


Projetando uma turbina Tesla impressa em 3D - Parte 2
Introdução
Esta é a segunda parcela de uma série de duas partes detalhando o retrofitting de uma turbina Tesla usinada com peças Markforged. Na primeira parte, apresentamos as turbinas Tesla, discutimos quais peças se prestavam bem à impressão 3D e substituímos a carcaça da turbina por uma peça Markforged. Agora, abordaremos o outro componente impresso de nosso retrofit de turbina:a caixa do mancal.
O alojamento de rolamento de turbina Tesla
Enquanto o alojamento da turbina envolve o conjunto do eixo, ele não o toca. Em vez disso, uma parte intermediária chamada de alojamento do mancal aparafusa-se no alojamento da turbina e segura o conjunto do eixo com dois mancais perfeitamente concêntricos. Ao colocar em balanço os rotores do lado da caixa do rolamento, os projetistas originais garantiram que o maquinista que girava a peça original pudesse verificar facilmente a concentricidade dos orifícios do rolamento. Isso é extremamente importante. A 24.000 rpm, qualquer desalinhamento nos rotores da turbina pode levar a uma falha catastrófica. No alojamento de alumínio (como foi originalmente usinado), as tolerâncias para cada um desses ajustes de rolamento eram +0 / -. 0004 ”. Tolerâncias extremamente apertadas garantem que os ajustes de pressão assentem bem, sem serem tão apertados que impeçam a rotação do rolamento. Embora esta peça seja fabricada em uma máquina Markforged, é uma tarefa muito mais alta do que a carcaça da turbina.

