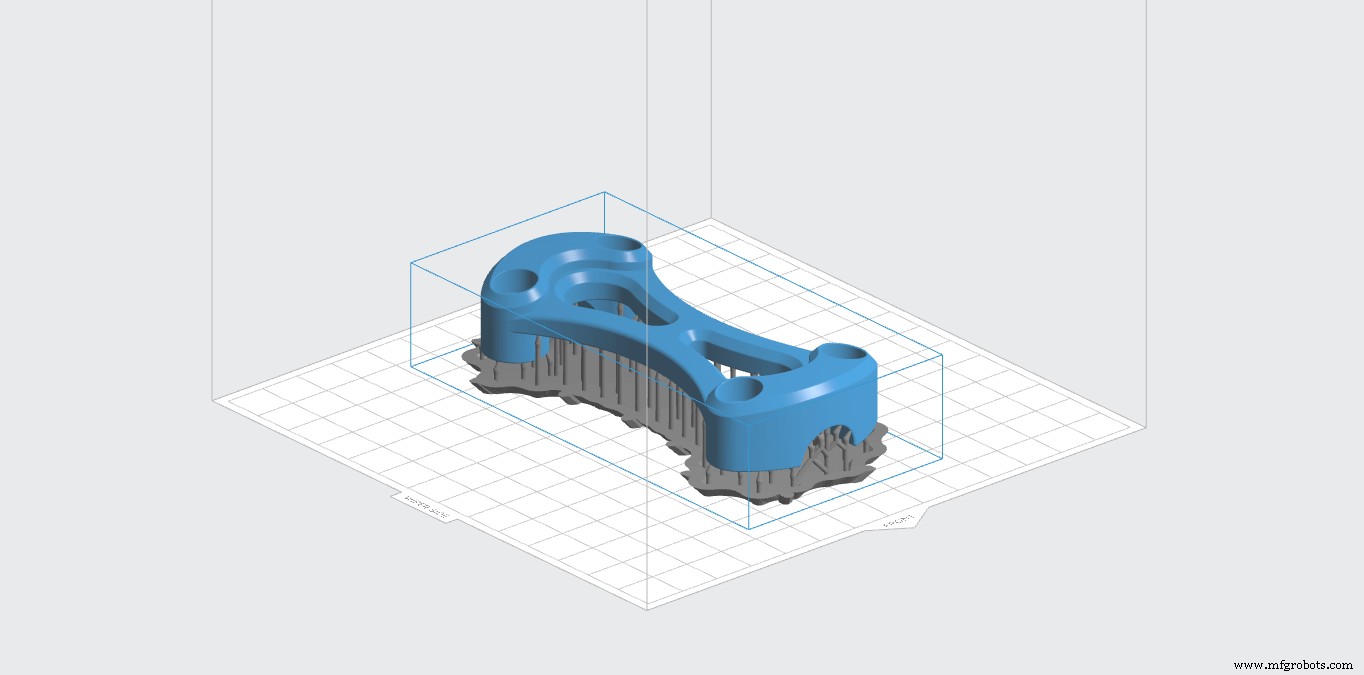
8. Suporta
Novamente, a incorporação de suportes acontece do nosso lado quando temos seu design digital, mas é importante saber como eles funcionam. As estruturas de suporte são extremamente importantes no SLA, ajudando a peça plástica a manter sua forma durante a impressão. Eles são removidos da peça durante o estágio de pós-processamento.
Pronto para começar?
Entre em contato com a 3ERP hoje para uma cotação rápida de impressão 3D SLA.
Como a manufatura aditiva está melhorando a indústria aeroespacial
Uma rápida comparação de máquinas-ferramentas CNC
Máquina cnc
- 6 Considerações importantes de projeto para impressão 3D em metal
- 5 dicas para design de chapas metálicas
- Dicas para moldes de impressão 3D
- Impressão 3D segura para alimentos:dicas de design, materiais e acabamentos
- Dicas de design para moldagem por injeção
- Dicas de design para impressão 3D de sinterização direta de metal a laser
- Dicas de design para impressão 3D Carbon DLS™
- Dicas de design de impressão 3D de estereolitografia (SLA)
- Dicas de design de impressão 3D Polyjet
- Impressão 3D de estereolitografia (SLA):visão geral da tecnologia