


Escolhendo a broca CNC certa:um guia prático
Como engenheiro de pós-venda na Blue Elephant CNC, converso diariamente com marceneiros e gravadores que fazem a mesma pergunta depois de comprar uma fresadora:"Qual broca devo usar para este trabalho?" A broca certa transforma uma máquina capaz em uma ferramenta precisa. Abaixo está uma referência concisa e apoiada por especialistas que combina cada tipo de bit com sua tarefa específica.
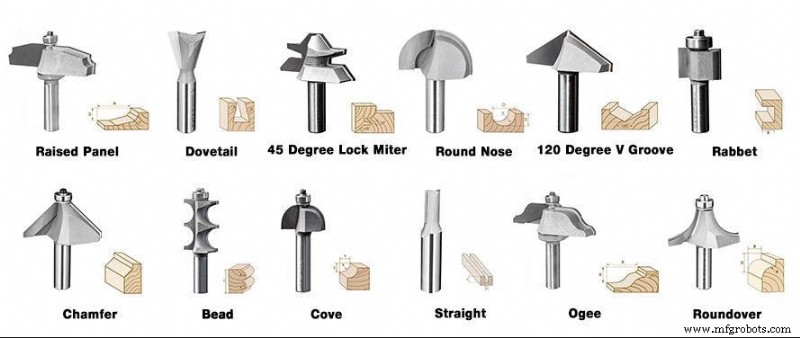
Eu. As famílias de bits principais
| Tipo de bit | Uso principal | Recurso principal | Nota avançada |
|---|---|---|---|
| Fresa de topo (plana/quadrada) | Corte, abertura de canais, embolsamento, perfis 2-D | A ponta plana cria cantos afiados | Canais curtos reduzem a deflexão e a vibração, essencial para peças de precisão. |
| Nariz esférico | Contorno 3D, escultura detalhada, superfícies lisas | Ponta arredondada produz acabamento curvo | O passo lateral influencia a qualidade da superfície; reduzir de 10% para 5% reduz o tempo de acabamento pela metade. |
| V-Bit (gravação) | Letras, sinalização, chanfros, ranhuras em V | A ponta pontiaguda fornece largura de linha variável (escultura em V) | Use 90° para letras em negrito; 30°–60° para gravação fina. |

II. Compreendendo as características dos bits
1. Desenho de Flauta
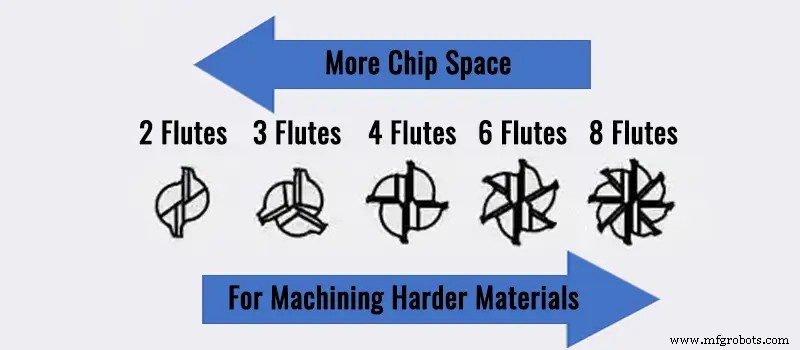
Canais – as arestas de corte em espiral – determinam a remoção de cavacos, a velocidade e o acabamento. Escolha com base no material e acabamento desejado:
- Flauta Simples :Excelente para evacuação rápida de cavacos em materiais macios (plásticos, alumínio); ideal para altas taxas de avanço.
- Flauta Dupla :O burro de carga para trabalhar madeira; equilibra resistência, qualidade de corte e remoção de cavacos.
- Três/Quatro Flautas :Melhor para um acabamento mais liso em materiais mais duros; exigem taxas de avanço mais lentas e fusos potentes para eliminar cavacos.

