


Otimize o controle da quantidade mínima de lubrificação por meio de um programa CNC
em um torno CNC e como configurá-lo. Crédito do vídeo:Unist Inc.
Ter o máximo de controle possível sobre os processos de usinagem é o que a maioria dos maquinistas busca. A quantidade e a aplicação de refrigerante fornecida durante o processo de fabricação de cavacos em um torno não deve ser exceção. Para controle direto sobre a saída de lubrificação de quantidade mínima (MQL), a Unist Inc. oferece um sistema MQL que se comunica diretamente com o controle numérico computadorizado (CNC) de uma máquina para permitir que os operadores especifiquem os parâmetros de lubrificação inserindo códigos em um programa de peça. O lubrificador controlado digitalmente Quantum da empresa foi projetado para otimizar as taxas de fluxo MQL para cada operação de usinagem em uma única máquina-ferramenta, pois as taxas de fluxo são visíveis e editáveis. Portanto, os operadores podem ajustar cada operação para obter os melhores resultados.
Mas por que MQL? Embora ainda seja mais provável de ser usado na Europa, por que mais lojas nos EUA estão começando a adotar essa tecnologia como uma alternativa ao fornecimento convencional de líquido refrigerante? Uma razão é que mais nem sempre é melhor. O MQL fornece uma quantidade muito pequena de lubrificante para a aresta de corte na forma de névoa de óleo ou aerossol, em oposição às técnicas tradicionais de inundar a peça de trabalho e a ferramenta com um volume substancial de líquido refrigerante. Ao contrário do corte com refrigeração por inundação, apenas uma pequena parte desse aerossol é deixada nos cavacos, na peça de trabalho e na máquina durante a operação de corte.
Embora a refrigeração por inundação ainda seja o método mais utilizado de resfriamento e lubrificação de processos de usinagem em todo o mundo, outras vantagens da tecnologia MQL são claras e consideráveis, diz a empresa. As lojas que implementaram o MQL podem experimentar os seguintes benefícios ambientais, empresariais e econômicos.
- Ambientais: Os óleos MQL de qualidade não são tóxicos e biodegradáveis. As bactérias não crescem em óleos, portanto, não são necessários biocidas. Além disso, o processo usa menos de 1/10.000 da quantidade de fluido que o líquido refrigerante de inundação, e não há nada a ser descartado ou reciclado. Não são necessários recicladores e bombas, o que reduz o consumo de energia. Em comparação com o líquido refrigerante de inundação, a pegada ambiental do MQL é praticamente invisível.
- Empresa: O chão da fábrica fica mais limpo (e mais seguro) e o equipamento não é revestido com refrigerante quando o MQL é implementado. Usando lubrificante de alta qualidade e a quantidade correta, o processo de corte deixa um acabamento superficial de qualidade. E, devido ao choque térmico reduzido, a vida útil da ferramenta aumenta. Os funcionários do chão de fábrica geralmente percebem o benefício adicional de menos problemas de irritação da pele relacionados à interação com fluidos de usinagem e não precisam respirar o refrigerante e seus aditivos.
- Econômico: Embora o preço por onça de óleos MQL possa ser significativamente maior do que os refrigerantes de inundação gerais, o preço geral do fluido por peça é geralmente menor porque muito menos é usado. Quando combinado com a economia de outras áreas (como maior vida útil da ferramenta, eliminação de equipamentos que mantêm os fluidos e economia de energia), o MQL pode ter um impacto positivo nos resultados de uma oficina.
Controle e monitoramento completos de MQL
As vantagens do MQL são ampliadas ao adicionar a capacidade de interagir diretamente com o CNC de uma máquina, um controlador lógico programável (PLC) ou uma interface integrada, especialmente quando uma peça que está sendo usinada requer vários

O Quantum oferece aos usuários a liberdade de programar MQL entrega de acordo com a necessidade de cada operação. Créditos da foto:Unist Inc.
operações. Cada operação de usinagem geralmente é mais adequada com uma taxa de fluxo MQL diferente, não se limitando a taxas pré-programadas ou a uma taxa fixa ajustada manualmente. O sistema Quantum MQL oferece aos usuários a liberdade de programar o MQL de acordo com as necessidades de cada operação.
Para fornecer um fornecimento de lubrificante uniforme e preciso, o sistema MQL para tornos mantém as linhas de ar e óleo separadas, tanto quanto possível, até que se misturem na torre da máquina. Este sistema de entrega de canal duplo é projetado como uma mangueira dentro de uma mangueira; a mangueira interna fornece o óleo e a mangueira externa fornece o ar. Manter essas linhas separadas mantém uma atomização consistente do fluido. Isso evita a coleta de fluido nas paredes externas da mangueira, o que potencialmente causa respingos ou gotejamento de lubrificante, o que não produz um spray suave.
Além disso, implementar uma mudança na proporção de óleo e ar dentro do sistema de entrega é menos problemático ao usar um sistema de canal duplo. As alterações são instantâneas ao usar esse método e não há mistura dentro da mangueira que precise ser expelida antes de fazer alterações.
“Seja desbaste, acabamento, rosqueamento ou alguma outra operação, você tem controle total sobre ligar e desligar a taxa de ar e óleo”, diz Tim Bangma, gerente de produto da Unist Inc., sobre o Quantum.
