


Noções básicas de eletroerosão a fio:prós, contras e etapas da usinagem por descarga elétrica de fio CNC
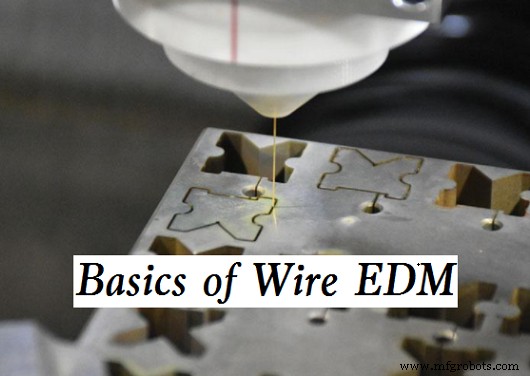
Wire EDM ou WEDM geralmente se refere à Usinagem de Descarga Elétrica de Fio. Seu princípio básico de funcionamento é usar o fio de metal fino em movimento contínuo (chamado fio de eletrodo) como o eletrodo para gravar o metal e cortar a peça de trabalho por descarga de faísca de pulso. Quais são as vantagens e desvantagens do wire EDM ? Quais etapas estão envolvidas no processo de Usinagem de Descarga Elétrica de Fio CNC?
Vantagens do Wire EDM
– Ampla faixa de aplicação:não importa a espessura e dureza do material, ele pode ser processado. Desde que seja um material condutor, pode ser processado desde uma chapa fina até metal duro, independentemente da espessura, tamanho e dureza do material.
– Pode processar formas complexas:além do corte linear, também pode ser cortada em arcos e processar formas complexas, como a combinação de linhas retas e arcos. A usinagem cônica também pode ser realizada movendo os fios metálicos superior e inferior, respectivamente.
– Alta precisão:a precisão do corte do fio é comparável à da esmerilhadeira (unidade de 0,005 mm).
– Sem rebarbas:como a remoção de rebarbas não é necessária, não é necessário equipamento periférico, como uma esteira transportadora de cavacos, e o processo pode ser encurtado.
– Não há necessidade de ferramentas especiais:como fios de latão (latão) relativamente baratos podem ser usados para substituir ferramentas consumíveis, como ferramentas de corte para rotação e corte, não há necessidade de substituir as ferramentas e o custo dos consumíveis pode ser reduzido.
– Reduzir os danos ao material:como o corte de arame é um processo sem contato, a carga no material não será muito grande e a deformação térmica também é muito pequena.
Desvantagens do Wire EDM
– Não é possível processar com o fundo:como o corte de arame é uma serra de arame, não pode ser processado com o fundo. Se você deseja realizar EDM na parte inferior, a máquina EDM de matriz de afundamento é a melhor escolha.
– Velocidade de processamento lenta:corta enquanto derrete gradualmente a peça de trabalho, por isso é mais lento que o corte e não é adequado para produção em massa. Sua velocidade é de alguns milímetros por minuto, e dificilmente pode ser visto em movimento a olho nu.
– Materiais não condutores não podem ser processados:Embora materiais condutores possam ser processados independentemente de sua dureza, materiais não condutores não podem ser processados.
– Não é possível processar horizontalmente:porque a linha esticada verticalmente é processada como uma serra, ela não pode ser processada horizontalmente.
Etapas e Processo de Usinagem de Descarga Elétrica de Fios
A descarga de corte de arame é usada para cortar com precisão materiais metálicos para usinagem de alta precisão. O corte de arame geralmente é usado para processar materiais de bloco, como moldes e engrenagens, acessórios de precisão e pós-tratamento de peças endurecidas que exigem alta precisão de usinagem, em vez de cortar materiais em folha.
As etapas gerais de processamento do WEDM são descritas resumidamente a seguir.
1. Primeiro, coloque a peça a ser processada na bancada. Claro, você pode cortá-lo a partir do final da peça de trabalho, mas geralmente, no início do corte de arame, o furo inicial (linha) geralmente é conectado à peça de trabalho para evitar deformação devido ao estresse interno da peça. Quando a bancada (ou fio de metal) se move na direção XY (no plano) de acordo com os dados NC pré-inseridos, o processamento é iniciado. Por operar continuamente por meio de controle NC, pode ser processado sem supervisão, mesmo que não haja operador. Após o corte, ele será cortado automaticamente na forma de usinagem especificada de acordo com os dados de usinagem NC. Ao cortar peças de trabalho, elas não se tocarão, mantendo uma distância constante de dezenas de mícrons (dezenas de mícrons).
2. Quando a distância entre a peça de trabalho e o fio-eletrodo no estado isolante no fluido de trabalho é próxima a dezenas de mícrons, o isolamento entre eles é destruído e ocorre a descarga de faísca, resultando no fluxo instantâneo de corrente de pulso. No estado de descarga de alta densidade chamado torre de arco, vários milhares de graus de alta temperatura são gerados localmente e o metal (peça) derrete.
3. Além disso, a temperatura do fluido de trabalho ao redor da coluna do arco aumenta imediatamente e vaporiza, causando uma rápida expansão do volume, causando uma explosão entre a peça e a superfície do eletrodo. Isso sopra detritos de metal.
4. Então, quando a corrente de pulso é cortada e flui para a água limpa circundante, o metal fundido esfria e se transforma em detritos finos, que são lavados, e o isolamento entre os eletrodos é restaurado novamente, aguardando o fornecimento do próxima tensão de pulso.
Desta forma, o metal (peça) é derretido e removido sob cada pulso de tensão e repetido centenas de milhares de vezes por segundo para cortar a peça por fio de corte EDM.
Tipos de corrosão do aço inoxidável – Resistência à corrosão da série de aço inoxidável
Perfuração e usinagem de furos profundos:características, dificuldades e dicas
Tecnologia industrial
- O que é Usinagem por Descarga Elétrica (EDM)?
- O que é o corte oxicorte? - Processo, prós e contras
- Tipos, vantagens e desvantagens da máquina de descarga elétrica (EDM)
- Usinagem de protótipos:prós e contras do CNC para prototipagem
- Além do CNC:O que é usinagem por descarga elétrica?
- Qual é a melhor escolha de fio para usinagem de descarga elétrica (EDM)
- Corte EDM a fio:Quais são os prós e contras?
- Corte de fio versus afundamento de matriz:o básico da usinagem de descarga elétrica (EDM)
- Processo de Usinagem por Descarga Elétrica ou Erosão por Faísca Explicado
- Diferenças e aplicações do Sinker EDM e Wire EDM