


Dicas para encadear e adicionar inserções na impressão 3D
Há uma coisa fundamental que você precisa saber sobre rosqueamento e montagem de pastilhas em peças impressas em 3D:o que você pode ou não fabricar depende das propriedades do material da peça e da pastilha. Uma segunda coisa a ter em mente:vale a pena projetar machos e pastilhas padrão sempre que possível.
 Inserções de latão heat-set são possíveis para componentes construídos com SLS e MJF.
Inserções de latão heat-set são possíveis para componentes construídos com SLS e MJF. Peças SLS e MJF com inserções Heat-Set
As peças de nylon que são impressas usando os processos de sinterização seletiva a laser (SLS) ou Multi Jet Fusion (MJF) podem aproveitar tamanhos padrão de inserções de latão termofixadas. Por que latão? O latão é um metal macio com baixas temperaturas de recozimento. Antes que os insertos de latão sejam encaixados nos orifícios, eles são rapidamente aquecidos com um ferro de solda. Isso deforma o nylon, permitindo que ele flua e preencha os vazios ao redor do inserto, proporcionando uma aderência robusta ao redor do inserto após o resfriamento. O uso de um inserto de latão aquecido em seu projeto também pode ajudar a garantir a durabilidade. Se você precisar de um inserto termofixo diferente do latão, os insertos feitos de alumínio ou aço inoxidável também são uma opção.
Resistência da pastilha termofixada em peças SLS e MJF
Fizemos alguns testes internos de resistência à tração em inserções termofixadas instaladas em nylons, e aqui está o que você pode esperar. Embora muitas variáveis entrem em jogo, pastilhas maiores e mais longas que carregam maior área de superfície são mais fortes do que as menores. Nossos testes sugerem cargas máximas variando de aproximadamente 100 libras para pastilhas muito pequenas até, em alguns casos, mais de 700 libras para nossas pastilhas maiores. Isso lhe dá uma noção das limitações, mas recomendamos testar a funcionalidade para sua aplicação específica, especialmente se sua peça sofrer cargas repentinas, repetidas e/ou não uniformes. Também é importante saber que pastilhas mais longas/altas de tamanho de rosca equivalente são mais fortes do que pastilhas mais curtas. A quantidade de resistência adicional varia de acordo com o tamanho do inserto, mas nossos testes indicam que os insertos altos adicionam aproximadamente 30% de resistência à tração quando comparados aos insertos mais curtos.
Peças SLA com inserções Press Fit
O estilo da inserção difere para as peças impressas usando o processo de estereolitografia (SLA). Neste caso, são usadas inserções de ajuste de pressão padrão. Eles não requerem aquecimento para definir. Em vez disso, essas inserções de ajuste de pressão são reforçadas com epóxi para resistência e segurança adicionais.
Tapping SLA, SLS, peças MJF
Fazer furos em plásticos impressos em 3D é menos comum do que montar inserções. No seu caso, no entanto, o rosqueamento pode ser preferível aos insertos se for essencial manter uma estética consistente ou se as propriedades metálicas não forem desejadas. Temos em estoque tamanhos padrão de torneiras, mas se precisar de algo, é só pedir. Aqui está uma lista de nossas inserções de ajuste térmico, inserções de ajuste de pressão e torneiras comumente armazenadas. Podemos trabalhar com você para garantir que a profundidade adequada seja escolhida.