Alterações no projeto de fabricação de aditivos
Embora esta peça seja definitivamente imprimível, ela representa um desafio significativamente mais difícil do que a carcaça da turbina por alguns motivos. Primeiro, os ajustes do rolamento devem ser precisos e concêntricos; no entanto, as tolerâncias podem ser ligeiramente mais frouxas devido à diminuição da dureza da superfície do Onyx. Isso é uma bênção disfarçada, pois atingir uma tolerância de +0 / -. 001 "é muito mais realista do que o exigido para o alumínio. Em segundo lugar, precisávamos ser capazes de imprimir as ranhuras do anel de retenção e os flanges salientes com precisão. Ambos exigiam material de suporte significativo que poderia ser removido de áreas de difícil acesso sem danificar a peça. Felizmente, nossos suportes destacáveis permitem que as ranhuras e flanges do anel de retenção sejam facilmente impressas. Terceiro, precisávamos colocar fibra significativa nas peças, especialmente ao redor dos rolamentos. Se a peça for deformada, qualquer precisão que obtivemos com os ajustes do rolamento será anulada. A peça é grande o suficiente para acomodar seis anéis de fibra ao redor de cada rolamento; este é um amplo suporte.
Imprimindo a caixa
Atingir tolerâncias estreitas é possível em todas as nossas máquinas. Para provar isso, decidimos imprimir duas versões da caixa do rolamento:uma no Mark Two Enterprise e outra no Mark X com verificação dimensional a laser.
Habitação Mark Two
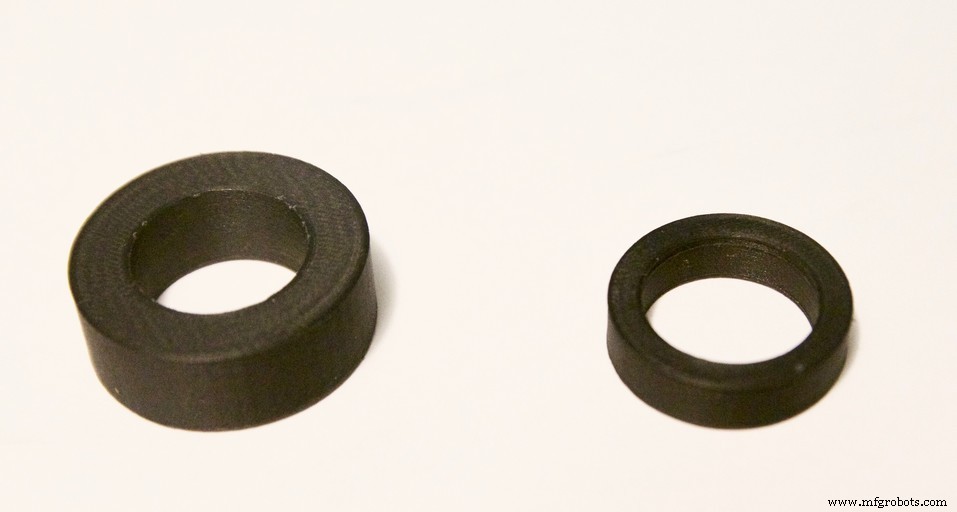
Para imprimir tolerâncias estreitas no Mark Two, temos que usar testes de unidade medidos de forma independente. Abordamos os testes de unidade explicitamente em uma postagem anterior do blog; eles são incrivelmente úteis para nos permitir imprimir tolerâncias estreitas sem um design de loop fechado. Para a caixa do rolamento, abstraímos cada um dos dois ajustes do rolamento aos anéis e imprimimos vários testes de unidade. Após cada impressão de teste de unidade, medimos o diâmetro interno com a maior precisão possível (medir círculos internos impressos em 3D com calibradores pode ser bastante difícil) e ajustamos as dimensões das nossas peças em CAD. Depois de repetir duas vezes com cada ajuste de rolamento, incorporamos cada nova dimensão à peça inteira e a imprimimos. Somente após medir e validar a parte inteira, tentamos inserir o hardware. Se tudo funcionar de acordo com o planejado, os rolamentos se encaixam perfeitamente e podemos instalar o alojamento do rolamento no alojamento da turbina.
Alojamento Mark X
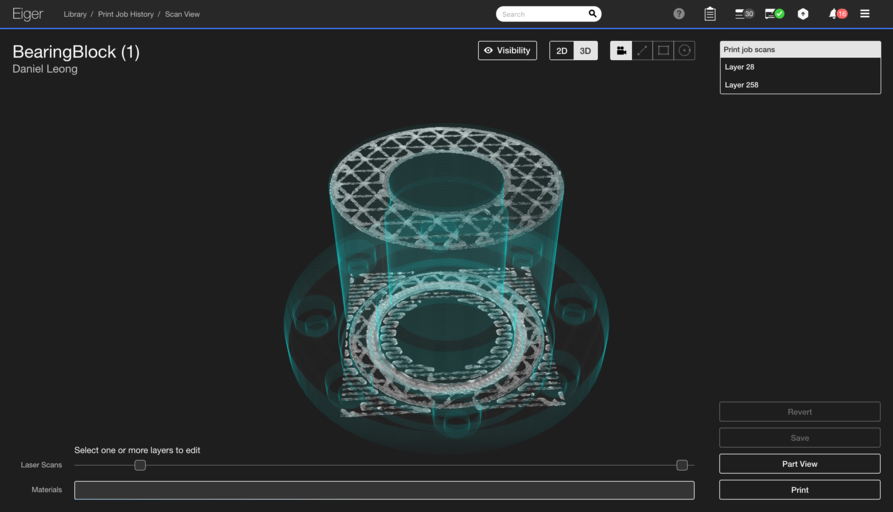
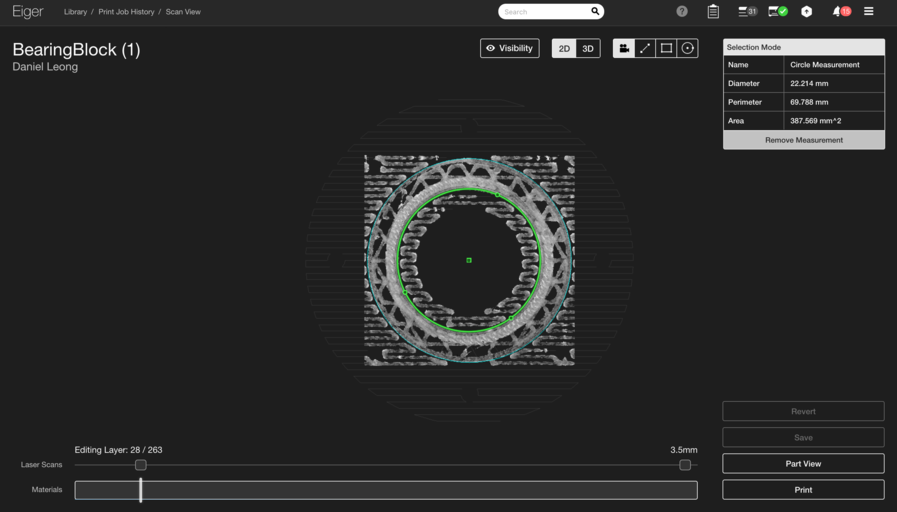
Como a garantia dimensional do Mark X ainda é validada por humanos, não podemos simplesmente imprimir uma peça perfeita. No entanto, o dimensionamento a laser agiliza muito nosso processo. Em vez de usar testes de unidade (que embora sejam ótimos, ainda correm o risco de não verificar a tolerância porque o teste de unidade com dimensões dentro da tolerância ainda precisa ser replicado), imprimimos toda a parte com uma varredura a laser em camadas que contêm cada um dos dois ajustes críticos de rolamento. Isso nos permite verificar se cada um dos rolamentos se encaixa durante a impressão sem a necessidade do uso de pinças. Embora tenhamos conseguido atingir ambas as tolerâncias na primeira tentativa (evitando a necessidade de uma reimpressão), perder qualquer uma das tolerâncias teria resultado em uma simples redimensionamento e reimpressão. Este fluxo de trabalho é prático e muito mais simples do que usar testes de unidade.
Conclusão
Embora complexo, o alojamento do rolamento provou ser uma ótima aplicação para impressão 3D de tolerância restrita. Validamos que poderíamos imprimir uma peça funcional com poucas alterações de design no Mark Two e no Mark X. Melhor ainda, as caixas funcionam de maneira intercambiável; ambos permitem que o rotor da turbina gire perfeitamente.

Quer ver mais aplicações de máquinas Markforged como esta? Siga-nos no Facebook, Twitter, Instagram e Linkedin para mais atualizações!
História do cliente - Trem de pouso para resistência ao impacto
Tingimento de peças impressas em 3D de nylon:a maneira rápida e fácil
impressao 3D
- As 10 principais dicas a serem consideradas ao projetar sua peça FDM
- Aplicativos de impressão 3D de metal (Parte 2)
- Projetando uma turbina Tesla impressa em 3D - Parte 1
- Inspeção em processo:Melhorando as peças impressas em 3D
- Parte da semana - Amortecedor impresso em 3D
- Parte impressa em 3D Markforged:Dispensador de carretel
- Drones extremos impressos em 3D
- Precisão dimensional de peças impressas em 3D
- Como obter peças impressas em 3D mais fortes
- Método de inspeção para peças impressas em 3D (Parte 3)