


Draft Angle for Injection Molding:Design Guide and Best Practices

Quando falamos sobre as melhores práticas para peças de moldagem por injeção plástica, existem algumas que são inevitáveis. No topo dessa lista geralmente está o ângulo de inclinação da moldagem por injeção. Cada projeto de moldagem por injeção é voltado para a fabricação. Portanto, você deve considerar todas as etapas do processo.
Embora suas peças possam se formar corretamente no molde, podem surgir problemas durante o processo de ejeção. Isso pode dar origem a defeitos indesejados nas peças moldadas. Um ângulo de inclinação ajudará a evitar muitos desses problemas indesejados. Neste artigo, discutiremos os benefícios dos ângulos de injeção e um guia de design para facilitar a injeção de suas peças.
Embora abordaremos mais sobre os benefícios posteriormente, vamos descrever brevemente um ângulo de rascunho.
O que é um ângulo de inclinação?
Um ângulo de inclinação refere-se à inclinação aplicada nas laterais da maioria dos recursos das peças moldadas por injeção. O posicionamento dos ângulos de injeção é tal que eles correm na direção da linha de tração e partição do molde. Eles ajudam a liberar as peças moldadas do molde facilmente.
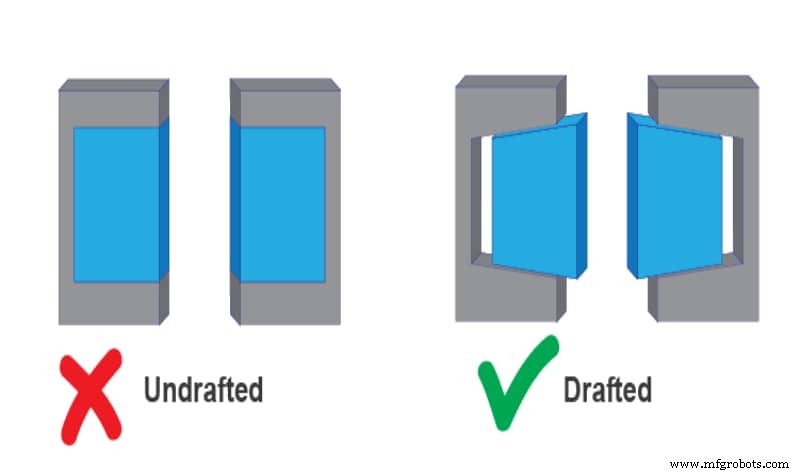
99% do seu projeto de moldagem por injeção exigirá moldagem por injeção de ângulo de tração para uma peça feita com sucesso. O ângulo afunila nas superfícies da peça moldada. Portanto, a peça pode deslizar facilmente pelas cavidades e núcleos do molde durante a desmoldagem.
Benefícios de um ângulo de calado
Muitas vezes, os ângulos de inclinação podem criar um conflito de interesses. Moldadores gostam e recomendam ângulos de calado. No entanto, os fabricantes de moldes acham difícil usinar os ângulos em todas as superfícies da cavidade e do núcleo. Alguns também acreditam que os ângulos de inclinação podem complicar o projeto da peça.
No entanto, é crucial notar que os ângulos de inclinação oferecem uma ampla gama de benefícios. Eles são vitais para garantir que as peças moldadas atendam ao padrão de qualidade exigido. Sem um rascunho, você aumenta as chances de ter problemas de moldagem por injeção. Isso pode aumentar desnecessariamente o custo de produção e o lead time.
Os problemas geralmente surgem de atrito e vácuo quando não há rascunho projetado na peça. Estes podem danificar sua peça. Em casos extremos, o molde também é afetado. Os plásticos encolhem antes de esfriar. Portanto, algumas partes de sua peça provavelmente se soltarão do molde. Outras porções irão agarrar o núcleo.
Um ângulo de inclinação permite que você use um simples empurrão nos pinos ejetores para retirar sua peça do molde. Desta forma, você evitará que as superfícies da peça sejam arrastadas ao longo do molde quando ejetadas. O atrito entre a superfície da sua peça e a superfície do molde pode causar arranhões e afetar a aparência da sua peça.