Inserções em estoque e tamanhos de torneiras
| Inserções Heat-Set em estoque para peças de nylon | Inserções Press Fit em estoque para peças SLA | Tamanhos de machos disponíveis para peças SLA | Tamanhos de torneiras disponíveis para peças de plástico | ||
| PADRÃO | MÉTRICA | NPT | |||
| 0-80 | 0 - 80 | 0 - 80 | M1,2 x 0,25 | 16/01 - 27 | 2-56 |
| 2-56 | 2 - 56 | 1 - 64 | M1,4 x 0,25 | 1/8 - 27 | 4-40 |
| 4-40 | 4 - 40 | 1 - 72 | M1,6 x 0,35 | 1/4 - 18 | 6-32 |
| 6-32 | 6 - 32 | 2 - 56 | M2 x 0,4 | 1/2 | 8-32 |
| 8-32 | 8 - 32 | 3 - 48 | M3 x 0,5 | 3/8 - 18 | 10-24 |
| 10-24 | 10 - 24 | 3 - 56 | M4 x 0,7 | | 10-32 |
| 10-32 | 10 - 32 | 4 - 40 | M5 x 0,8 | | 1/4"-20 |
| 1/4"-20 | 8/3 - 16 | 4 - 48 | M6 x 1,0 | | 1/4"-28 |
| M1,6 x 0,35 | 1/4 - 20 | 5 - 40 | M8 x 1,0 | | 5/16"-18 |
| M2 x 0,4 | 16/05 - 18 | 6 - 32 | M8 x 1,25 | | 3/8"-16 |
| M2,5 x 0,45 | M1.6 - .35 | 6 - 40 | M12 x 1,75 | | 1/8"-27 |
| M3 x 0,5 | M2 - 0,4 | 8 - 32 | M14 x 1,0 | | 1/2"-13 |
| M4 x 0,7 | M2,5 - 0,45 | 8 - 36 | M18 x 1,0 | | M2 x 0,40 |
| M5 x 0,8 | M3 - 0,5 | 10 - 24 | M20 x 1,5 | | M2,5 x 0,45 |
| M6 x 1 | M3,5 - 0,6 | 10 - 28 | | | M3 x 0,50 |
| M8 x 1,25 | M4 - 0,7 | 10 - 32 | | | M3,5 x 0,60 |
| M5 - 0,8 | 12 - 24 | | | M4 x 0,70 | |
| M6 - 1,0 | 1/4 - 20 | | | M5 x 0,80 | |
| M8 -1,25 | 1/4 - 28 | | | M6 x 1,00 | |
| 8/3 - 16 | | | M8 x 1,00 | ||
| | | 3/8 - 18 | | | M8 x 1,25 |
| | | 3/8 - 24 | | | M10 x 1,00 |
| | | 16/05 - 18 | | | |
| | | 16/05 - 24 | | | |
| | | 16/07 - 20 | | | |
| | | 16/07 - 14 | | | |
| | | 1/2 - 12 | | | |
| | | 1/2 - 20 | | | |
| | | 3/4 - 16 | | | |
| | | 08/05 - 18 | | | |
| | | 16/09 - 18 | | | |
| | | 15/16 - 16 | | | |
Projeto para rosqueamento e inserções em peças plásticas impressas em 3D
Ao determinar o tipo e o tamanho do macho ou dos insertos necessários, certifique-se de nos fornecer os desenhos técnicos que indiquem claramente o tamanho da rosca, o passo e os requisitos de profundidade. Ao projetar insertos termofixos, certifique-se de seguir as orientações da tabela abaixo para obter o melhor ajuste. Embora não possamos garantir o tamanho do ajuste ou a profundidade das inserções, garantimos que elas estejam niveladas com a superfície da peça. Em alguns casos, construímos gabaritos personalizados para determinados requisitos do cliente.
Requisitos de projeto para inserções Heat-Set e Press Fit:
- Espessura mínima da parede :0,030 pol. (0,762 mm)
- Distância mínima para elementos adjacentes :0,250 pol. (6,35 mm)
- Altura máxima de recursos adjacentes : 4,0 pol. (101,6 mm)
Perseguição vs. Rosqueamento em peças de metal impressas em 3D
Se você está atrás de roscas funcionais para um protótipo de metal, você deve modelar e imprimir a estrutura das roscas. Após a construção, essa estrutura helicoidal pode ser perseguida com um toque manual para garantir a funcionalidade. Isso é funcional o suficiente para muitas aplicações de não precisão e é muito mais barato e rápido porque elimina a necessidade de uma configuração de usinagem completa. Alguns clientes optam por perseguir os próprios tópicos, mas podemos fazer isso por um custo relativamente baixo. A desvantagem de threads de auto-perseguição é que o alinhamento e a qualidade dos threads não serão tão precisos. Se você tiver uma orientação estranha nas linhas impressas, isso pode levar a uma perda muito pequena de precisão ou alinhamento da posição final. Por esse motivo, se sua peça tiver um requisito de projeto de produção, é recomendável que as roscas finais sejam usinadas após a construção para garantir a precisão. Roscas usinadas podem suportar tolerâncias muito mais apertadas. É importante observar que, ao selecionar materiais, perseguir roscas em Inconel 718 e cromo cobalto é difícil, pois esses metais são mais duros do que o próprio macho. Isso torna as roscas pequenas especialmente difíceis nesses dois materiais.