Após determinar a quantidade correta de lubrificante e vazão para cada processo de usinagem, o maquinista insere comandos no
O Quantum está conectado a uma máquina-ferramenta com interfaces discretas ou seriais.
programa parcial.
O Quantum oferece controle de até seis saídas de lubrificante e pode usar apenas uma fração de onça de lubrificante por hora. Além disso, o sistema pode fornecer um aerossol lubrificante, fluido direto ou ar apenas para cada operação.
Além de fornecer precisão precisa para aplicação MQL, este sistema também fornece recursos de monitoramento para baixos níveis de fluido e ar, bem como fluxo de fluido. O sistema de monitoramento integrado no Quantum pausa a máquina que está monitorando se estiver enfrentando um desses problemas e pisca um alarme para alertar o operador sobre o problema.
“As bombas de deslocamento positivo do sistema Quantum podem ser equipadas com sensores de fluxo que confirmam que o fluido é fornecido quando as bombas são cicladas”, explica Bangma.
Instalação do lubrificador
O Quantum é conectado a uma máquina-ferramenta com interfaces discretas ou seriais. Embora a instalação da Quantum em um torno CNC seja um processo simples, segundo a Unist, algumas oficinas se sentem mais à vontade com um
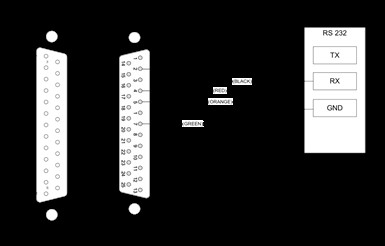
Este esquema de conexão serial ilustra como o Quantum é conectado a um centro de usinagem Haas VF2. No entanto, isso fornece orientação básica para qualquer sistema.
Representante da Unist visitando seus locais para instalação do aplicador. No entanto, há um número igual de lojas que se sentem à vontade para concluir o processo.
Independentemente de quem conclui a instalação, o processo consiste principalmente em cinco partes quando feito corretamente:
- Montagem do lubrificador na máquina ou próximo a ela. Encontrar uma área conveniente para reabastecer o reservatório é o ideal.
- Remover a proteção da máquina e localizar as linhas de refrigeração de inundação existentes que alimentam a ferramenta através da torre. A tubulação MQL deve ser direcionada através da máquina e conectada à torre no ponto em que o líquido refrigerante entra na torre.
- Conectando o ar comprimido à entrada do lubrificador.
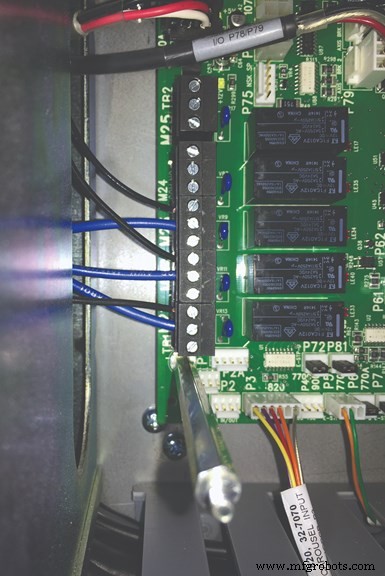
- Conectando sinais de energia e controle ao aplicador do gabinete de controle da máquina usando documentos de instruções da máquina. Os terminais apropriados podem ser localizados.
- Instalação de bicos em cada estação de ferramentas de torre com uma variedade de ferramentas que podem ser instaladas em um torno CNC.
Depois que o sistema estiver totalmente instalado, o posicionamento adequado do bico também é fundamental para garantir uma aplicação MQL bem-sucedida. “Você pode ter o sistema de bombeamento e entrega mais preciso, mas se o bico não estiver direcionado corretamente, pode ser um grande problema”, diz Bangma.
Além disso, como alguma névoa pode ser gerada a partir do processo MQL, pode ser necessário instalar um coletor de névoa na máquina.
Uma palavra sobre lubrificantes
O uso de um lubrificante de alta qualidade para MQL é fundamental para aderir à superfície da ferramenta e fornecer uma barreira fina e de baixo atrito entre a ferramenta de corte e a peça de trabalho. A Unist diz que seu Coolube, por exemplo, não apenas contém propriedades polares que criam uma ligação forte e consistente entre o lubrificante e as superfícies metálicas, mas também é de base biológica, tornando-o ecologicamente correto e seguro para a pele dos operadores.
“Coolube é altamente refinado, livre de muitas impurezas e aditivos”, explica Bangma. “Vai ficar na prateleira por muito tempo.”
Unist Inc. | 800-253-5462 | unist. com
Equipamento industrial
- Sistema de Controle M-TECH CNC
- Iniciando um Programa de Lubrificação
- 6 maneiras fáceis de otimizar o programa CNC
- Controle de qualidade em usinagem CNC
- Torno com CNC
- 6 etapas a serem seguidas antes de criar um programa CNC
- Conceito-chave de CNC nº 1 — Fundamentos do controle numérico computadorizado
- Heidenhain lança programa de treinamento CNC on-line
- Climatização em uma oficina CNC
- Parada do programa CNC M-Code M00