


Tabua de passar
Antecedentes
Uma tábua de engomar é geralmente uma peça grande e plana de tábua ou metal que é coberta com um forro resistente ao calor, no qual roupas ou lençóis podem ser passados com segurança. As tábuas de engomar modernas assumem um número surpreendente de formas. A tábua de engomar americana padrão e barata tem duas partes principais e inclui uma base plana para engomar e pernas dobráveis que são articuladas ou encaixam na parte superior e dobram-se para facilitar o armazenamento. A parte superior da placa americana padrão é geralmente uma panela plana que pode ter alguns orifícios para acomodar a tinta escorrida durante a fabricação ou para disseminar o calor do ferro a vapor que passa sobre ela. As pernas são geralmente leves e tubulares com pés acolchoados para que não danifiquem o chão. Tábuas de engomar domésticas mais caras podem ser mesas de malha com tampos de metal expansíveis para acomodar mercadorias maiores a serem passadas. Qualquer que seja a configuração, todas as tábuas de engomar de metal devem ter uma almofada e uma capa para que a base metálica da tábua de engomar não aqueça demasiado com o ferro. A maioria das tábuas de engomar é vendida com uma almofada de espuma e uma capa decorativa.
Muitas das tábuas de engomar vendidas nas lojas americanas são feitas no estrangeiro, onde a mão-de-obra é muito mais barata do que nos Estados Unidos. Em 2001, havia apenas dois fabricantes de tábuas de engomar nos Estados Unidos. Algumas tábuas de engomar caras de designer estão disponíveis neste país e vêm de empresas europeias de design doméstico; essas tábuas podem ser cinco vezes mais caras do que as tábuas de engomar dobráveis comuns feitas nos Estados Unidos.
História
Roupas e lençóis eram passados em tampos de mesa ou grandes pedaços de tábua cobertos com estofamento, fronhas ou cobertores de passar roupa até quase 1900. Na verdade, é mais lógico se referir à superfície de passar moderno como uma mesa de passar, mas o dispositivo é conhecido como tábua de engomar porque os primeiros dispositivos eram compostos de tábuas de madeira. Alguns conselheiros de limpeza do século XIX instavam as mulheres a usar grandes tábuas que podiam ser colocadas entre uma mesa e um encosto de cadeira para que elas pudessem acolchoar e passar a ferro. Uma conselheira chamada Catherine Beecher descreveu em 1841 o que parece ser a tábua de passar roupa conhecida hoje. Ela recomendou que essa forma de madeira fosse cortada larga de um lado e mais estreita do outro e se referiu a esse tipo de tábua de passar como tábua-guia. Claro, esta foi a época antes de ferros elétricos e ferros de engomar serem usados com essas tábuas de engomar. Esses ferros fundidos pesados eram aquecidos na lareira ou em fogões a lenha ou carvão, e o ferro quente e pesado pressionava as rugas teimosas.
Os fabricantes rapidamente compreenderam a ideia de oferecer calços-guia já prontos no final do século XIX. Por volta de 1898, a calha-guia veio equipada com pernas que podiam ser retiradas e permitiam que a prancha fosse instalada em qualquer lugar. Essas primeiras tábuas de passar roupa tinham uma perna em cada canto que podia ser desdobrada, mas eram difíceis de manipular. Em 1914, um inventor chamado Springer criou uma mesa com três pontos de apoio que era mais fácil de configurar. Essas primeiras mesas manufaturadas eram de madeira que, supostamente, resistiam ao empenamento, embora ainda empenassem. Os primeiros fabricantes faziam placas de metal, mas muitas vezes enferrujavam apesar da pintura. Alguns se dobraram com o calor do ferro. A J. R. Clark Company de Minneapolis começou a fazer topos de malha de metal que permitiam que o vapor escapasse e
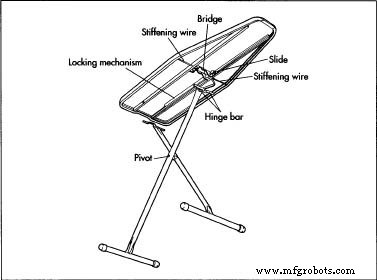 Uma tábua de passar. evitar empenamento e ferrugem. Em 1940, alguns fabricantes já produziam tábuas de engomar dobráveis totalmente em metal. Logo depois disso, todos eram feitos inteiramente de metal. O design da tábua de engomar dobrável comum mudou pouco nas décadas seguintes.