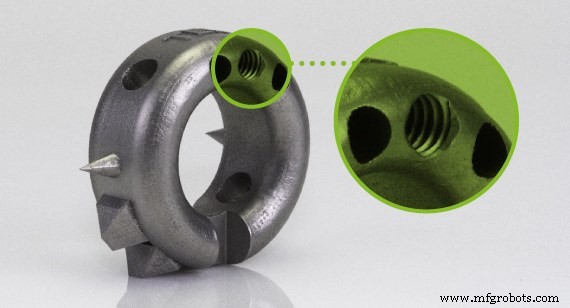
 Aqui está uma parte real destacando as diferenças de precisão que você pode esperar com uma rosca impressa, chanfrada e rosqueada.
Aqui está uma parte real destacando as diferenças de precisão que você pode esperar com uma rosca impressa, chanfrada e rosqueada. Vantagens de chanfrar ou rosquear para peças de metal
| Perseguindo tópicos | Tocando tópicos |
| Tempo de espera mais rápido | ✔ | |
| Preço Econômico | ✔ | |
| Protótipo Funcional | ✔ | |
| Peça de precisão | | ✔ |
 O rosqueamento é possível em peças de metal impressas em 3D, mas pode ser um desafio perseguir roscas em peças construídas em Inconel e materiais de cromo cobalto.
O rosqueamento é possível em peças de metal impressas em 3D, mas pode ser um desafio perseguir roscas em peças construídas em Inconel e materiais de cromo cobalto. Projeto para rosqueamento e inserções em peças de metal impressas em 3D
Ao receber a cotação de suas peças, é importante fornecer todas as informações de rosca necessárias nos desenhos técnicos. Podemos revisar quaisquer desenhos técnicos para cotação que indiquem claramente o tamanho da rosca, passo, classe de ajuste e requisito de posição.
Inserções de pedidos especiais e muito mais
Então, essa é uma visão geral de como normalmente acomodamos os clientes de impressão 3D. Dito isso, se você tiver uma solicitação de design pronta para uso, não hesite em nos perguntar. Você sempre pode nos enviar as inserções que gostaria que usássemos, ou podemos encomendá-las para você. Podemos até fornecer pastilhas maiores para peças maiores. Precisa de pinos-guia montados? Nós temos você coberto. Basta perguntar. Nós sempre revisamos sua peça com seus requisitos de design em mente. E não se esqueça de que nossos engenheiros de aplicação estão aqui para ajudar a orientá-lo no prazo de entrega, análise de custos e metas de projeto quando se trata de rosqueamento e inserções em peças impressas em 3D.
Rachel Hunt é gerente de linha de serviço para impressão 3D na Protolabs .
Como melhorar o acabamento da superfície em peças usinadas
Qual é a diferença entre o jateamento de areia SP6 e SP10?
Tecnologia industrial
- Destaque do aplicativo:Impressão 3D para peças de turbina
- Dicas e truques para soldagem Inconel
- Quatro dicas para adicionar serviços LTL à sua corretora
- Victrex e parceiro Bond para impressão 3D de peças PAEK
- Práticas e dicas de design para economia de custos para peças e gabinetes de chapa metálica personalizados
- Dicas para moldes de impressão 3D
- Dicas para usinagem CNC de titânio:aeroespacial e muito mais
- A incrível evolução da impressão 3D no setor aeroespacial e de defesa
- 4 dicas e desafios para um melhor gerenciamento de ativos de IIoT
- Dicas de design para impressão 3D de sinterização direta de metal a laser