


Design para impressão 3D Parte 3:Diminuindo o tempo de impressão
Nota do escritor:esta é a terceira parte do design para impressão 3D. Estaremos discutindo como você pode economizar tempo (e material) em peças impressas em 3D de plástico. Você também pode voltar e ler Parte 1 e Parte 2 .
Introdução
Uma das críticas mais comuns à Manufatura Aditiva é sua lentidão em comparação à usinagem subtrativa (Rápida). Embora o uso da manufatura aditiva geralmente economize tempo no longo prazo (especialmente em situações onde a prototipagem especializada ou um tempo significativo de usinagem são necessários), a usinagem subtrativa é objetivamente mais rápida em algumas situações com os recursos adequados. Embora esse problema seja mais representativo da natureza da manufatura aditiva, existem várias estratégias que os usuários podem empregar para reduzir o tempo de impressão de peças de plástico. Neste artigo, discutiremos estratégias de design para impressão 3D que economizam tempo (e outra que não economiza) e como você pode implementá-las no Eiger e com sua máquina.
O que aumenta o tempo de impressão (e como evitá-lo)
Para projetar peças que economizam tempo, precisamos enumerar o que realmente adiciona tempo às impressões. A seguir, abordaremos cada um dos principais desperdiçadores de tempo e por que eles aumentam o tempo.
Grande área de superfície
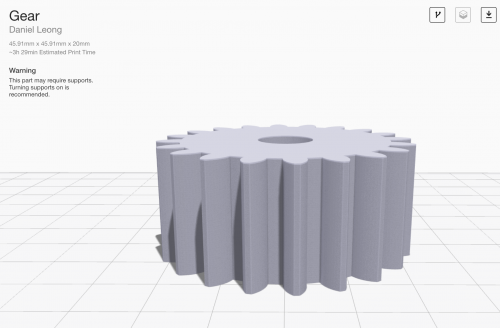
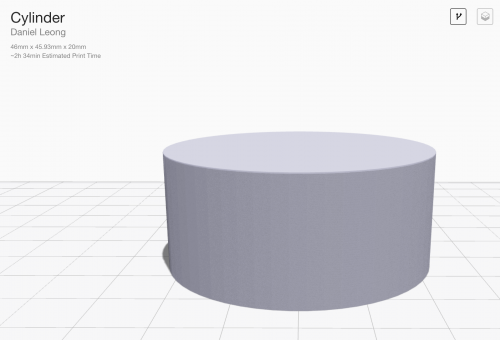
Este é o contribuinte por excelência para o aumento do tempo de impressão. Uma grande área de superfície significa mais paredes parciais para imprimir. Como o cabeçote de impressão se move significativamente mais devagar nas paredes do que no preenchimento, adicionar mais área de superfície (e, portanto, uma parede mais longa) aumenta significativamente o tempo de impressão. Isso significa que uma peça menor com detalhes de superfície mais complexos pode levar mais tempo para imprimir do que uma peça maior e simples. Pegue esta engrenagem e cilindro, ilustrados abaixo. O diâmetro externo de cada peça é idêntico, o que significa que o cilindro realmente contém mais material. No entanto, a engrenagem leva quase 30% mais tempo para imprimir por causa de sua área de superfície aumentada. Às vezes, recursos avançados são necessários para uma peça bem-sucedida; entretanto, nessas outras ocasiões, o simples é sempre mais rápido.

Material de apoio
Adicionar material de suporte à sua peça aumentará o tempo de impressão mais do que qualquer outro fator. Como nosso material de suporte consiste em uma parede longa e impressa lentamente, a adição é semelhante a adicionar uma grande quantidade de área de superfície. Embora o suporte seja necessário para imprimir algumas peças, existem algumas etapas que você pode seguir para limitar o tempo adicionado devido a ele.
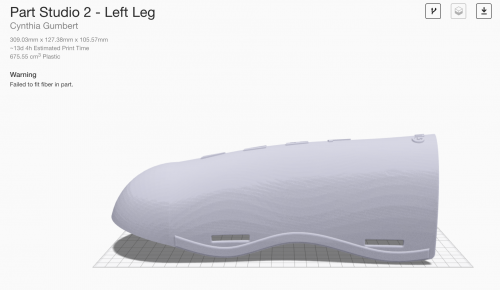
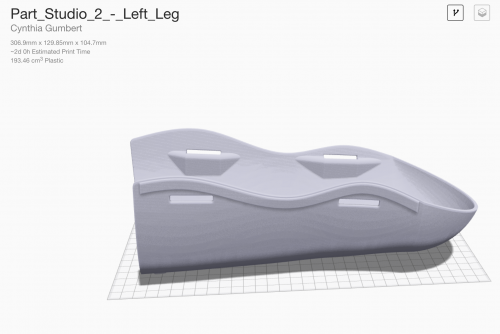
1. Experimente algumas orientações de peças:Freqüentemente, alterar a orientação das peças pode alterar drasticamente o tempo geral de impressão. Um ótimo exemplo disso é uma caneleira de esqui que um membro de nossa equipe imprimiu há algumas semanas. Em uma orientação, o grande volume sob a concha requer enormes estruturas de suporte, produzindo uma impressão de 13 dias. Ao inverter a peça, ela cortou 11 dias no tempo de impressão e conseguiu imprimir a peça em dois dias muito mais administráveis.

