


Guia abrangente para tipos de portas de moldagem por injeção e práticas recomendadas de projeto
Escolher o portão certo é fundamental para obter peças plásticas de alta qualidade. Cada projeto de comporta oferece vantagens distintas em termos de fluxo, acabamento e eficiência de produção. Abaixo está uma visão geral detalhada dos tipos de portões mais comuns, juntamente com orientações práticas sobre posicionamento, dimensionamento e aplicação.
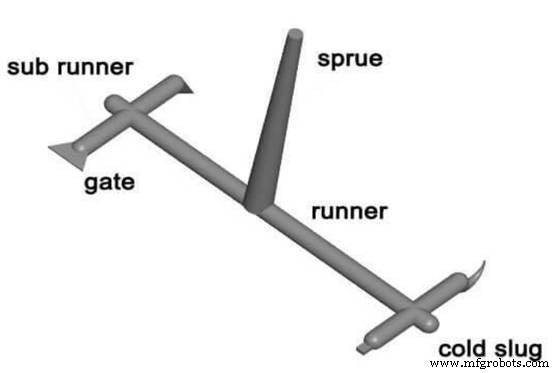
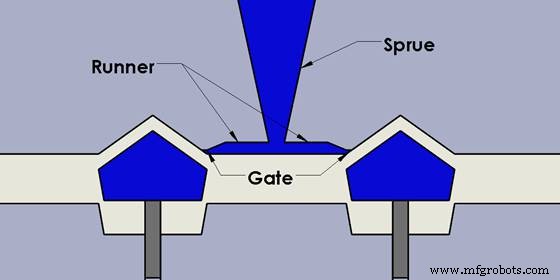
1. Portões Diretos ou Sprue
As comportas diretas (sprue) são as mais simples e mais utilizadas. O plástico fundido viaja diretamente do canal de entrada para a cavidade, permitindo o enchimento rápido de grandes volumes com pressão mínima e tempos de alimentação curtos. Eles são ideais para peças não estéticas e com cavidades profundas, como caixas de eletrodomésticos, recipientes e impressoras.
Embora sejam econômicas, essas portas deixam uma marca visível que deve ser aparada manualmente, o que pode aumentar o tempo de pós-processamento e causar manchas na superfície.
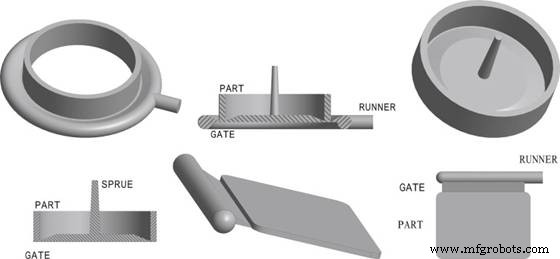
2. Portões de borda
As portas de borda ficam ao longo do perímetro da peça, criando uma marca clara e facilmente removível. A sua secção transversal maior promove um fluxo suave, tornando-os adequados para componentes planos ou de espessura média onde a estética é menos crítica.
Eles não necessitam de resina especial e sua geometria simples mantém baixos os custos com ferramentas.
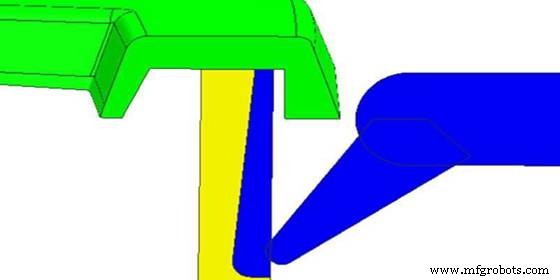
3. Portões Submarinos (Túnel)
Colocadas abaixo da linha de separação, as comportas submarinas alimentam a cavidade por baixo, permitindo o corte automático durante a ejeção. O canal estreito limita o volume de fusão, tornando-os ideais para peças pequenas e de precisão.
Usá-los em peças grandes pode prolongar os tempos de ciclo e produzir defeitos superficiais relacionados ao cisalhamento.
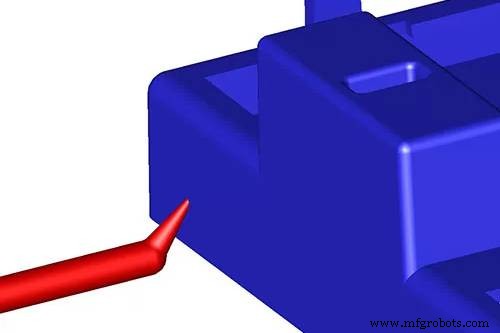
4. Portões de Caju
Com o formato de uma noz, os portões do caju alcançam áreas estreitas ou irregulares que os túneis convencionais não conseguem acessar. Sua geometria curva requer um projeto cuidadoso para evitar distorções durante a remoção da peça.
Por não se limitarem a uma resina específica, os portões de caju são versáteis para geometrias complexas.