Dica: Mais canais significam vales menores, reduzindo a folga de cavacos. As brocas de quatro canais são excelentes em fibra de carbono e fenólico, mas podem superaquecer a madeira.
2. Direção de corte
- Corte ascendente :As flautas puxam os cavacos para cima; ideal para cortes profundos e fundos limpos, mas pode lascar os topos.
- Corte inferior :As flautas empurram os cavacos para baixo; mantém os materiais finos planos e deixa a parte superior limpa, mas a parte inferior pode desfiar.
- Compressão :Combina ponta de corte superior e corpo de corte inferior; perfeito para produtos em folha, proporcionando bordas limpas em ambos os lados.
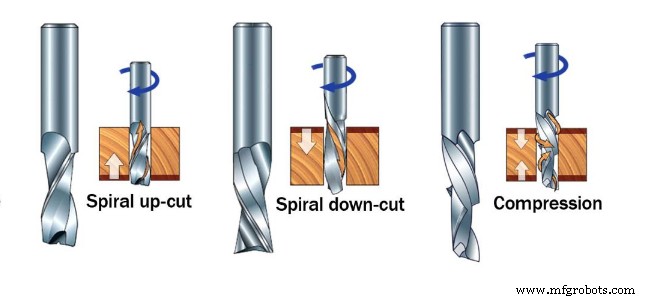
Dica avançada: Comece cortes mais profundos do que o comprimento do corte superior (geralmente 3–4 mm) para que a seção de corte inferior encaixe totalmente.
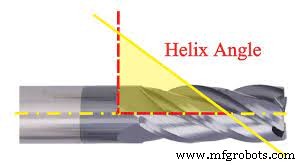
3. Ângulo da Hélice
O ângulo entre a aresta de corte e o eixo da ferramenta afeta o fluxo de cavacos e o acabamento superficial.
- Baixo (20°–30°) :Melhor para metais e plásticos duros – borda mais forte, menos vibração.
- Médio (30°–40°) :Versátil para marcenaria (compensado, MDF, madeira maciça); equilibra o escoamento de cavacos e a resistência da aresta.
- Alto (40°–55°) :Projetado para evacuação rápida e limpa de cavacos em madeiras fibrosas ou alumínio; reduz o calor, mas pode puxar o fuso com mais força.
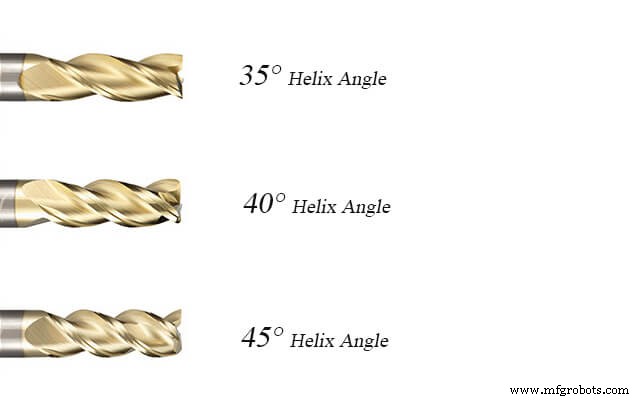
Insight avançado: Ferramentas de alta hélice reduzem a carga da ferramenta em altas taxas de avanço, o que é crucial para a produção de móveis em alta velocidade.
III. Combinando bits com seu projeto
| Meta do projeto | Bit(s) recomendado(s) | Por que funciona |
|---|---|---|
| Corte/dimensionamento geral (compensado, MDF) | Broca de compressão, fresa de topo de canal duplo | A compressão fornece bordas limpas em ambos os lados; a flauta dupla corta de forma rápida e confiável. |
| Escultura 3D detalhada (relevos, esculturas) | Broca Ball-Nose (diâmetro pequeno) | A ponta arredondada proporciona superfícies lisas e contornadas sem degraus. |
| Gravação de letras/sinalização | Bit V (90° ou 60°) | O formato em V produz letras nítidas; o ângulo controla a profundidade e a largura. |
| Embolsar (criar um recesso) | Fresa de topo (plana) → Ponta esférica | Fundo plano produz piso nivelado; Ball-nose termina cantos arredondados. |
| Perfil/chanframento de aresta | V-Bit ou Bit Round-Over Especializado | V-Bit fornece chanfro reto; o arredondamento cria uma borda curva suave. |
IV. Seleção avançada de bits
1. Materiais e efeitos especiais
- Materiais Compósitos (Fibra de Carbono, Fibra de Vidro, Painéis Laminados) :Use brocas com revestimento de diamante ou PCD (diamante policristalino). Sua extrema dureza resiste à abrasão e prolonga a vida útil da ferramenta.

- Alta precisão e detalhes finos :As brocas de ponta esférica cônica e de topo cônico oferecem rigidez na haste ao mesmo tempo em que alcançam uma ponta fina, permitindo cortes mais profundos e cantos internos mais nítidos.

- Bordas e Molduras Decorativas :As brocas de perfil (Roman Ogee, Cove, Dovetail) permitem criar marcenaria clássica diretamente em uma fresadora CNC.
2. Revestimentos de ferramentas
Os revestimentos reduzem o desgaste, o atrito e o calor, permitindo avanços mais elevados e intervalos mais longos entre afiações.
- Não revestido :Padrão, econômico para marcenaria em geral, mas desgasta mais rápido em materiais abrasivos.
- TiN (nitreto de titânio) :Dourado; aumenta a dureza e a resistência ao calor para uso em todos os fins.

- TiAlN (nitreto de alumínio e titânio) :Roxo escuro/bronze; superior para tarefas de alto calor, como corte de metais ou compósitos densos.