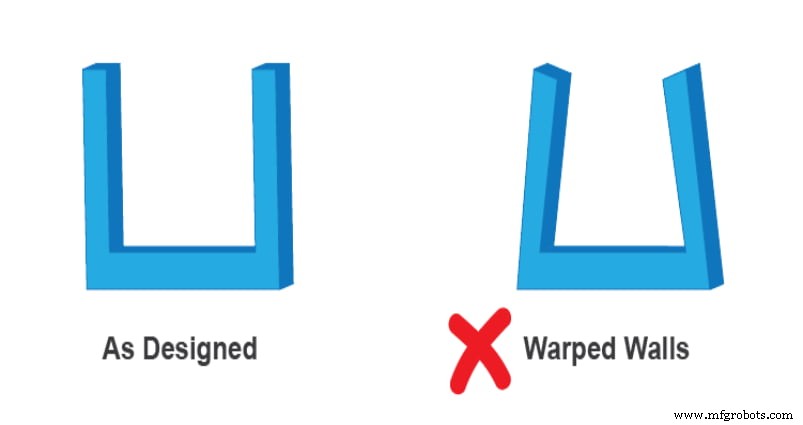
Além disso, os ângulos de injeção evitam a formação de vácuos durante a ejeção. A ausência da tiragem pode fazer com que os pinos de ejeção empurrem o componente até que ocorra o estresse do vácuo. Isso pode levar à dobra, quebra ou deformação da peça quando ela está sendo ejetada.
Adicionar ângulos de inclinação ao seu projeto ajudará a evitar esses problemas. Assim, você pode melhorar os acabamentos cosméticos de sua peça e reduzir o custo de produção. Um ângulo de inclinação também ajuda a evitar configurações de ejeção elaboradas e caras.
Para resumir, adicionar ângulos de injeção ao seu design:
- Assegura acabamentos lisos, uniformes e sem arranhões quando necessário
- Reduz as possibilidades de danos às peças devido ao atrito durante a ejeção
- Assegura a uniformidade e integridade de outras texturas e acabamentos de superfície
- Reduz o desgaste da peça moldada
- Reduz as chances de danificar o molde
- Minimiza a distorção da sua geometria
- Reduz o tempo geral de resfriamento, eliminando ou reduzindo a necessidade de configurações de ejeção elaboradas
- Ofereça redução direta e indireta do custo total de produção
Guia de projeto de ângulo de rascunho e práticas recomendadas
Primeiro, você deve observar que não há um único ângulo de inclinação adequado para todas as peças moldadas. Cada peça individual tem seus requisitos de rascunho exclusivos. Peças maiores podem exigir mais calados do que as menores. Além disso, peças de paredes finas moldadas em altas pressões podem exigir mais calado do que aquelas moldadas em pressões mais baixas.
Com isso em mente, aqui estão alguns guias gerais e práticas recomendadas para o projeto de rascunho:
1. A maioria das peças requer um ângulo de inclinação de 1½ a 2 graus
Esta é uma regra prática que se aplica a peças moldadas com profundidades de até 2 polegadas. Com este tamanho, um calado de cerca de 1½ graus é suficiente para facilitar a liberação das peças do molde. Isso ajuda a evitar danos às peças quando o material termoplástico encolhe.
2. O ângulo de calado deve ter um grau adicional médio para cada polegada de profundidade
Essa prática funciona melhor para peças maiores ou mais profundas. Esses tipos de peças exigem mais rascunhos para contabilizar a área de superfície adicionada. Os ângulos de injeção adicionais também são responsáveis pelo atrito que ocorre durante a liberação do molde.