2. Limite de saliências:Se a peça permitir, a impressão sem suportes resultará em uma impressão mais rápida. Quando ativado, nossos algoritmos suportam qualquer saliência acima de 45 graus da vertical com Onyx (30 graus para náilon). Se houver mais áreas pendentes que não podem ser alteradas (e precisarão de suporte), certifique-se de que as saliências não críticas não excedam esses valores. Isso limitará os suportes colocados às projeções que precisam, enquanto economiza tempo em outras projeções que não são necessárias em sua parte. Se você não tiver saliências que precisem de material de suporte, desative os suportes e limite os ângulos a 55 graus para Onyx (ou 45 graus para Nylon). A peça será impressa perfeitamente e você economizará um tempo significativo.
3. Projete com uma face de impressão em mente:Para gerenciar quais saliências precisarão de suporte (e quais não), descubra em qual orientação a peça deve ser impressa antes de projetá-la. Isso permitirá que você projete para impressão 3D em vez de alterar a peça para caber na impressora. Embora possa não economizar tempo de impressão, ele economizará tempo de design para a peça.
4. Divida a peça:Às vezes, as peças são simplesmente muito complexas para alterações que eliminam o suporte. Nesse caso, ainda há uma opção. Ao dividir uma peça em duas ou mais peças, muitas vezes você pode limitar saliências com muito mais facilidade. Depois que as peças forem impressas, cole-as com Loctite 401 para obter uma peça multicorpo tão forte quanto a peça unibody teria sido.
Altura da camada
Este é um dilema clássico na impressão FFF:resolução de camada vs. tempo de impressão. Nossa resolução de camada padrão de 100 mícrons produz um acabamento de superfície de alta qualidade. Aumentar a altura da camada para 200 mícrons sacrifica um pouco a qualidade do acabamento da superfície e reduz pela metade o tempo de impressão. Isso é extremamente útil para trabalhos de impressão rápidos e sujos de apenas plástico (imprimir com fibra requer uma altura de camada fixa de 100 ou 125 mícrons), pois suas peças sairão da impressora duas vezes mais rápido. Consulte a tabela abaixo para estimativas de tempo para diferentes alturas de camada na engrenagem analisada anteriormente.

Design para impressão 3D
Há uma tendência nada saudável na Manufatura Aditiva:uso excessivo da tecnologia em peças que não precisam ser impressas. Consolidar peças usinadas e impressas em uma única impressão pode ser fácil, mas aumentará o tempo de impressão. A solução é simples de uma perspectiva de economia de tempo:imprima apenas geometrias que se beneficiam da impressão. Design para impressão 3D:não imprima eixos ou outras peças triviais de usinar, pois isso só aumentará o tempo de seu fluxo de trabalho.
Impressões com falha
Esta é uma causa mais indireta de tempo adicionado; no entanto, é tão importante. Certificar-se de que sua base esteja devidamente nivelada e de que você tenha material suficiente para uma impressão pode diminuir drasticamente o tempo de espera. Impressões com falha desperdiçam tempo de impressão, bem como material, e limitá-las ajudará muito a imprimir com mais eficiência. Aqui estão algumas maneiras de limitar as impressões com falha:
- Warping
- Testes de unidade
O que não ajuda:adicionar furos de velocidade
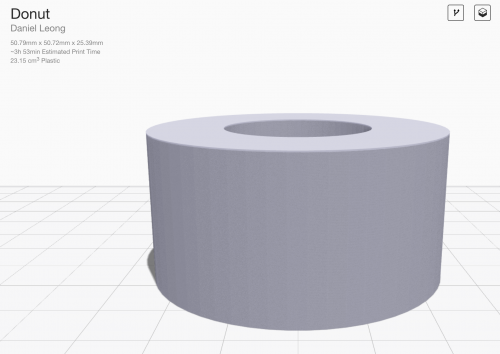
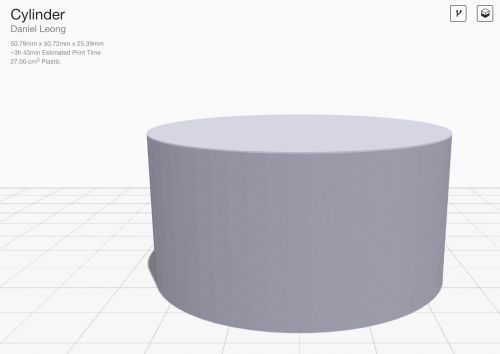
Adicionar furos à impressão pode economizar material, mas há uma boa chance de que eles não economizem tempo. Os furos geralmente adicionam área de superfície à sua peça, o que (como já mencionamos) adiciona tempo. Dê uma olhada na comparação abaixo. O donut tem menos material devido ao grande orifício, mas demora 10% mais para imprimir.

Conclusão
Economizar tempo em impressões é uma arte inconstante:varia muito de uma parte para outra e nem sempre funciona como você espera. No entanto, seguindo essas estratégias, você pode diminuir o tempo de impressão na maioria dos casos.
Quer experimentar você mesmo? Inscreva-se aqui para uma avaliação gratuita do Eiger, nosso software de fatiamento baseado em nuvem.
Quer ver mais coisas como esta? Siga-nos no Facebook, Twitter, Instagram e Linkedin para mais atualizações!
Melhor controle de qualidade com peças impressas em 3D
Projetando uma turbina Tesla impressa em 3D - Parte 1
impressao 3D
- Os benefícios das camas de vidro para impressão 3D
- Limpeza sem estresse para impressão FDM
- 6 Considerações importantes de projeto para impressão 3D em metal
- 4 Considerações importantes de design para impressão 3D
- A impressão 3D está pronta para a produção da peça final?
- Criação de arquivos STL com múltiplos corpos para impressão 3D
- Diretrizes de design para manufatura – Parte 2
- Diretrizes de design para manufatura – Parte 1
- Dicas de design para impressão 3D Carbon DLS™
- Parte 1:Considerações sobre design de resfriadores para compressores centrífugos