Uma tábua de passar. evitar empenamento e ferrugem. Em 1940, alguns fabricantes já produziam tábuas de engomar dobráveis totalmente em metal. Logo depois disso, todos eram feitos inteiramente de metal. O design da tábua de engomar dobrável comum mudou pouco nas décadas seguintes. Matérias-primas
A tábua de engomar convencional e barata de fabricação americana é feita de poucas matérias-primas. A placa usa muitas larguras diferentes de aço laminado a frio, que são longos rolos de aço laminado que começam o processo de conformação como um metal a frio. As larguras variam de acordo com a peça em produção e incluem larguras tão pequenas quanto 0,75 pol. (1,9 cm) a mais de 28 pol. (71 cm) de largura. Normalmente, os rolos podem ter várias centenas de pés de comprimento e pesar entre 500-9.000 lb (227-20.000 kg), dependendo da largura. Esses rolos são então achatados e enrolados ou prensados em diferentes partes.
Outras matérias-primas utilizadas na construção de tábuas de engomar incluem rebites de metal, pontas de plástico ou borracha nos pés das porções da tábua de engomar, tinta à base de óleo (em pó ou na forma líquida) e agentes desengordurantes pulverizados sobre as peças de metal antes de pinturas que removem eflúvios oleosos depositados nas partes metálicas que podem prejudicar a aderência da tinta. Algumas empresas costuram uma almofada de algodão e uma capa de algodão para a tábua de passar. Uma empresa pode comprar esse produto de outro fabricante e colocá-lo na tábua de engomar antes de embalá-lo.
O processo de fabricação
- A fábrica é fornecida com várias larguras de tira de aço para a fabricação das várias partes da tábua de passar. Essas larguras variam entre 4-28 pol (10,2-71 cm) de largura, dependendo do uso pretendido. Esses rolos bem enrolados devem ser endireitados. Eles são alimentados em uma bobina ou desenrolador que os achata.
- Embora os rolos sejam muito longos, às vezes com centenas de metros de comprimento, eles são finitos. As pontas devem ser costuradas ou unidas para que o processo de corte das peças não pare e comece quando um rolo termina e outro começa. Assim, as extremidades dos rolos são unidas por topo (o que significa que as extremidades não são sobrepostas, mas sim colocadas uma contra a outra) e são soldadas por topo. Um soldador controlado por operador encontra essa emenda e a solda. O aço não enrolado agora espera ser formado nas pernas e na parte superior da placa.
- As pernas tubulares da tábua de passar são formadas em seguida. O aço frio é alimentado na extremidade receptora de um laminador de tubos que é usado para transformar o aço plano em tubos. O moinho de tubos reúne as pontas do aço e as forma em um tubo. O tubo passa por um eletrodo que dispara eletricidade pela peça, derretendo as pontas do metal que o unem em um tubo. Este eletrodo é, essencialmente, um soldador de alta frequência que une as pontas.
- O tubo formado é puxado pela máquina para a próxima estação. Aqui, uma ferramenta afiada de metal duro é raspada sobre a aresta áspera da solda para que não haja rebarbas de metal na junção.
- Em seguida, a tubulação deve ser resfriada do processo de soldagem que derreteu essas pontas. O tubo longo (ainda não cortado em pernas separadas) é puxado para a próxima estação e é inundado com líquido refrigerante que o resfria um pouco. O metal ainda está quente neste ponto, no entanto.
- O tubo quente é alimentado em um moinho de dimensionamento que empurra o tubo quente para garantir que tenha o tamanho certo. O metal quente é configurado com as dimensões do moinho de dimensionamento.
- Depois de sair da usina de dimensionamento, o tubo atinge a estação de corte, na qual o comprimento do tubo é cortado com o comprimento necessário para as pernas. Os pés nas pernas são então presos às pernas por meio de rebites. As pernas agora estão completas e aguardam o processo de pintura.
- O topo é o agora formado. O tipo mais comum de tábuas de engomar feitas nos Estados Unidos tem um tampo de frigideira. Este topo é formado por aço de aproximadamente 16 pol. (40,1 cm) de largura que é prensado e estampado na configuração. Após desenrolar, a tira de metal é colocada em uma prensa que é iniciada por um operador. A prensa puxa o metal e enrola as bordas nas laterais, faz um orifício na bandeja plana para que a tinta possa mais tarde escorrer da superfície plana e bate a peça do punção para que outra peça seja desenhada na prensa .
- O topo da panela deve ser preso a um conjunto de nervuras e travessas que serão fixadas embaixo para manter esta panela plana rígida. Assim, as nervuras e os membros transversais são laminados e estampados. O conjunto da fechadura (a fechadura que fixa a tábua de engomar dobrável no lugar) é composta por uma mola e uma pega. Esta montagem de travamento é anexada às nervuras e membros transversais neste ponto.