3. O ângulo de inclinação deve estar presente em direção ao "topo" do molde
Isso significa que a tiragem deve seguir a direção do molde movendo-se para cima ou para longe à medida que a separação ocorre. Suponha que você esteja familiarizado com caixas ocas com paredes desenhadas. Nesse caso, você notará que a parte superior aberta é um pouco mais larga que a parte inferior. Isso é resultado de um rascunho aplicado corretamente.
4. As peças texturizadas geralmente exigiriam mais rascunho
Algumas peças podem ter texturas intrincadas projetadas em suas superfícies. Outros podem ter superfícies rebaixadas ou elevadas.
Para tais componentes, o ângulo de inclinação deve ser adicionado ao ideal de 1½ a 2 graus. A adição deve ser feita a uma taxa de mais 1½ graus por 0,001” (milésima polegada) de profundidade da superfície.
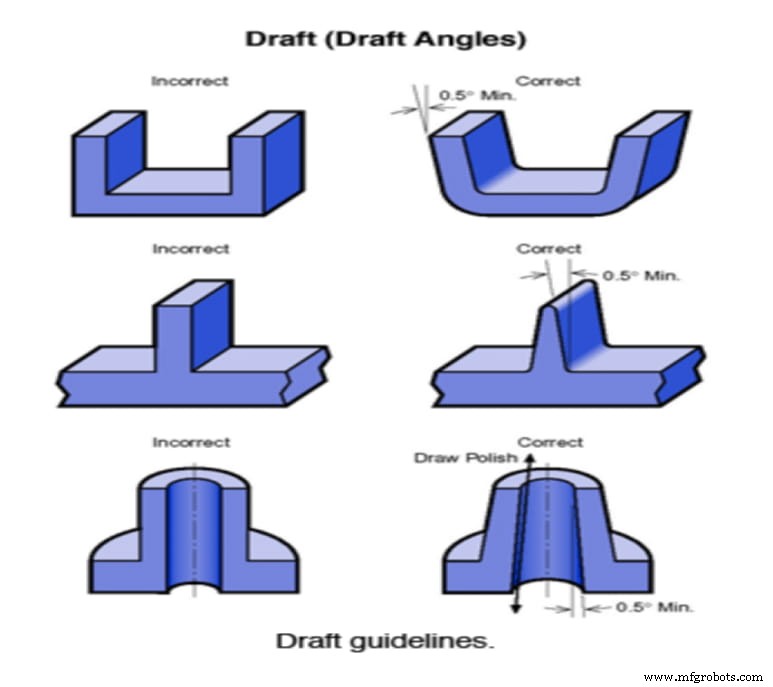
5. Cada componente de uma peça deve ter ângulos de inclinação
Materiais com geometrias complexas ou peças com recursos de alívio de tensão devem ter ângulos de inclinação. Esses recursos incluem reforços, persianas, costelas e outros. Todos eles são componentes cruciais de um bom design. Consequentemente, qualquer uma dessas características em contato com o molde deve incorporar ângulos de injeção.
6. Incorporar o ângulo de inclinação dos dois lados de uma peça oferece ainda mais benefícios
Alguns materiais (como uma peça cilíndrica sólida) geralmente têm sua linha de partição no meio. Neste caso, ambas as extremidades da peça devem ter ângulos de inclinação. Isso ocorre porque duas ações de desmoldagem estão envolvidas nesse tipo de operação.
7. Superfícies verticais devem ter – no mínimo – meio grau de calado
Esta diretriz é importante quando o projeto requer um ângulo uniforme da parte inferior para a parte superior da superfície vertical. Meio grau de calado oferece um compromisso eficaz para projetos que exigem paredes retas. Também ajuda a peça a atender aos requisitos de moldagem por injeção.
8. É sempre aconselhável ter um ângulo de calado
É importante reiterar esse fato, pois muitos designers tendem a resistir a incorporar um rascunho. Independentemente de quão pequeno, os engenheiros devem sempre defender algum grau do projeto. Um projeto de rascunho é sempre melhor, pois é improvável que você encontre um caso de projeto que exija um ângulo de zero grau. Lembre-se do ditado:“qualquer rascunho é melhor do que nenhum rascunho”.
