


Otimizando a qualidade do corte a laser para reduzir custos de acabamento secundário
Otimizando a qualidade do corte a laser para reduzir custos de acabamento secundários
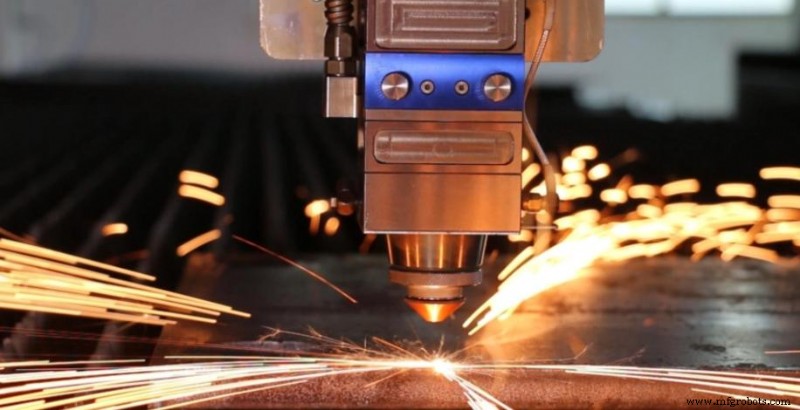
O corte a laser continua sendo o método preferido da indústria para trabalhos de chapa metálica de alta precisão. Sua verdadeira eficiência, entretanto, depende de fornecer qualidade de borda consistente. Bordas defeituosas forçam rebarbação, retificação e retrabalho dispendiosos, o que prejudica a economia de tempo e material que o processo promete.
Na maioria dos trabalhos de chapa metálica, os defeitos nas bordas decorrem das configurações do processo e não da máquina em si. Este guia destaca os problemas mais frequentes de corte a laser, suas causas raízes e soluções práticas que reduzem o esforço pós-processamento.
O custo oculto da má qualidade das bordas cortadas a laser
- Rebarbação com uso intensivo de mão de obra: A remoção manual de rebarbas de laser é lenta e trabalhosa. Quando se torna uma etapa do fluxo de trabalho, você paga duas vezes:uma vez pelo corte e outra pelo pós-processamento. A sobrecarga se acumula rapidamente durante uma execução de produção.
- Desperdício e rejeições de materiais: A geometria de arestas irregulares pode comprometer a precisão dimensional e causar problemas de ajuste durante a montagem, levando à rejeição de peças e atrasos na produção.
- Estética e ajuste comprometidos: Bordas oxidadas ou irregulares dificultam a soldagem e o revestimento em pó. Superfícies limpas e consistentes são essenciais para juntas soldadas fortes e um acabamento impecável.
Defeitos comuns de corte a laser e suas causas
A maioria dos defeitos pode ser atribuída a alguns fatores de processo desequilibrados. Identificar a causa raiz é a maneira mais rápida de resolvê-los.
Lutando contra escórias e rebarbas
Escória e rebarbas se formam quando o material fundido não é totalmente removido da zona de corte e solidifica novamente ao longo da borda.
- Desequilíbrio térmico: Com material mais espesso, o calor se acumula na parte inferior do corte, evitando que o metal fundido escape suavemente. Primeiro verifique e ajuste a localização focal e as configurações de energia.
- Incompatibilidade de pressão do gás: O gás auxiliar ejeta material fundido. Pressão insuficiente deixa o derretimento, resultando em rebarbas que devem ser removidas.