- A parte superior da bandeja e o conjunto de nervura gh (com mecanismo de travamento conectado) se encontram na linha de montagem neste ponto. Os dois componentes são colocados juntos à mão. A panela e o conjunto são então alimentados em um soldador superior, que é uma máquina enorme que solda as nervuras, os membros transversais e o mecanismo de travamento na parte superior plana da panela. A parte superior da tábua de passar sai do soldador e é inspecionada para garantir que os pontos de pressão estão soldados com segurança. A parte superior da tábua de passar agora está pronta e aguarda pintura.
- Antes que as pernas e a parte superior sejam conectadas, ambos os componentes devem ser pintados. Primeiro, os componentes são pendurados em uma linha de pintura. As peças são pulverizadas com um desengraxante. Em seguida, as peças são enviadas para uma sala de secagem até que o desengraxante evapore. Em seguida, as peças são enviadas para um pulverizador de tinta que dispara tinta em pó ou líquida. As peças são então enviadas para a área de cozimento onde a tinta é cozida na superfície.
- Agora, a parte superior do tabuleiro deve ser fixada nas pernas. As pernas são alimentadas em uma esteira rolante e se encontram com o topo. Um operador desliza as pernas nas ranhuras na parte inferior da parte superior da bandeja e o operador fixa as abas no lugar para prender as pernas no lugar. Um operador então coloca pontas de borracha ou plástico nos pés da tábua de passar. Se a placa deve receber uma almofada e um tampo, eles também são colocados no tampo da frigideira neste ponto. A placa agora está completa e pronta para embalagem.
Controle de qualidade
O controle de qualidade é evidente em todos os aspectos da produção da tábua de passar. Primeiro, as matérias-primas recebidas passam por uma inspeção completa no recebimento. As entregas de aço laminado a frio são avaliadas para garantir que atendem às especificações do fabricante. O metal passa por testes de espessura e dureza. A superfície do metal é inspecionada fisicamente quanto a sinais de ferrugem; se houver ferrugem, o lote será considerado inaceitável.
Espera-se que todo o aço laminado a frio seja entregue com uma fina camada de óleo que inibe a ferrugem. Finalmente, o metal é avaliado para garantir que o aço esteja livre de curvatura, que é um termo para torção de metal, pois essa torção enfraquece o metal.
Inspetores móveis em cada turno avaliam todos os aspectos da operação. Os operadores em cada turno têm autonomia para corrigir quaisquer problemas que ocorram e entendem que são responsáveis pela qualidade e pela solução de problemas. As máquinas integrantes dos processos são mantidas escrupulosamente para garantir que não haja interrupções no processo ou que as tolerâncias na fabricação sejam inaceitáveis. Conforme observado no processo de fabricação acima, as principais operações realizadas por máquinas, como a soldagem das nervuras e o mecanismo de travamento na parte superior da tábua de passar roupa, são verificadas duas vezes por um operador à mão. O operador pressiona as soldas principais para garantir que elas sejam fortes. Finalmente, depois que os produtos são concluídos, os inspetores de qualidade no final da linha inspecionam os produtos concluídos para se certificar de que o produto geral é aceitável.
Subprodutos / resíduos
O excesso de metal resultante do corte de peças do aço laminado a frio é recolhido em uma tremonha de sucata e, quando a tremonha está cheia, o metal é vendido de volta para siderúrgicas que fornecem o metal para que possa ser reaproveitado. O desengordurante que é borrifado nas peças metálicas antes da pintura escorre e forma uma lama que deve ser tratada. Quando o lodo se torna considerável, uma empresa especializada em lidar com esses compostos o bombeia, queima e queima o lodo. Outros compostos orgânicos voláteis (referidos como VOCs) presentes nas tintas à base de óleo usadas nos componentes de aço são usados de acordo com as especificações estabelecidas pelo governo federal; a empresa deve solicitar licenças para seu uso.
Onde aprender mais
Livros
Beecher, Catherine. Um Tratado sobre Economia Doméstica de 1841. Nova York:Schocken Books, 1977.
Litshey, Earl. A história de utilidades domésticas. Chicago:The National Housewares Manufacturers Association, 1973.
Ierley, Merritt. Os confortos de casa. Nova York:Clarkson Potter, 1999.
Outro
Entrevista oral com Joseph Deppen, vice-presidente de manufatura da Home Products International. Chicago, Illinois e Seymour, Indiana. Outubro de 2001.
Nancy EV Bryk
Processo de manufatura
- Placa de circuito impresso
- Prancha de surf
- As placas do microcontrolador superior
- Sensor de qualidade do ar de hélio
- Placa RaspiRobot V2
- O que são materiais compostos?
- Desgaseificação em uma placa de circuito impresso
- Tipos de Vias
- Tudo sobre acabamentos de PCB, explicado
- Definições importantes de protótipos de PCB:Parte 1