Profundidade do recurso e ângulo de inclinação mínimo na moldagem por injeção
Vários fatores influenciam a seleção dos ângulos de inclinação. Esses fatores incluem espessura da parede, profundidade da parede, taxas de contração, seleção de material, acabamento/textura, ejeção e recursos de fabricação. A tabela abaixo mostra a profundidade do recurso das peças moldadas e o calado mínimo necessário.
| PROFUNDIDADE DE RECURSOS | ESPESSURA MÍNIMA/CALADO | |||
| 0,25 pol. | 0,040 pol./0,5° | |||
| 0,5 pol. | 0,040 pol./1° | 0,060 pol./0,5° | ||
| 0,75 pol. | 0,040 pol./2° | 0,060 pol./1° | 0,080 pol./0,5° | |
| 1 pol. | 0,060 pol./2° | 0,080 pol./1° | >0,100 pol./0,5° | |
| 1,5 pol. | 0,080 pol./2° | >0,100 pol./1° | ||
| 2 pol. | >0,100 pol./2° |
Conclusão
O objetivo deste guia não é discutir os ângulos de inclinação porque é um recurso de design atraente. Em vez disso, os ângulos de inclinação são componentes importantes de peças projetadas com sucesso. Eles garantem processos de produção eficazes e de alta qualidade. Desconsiderar o ângulo de inclinação pode causar um grande número de peças rejeitadas. Também pode causar danos aos moldes. É sempre melhor manter-se atualizado sobre as melhores práticas para moldagem por injeção. Uma delas é a incorporação do ângulo de saída na moldagem por injeção.
Na RapidDirect, somos especialistas em moldagem por injeção, prontos para compartilhar nossa experiência com você. Nossos engenheiros têm um profundo conhecimento das melhores práticas de moldagem por injeção e as incorporamos em nossos serviços. Nossos engenheiros podem avaliar adequadamente seus projetos e oferecer sugestões. Fornecemos DfM gratuito para garantir que você tenha os melhores resultados do design de sua peça.

Nossa ampla gama de serviços de fabricação inclui serviços robustos de moldagem por injeção. Caso você não tenha certeza se o seu ângulo de inclinação é suficiente para sua peça, estamos disponíveis para discussões de design. Além disso, oferecemos inspeção geral das peças para garantir que estejam prontas para o processo de moldagem. Todos estes serviços têm preços competitivos.
Perguntas frequentes – Ângulo de rascunho para moldagem por injeção
Qual deve ser a minuta para o material de polietileno?Uma moldagem por injeção de ângulo de tração de 1 grau por lado será benéfica. Superfícies altamente polidas fazem com que o LDPE grude nas cavidades e núcleos. Portanto, correntes de ar de cerca de 1½ graus ajudarão a liberar as peças facilmente.
Como calcular o ângulo de inclinação?
Os engenheiros calculam um ângulo de calado como uma medida de grau. Em casos raros, o ângulo é calculado como uma medida em milímetros ou polegadas. O cálculo ocorre a partir do eixo vertical do molde. Ajuda a explicar o encolhimento do material plástico.
Moldagem por injeção de alumínio na fabricação de produtos
Pinos ejetores de moldagem por injeção:tipos e considerações
Tecnologia industrial
- Fabricação de aditivos e moldagem por injeção - uma nova visão para os ciclos de vida da produção
- Práticas recomendadas para organizar e gerenciar seu depósito de manutenção
- PEEK de alta viscosidade para moldagem por injeção e extrusão
- Melhor de ... Melhores Práticas em Moldagem por Injeção
- Práticas recomendadas para soldagem de alumínio
- Práticas recomendadas para soldagem robótica
- Por que o design do ângulo de inclinação é essencial para moldagem por injeção?
- Práticas e dicas de design para economia de custos para peças e gabinetes de chapa metálica personalizados
- Ultiboard – O melhor guia para iniciantes
- A fabricação e ferramentaria de peças metálicas para sistemas de injeção de combustível