V. Otimizando o desempenho:feeds, velocidades e retenção
1. Dominando feeds e velocidades
A relação entre a velocidade do fuso (RPM), a taxa de avanço (IPM) e a carga de cavacos determina a qualidade de corte e a vida útil da ferramenta.
Carga do chip (parâmetro crítico)
Carga de cavacos =Taxa de alimentação (IPM) ÷ (RPM × Número de canais). É a espessura do material removido por canal e por revolução.
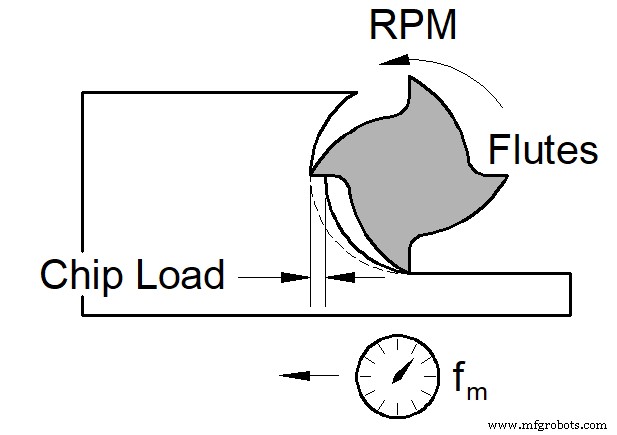
- Muito baixo :a broca esfrega, gerando calor que embota ou derrete o material.
- Muito alto :A broca sobrecarregada causa deflexão, trepidação, acabamento ruim e possível quebra.
- Ótimo :corta o material de maneira limpa em cavacos enrolados, removendo o calor com eficiência e proporcionando uma superfície lisa.
Ajustes práticos para corte de teste
- Buscando um acabamento mais suave:Aumentar RPM ou diminuir a taxa de avanço para diminuir a carga de cavacos.
- Removendo mais material:Diminuir RPM e aumentar a taxa de avanço (dentro dos limites seguros de carga de chip).
- Chatter ou guinchos:Diminuir RPM e aumentar a taxa de avanço ou mude para uma broca mais rígida e de maior diâmetro.
2. Retenção segura de ferramentas
- Pinças de precisão :Utilizar série ER ou equivalente; eles prendem toda a haste uniformemente, evitando desvios.

- Limpeza :Mantenha a pinça e a haste impecáveis; até mesmo uma partícula de poeira pode causar desequilíbrio.
- Comprimento do punho :Insira a haste completamente – nunca segure menos de 3–4 vezes o diâmetro da ferramenta.
VI. Segurança e Manutenção
1. Práticas de segurança
- Use proteção para os olhos e ouvidos e use coletor de pó ou respiradores.
- Prenda a peça de trabalho com grampos ou vácuo; uma peça móvel pode quebrar pedaços e criar projéteis.
- Pare imediatamente se ouvir um grito ou sentir vibração excessiva.
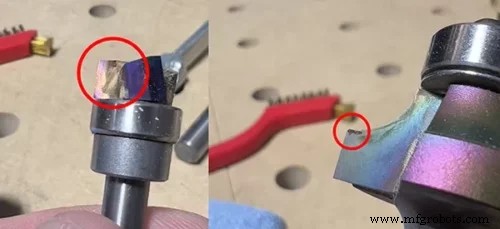
2. Cuidados e armazenamento de bits
- Limpeza :Remova o piche e a resina com um limpador específico ou solvente adequado.
- Inspeção :Verifique se há lascas, rachaduras ou opacidade antes de cada execução; uma broca cega força um avanço maior e reduz a segurança.
- Armazenamento :Use uma caixa ou rack organizado com slots individuais para evitar danos nas bordas.


VII. Precisa de aconselhamento especializado?
No Blue Elephant CNC , operamos as máquinas diariamente e trabalhamos com milhares de clientes anualmente. Se você não tiver certeza de qual bit, velocidade ou taxa de avanço é ideal para seu projeto, entre em contato conosco . Nossas equipes de pré e pós-venda oferecem suporte multilíngue 24 horas por dia para garantir seu sucesso.
Tópicos relacionados:
Guia completo 2026:custos de roteadores CNC para fabricação de móveis – o que você precisa saber
Quais materiais uma fresadora CNC pode cortar? Um guia abrangente
Máquina cnc
- Arredondamento Okuma G76
- Como o tamanho e a direção do grão afetam as peças de chapa metálica
- O papel de uma oficina de máquinas CNC de precisão na fabricação aeroespacial
- As 2 principais estratégias de fabricação de gabinetes para aumentar seu lucro
- Exemplo de programa Osai CNC GTL
- Explicação do fresamento frontal:definição, processo, tipos e diferenças de outras operações de fresamento
- 8 maneiras de matar sua fresadora
- As informações básicas sobre a taxa de avanço e velocidade do CNC que você não deve perder
- Variável do sistema Sinumerik 840D $AA_IM para a posição atual do eixo
- Punho externo, bolso circular e slot circular exercício Heidenhain Conversational Programming