Estrias e acabamentos superficiais ásperos
As estrias verticais na aresta de corte geralmente indicam que um ou mais parâmetros de corte precisam de ajustes.
- Qualidade do feixe e estabilidade do foco: Uma lente contaminada ou um ponto ligeiramente desfocado pode espalhar o feixe de forma desigual, produzindo estrias irregulares. A inspeção regular da lente e a configuração adequada do foco fazem uma diferença mensurável.
- Erros na taxa de feed: Cortar muito rápido cria linhas de arrasto; cortar muito devagar derrete demais o material, alargando o corte e tornando a superfície áspera. A velocidade ideal varia de acordo com o tipo e espessura do material.
Esta tabela resume os defeitos mais frequentes, suas principais causas e correções recomendadas:
| Defeito | Causa raiz primária | Corrigir |
|---|---|---|
| Rebarbas duras (escória) | Pressão do gás auxiliar muito baixa/Foco muito alto | Aumentar a pressão do gás; ponto focal inferior |
| Estrias ásperas | Velocidade de corte muito rápida | Reduzir a taxa de avanço; verifique a condição do bico |
| Grande zona afetada pelo calor | Entrada excessiva de calor | Otimize a potência e a velocidade de corte |
| Oxidação excessiva | Reação de oxigênio muito agressiva | Reduza a pressão do oxigênio ou mude para nitrogênio |
4 dicas para otimização do corte a laser
Interromper os defeitos na origem é muito mais eficiente do que corrigi-los posteriormente. Concentre-se nessas quatro áreas para obter os melhores resultados.
- Otimizar a posição focal
Para materiais mais espessos, defina o foco logo abaixo da superfície superior, em vez de diretamente sobre ela. Este pequeno ajuste permite que o material fundido flua mais facilmente, reduzindo a escória e melhorando a retilineidade da borda. - Seleção de gás Master Assist
A escolha do gás tem um impacto maior na qualidade da borda do que a maioria dos operadores imagina. O nitrogênio produz bordas limpas e livres de óxido em aço inoxidável e alumínio – ideal para aparência ou adesão de revestimento. O oxigênio, embora exotérmico e eficiente para aço-carbono espesso, deixa um acabamento levemente oxidado. - Encontre a velocidade de corte ideal
A taxa de avanço mais rápida nem sempre é a melhor. Realize testes de velocidade em cortes de amostras para determinar a taxa que produz a borda mais limpa, e não apenas o tempo de ciclo mais rápido. - Mantenha os bicos limpos e centralizados
Bicos desgastados ou descentralizados perturbam o fluxo do gás auxiliar, causando turbulência, bordas irregulares e larguras de corte irregulares. A inspeção regular e a substituição dos bicos oferecem altos retornos com esforço mínimo.

Projetando peças para corte a laser perfeito
As configurações do processo são importantes, mas o design das peças também. Alguns pequenos ajustes no CAD podem evitar uma quantidade surpreendente de trabalho de acabamento posterior.
- Evite cantos internos afiados: Adicione pequenos filetes aos cantos internos para evitar que o laser permaneça e derreta demais o material.
- Respeite a proporção entre furo e espessura: Como regra geral, o diâmetro do furo deve ser pelo menos igual à espessura do material. Material mais espesso com furos menores tende a estourar e produzir geometria de borda ruim.
- Mantenha espaçamento adequado (correias): Recursos de corte muito próximos podem acumular calor e deformar a chapa circundante. Deixe material suficiente entre os cortes para preservar o nivelamento e a precisão dimensional.
Construindo um fluxo de trabalho de corte a laser econômico
A redução do acabamento secundário costuma ser a maneira mais rápida de reduzir o custo real das peças cortadas a laser. Ao ajustar os parâmetros de corte, selecionar o gás auxiliar correto e projetar as peças cuidadosamente, os fabricantes podem obter arestas mais limpas, maior produtividade e custos de produção mais previsíveis.
O serviço de corte a laser da JTR começa com um processo que entrega peças prontas para a próxima etapa – sem necessidade de bancada de rebarbação. Se você está enfrentando dificuldades com a qualidade das bordas ou deseja simplificar seu fluxo de trabalho em chapas metálicas, entre em contato conosco para discutir seu projeto.
Guias relacionados
Alcançando tolerância de 0,05 mm na usinagem CNC Ti‑6Al‑4V aeroespacial:uma abordagem de precisão de circuito fechado
Fundição de precisão:consolidando peças para reduzir custos de fabricação
Tecnologia industrial
- Compreendendo as dimensões mínimas da dobra
- Flip-flops acionados por borda negativa:conhecimento eletrônico básico
- Android O revelado:17 principais recursos e atualizações
- Dicas para depurar amostras T1 de moldagem por injeção
- Esquemas elétricos:entendendo sua relevância na construção de circuitos
- Opções de materiais para moldagem por injeção
- O que fazer para melhorar a qualidade da produção?
- Cinco regras para a próxima crise da cadeia de suprimentos
- 6 tipos de sistemas de armazenamento de armazém
- História das inovações de PCB e seu impacto