


Como definir o ângulo inicial – exemplo de círculo de orifício de parafuso G70
G70 Bolt Hole Circle G-Code (ciclo fixo) é muito simples de programar devido ao seu pequeno número de parâmetros.
Os parâmetros do círculo do furo do parafuso G70 são muito auto-explicativos, mas este exemplo de programação cnc enfatiza o parâmetro do ângulo inicial (G70 J).
G70 Parâmetro do Ângulo Inicial J – Este é o valor do ângulo inicial do primeiro furo (0 a 360° CCW da horizontal na posição das 3 horas).
Exemplo de programa CNC
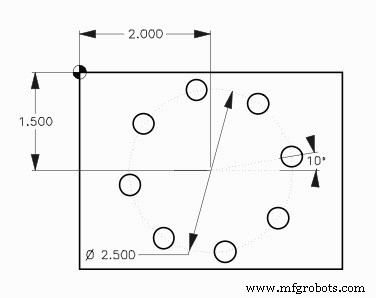
G70 Exemplo de Círculo de Furo de Parafuso
O1009 N10 T15 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1620 M03 N40 G43 H15 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G70 I1.25 J10. L8 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
G71 Arco de orifício de parafuso – Programação de fresadora CNC
Ciclo de Perfuração Peck G83 com Programa de Amostra de Círculo de Furo de Parafuso G70
Máquina cnc
- Como remover um parafuso enferrujado
- Como definir frequências para inspeções de manutenção preventiva
- Como configurar, depurar e usar um cortador de plasma para iniciantes?
- Como definir o ponto zero do roteador CNC na peça de trabalho
- Como configurar um depósito (com lista de verificação)
- Como configurar o Lean Six Sigma?
- Como cortar ferro angular
- Exemplo de programação CNC com ciclo de torneamento bruto Fanuc G71 e G70
- Fanuc G70 G71 Exemplo de programa de ciclo de torneamento de desbaste e acabamento
- G72 Furos de parafuso ao longo de um ângulo – Programação de fresagem CNC