5. Portas de diafragma
As comportas de diafragma estreitam-se abaixo da comporta, minimizando as linhas de solda nas peças angulares. Eles fornecem fluxo uniforme para componentes maiores e funcionam bem com a maioria dos tipos de resina.
Ao controlar a temperatura, a velocidade e a pressão, as comportas de diafragma proporcionam superfícies lisas e defeitos reduzidos.
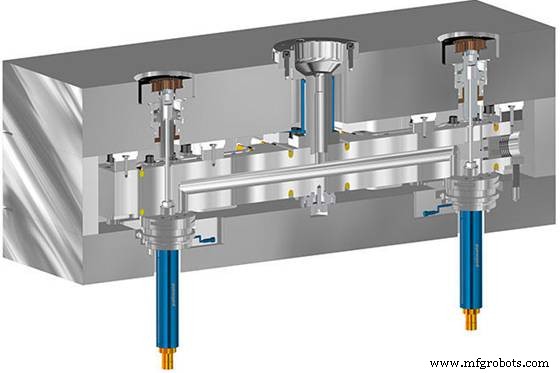
6. Válvulas de câmara quente
Em sistemas de câmara quente, os bicos valvulados mantêm o fundido a uma temperatura e pressão constantes. Um pino retrátil regula o fluxo:puxar o pino libera o derretimento, empurrá-lo para trás empurra qualquer excesso de volta para o molde, evitando o acúmulo de portão.
Este controle preciso aumenta a eficiência e permite o gerenciamento independente de múltiplos portões.
7. Portas Térmicas de Câmara Quente
As comportas térmicas funcionam sem válvula, posicionadas logo acima da linha de partição. Quando o fluxo para, o fundido residual forma uma “lesma fria” que derrete na cavidade quando a próxima injeção começa, eliminando o corte da comporta.
Eles são compatíveis com uma ampla variedade de resinas e são especialmente vantajosos para produção em alto volume e em alta velocidade.
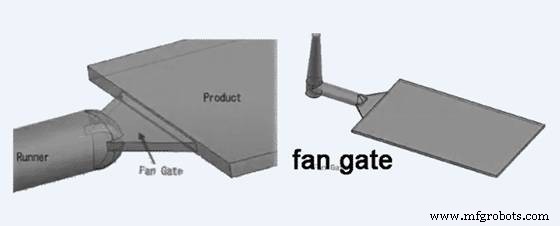
8. Portões de fãs
As comportas em leque apresentam uma abertura ampla e ampliada que garante espessura uniforme em peças grandes ou planas. Seu design atenua tensões direcionais e marcas de fluxo, tornando-os ideais para policarbonato e outros plásticos de alta clareza.
9. Fixar portões
As portas dos pinos são pequenas, geralmente localizadas perto dos pinos ejetores no lado B do molde. Embora reduzam o tamanho do portão, eles podem aumentar o desperdício devido ao grande canal necessário, tornando-os ideais para moldes específicos de múltiplas placas.
Ao selecionar um portão, considere os seguintes fatores críticos:
Posicionamento do portão
Posicione a comporta na seção transversal mais profunda para promover um fluxo uniforme e minimizar vazios. Evite colocar portas perto de áreas de alta tensão que possam comprometer a integridade das peças.
Tamanho do portão
Escolha uma dimensão de comporta que equilibre o aquecimento por cisalhamento e a pressão do fluxo. Muito pequeno aumenta o cisalhamento, enquanto muito grande pode causar picos de pressão excessivos.
Formato e acabamento da peça
Combine o design da porta com a geometria da peça e a qualidade de superfície desejada. Por exemplo, os portões de caju são excelentes com peças pequenas e complexas que exigem um acabamento liso.
Perguntas comuns
Onde o portão deve ser colocado? Instale-o na seção mais profunda, em um dos lados do molde, para garantir um fluxo ideal e reduzir o estresse.
Quais são as etapas básicas da moldagem por injeção? Fixação → Injeção → Resfriamento → Ejeção.
Quais defeitos são típicos? Marcas de afundamento, linhas de fluxo, empenamento, delaminação, disparos curtos e jateamento podem ocorrer se o projeto da comporta ou os parâmetros do processo estiverem abaixo do ideal.
Principais componentes de um molde de injeção e suas considerações de projeto
Moldagem a vácuo:o que é e como funciona
Tecnologia industrial
- Modelagem CAD avançada para fabricação
- Robôs permitem que peixes e abelhas localizados distantes interajam uns com os outros
- O papel da análise de dados para proprietários de ativos no setor de petróleo e gás
- Placas Mylar – Dominando o design de estêncil de solda para montagem precisa em superfície
- Gerenciamento de operações:definição, princípios e estratégias
- Os eletrodos não funcionais devem ser removidos ou mantidos em vias de PCB de alta velocidade?
- IMTS 2018:Rebolos avançados na indústria aeroespacial
- O que acontece se uma bateria for conectada à fonte de alimentação CA?
- Cinco áreas onde os oficiais de compras agregam valor
- Gestão de instalações na construção:conceitos-chave, melhores práticas e tendências futuras