


Como organizar a posição do processo de tratamento térmico na usinagem de precisão
Para melhorar a viabilidade e competitividade das empresas de usinagem de precisão, entre muitos fatores, a chave é contar com tecnologia avançada. Com o desenvolvimento da indústria moderna, mais e mais empresas começaram a prestar atenção ao artesanato. Os documentos artesanais são a base das empresas de usinagem de precisão e sua exatidão é muito importante. Tão pequeno quanto um símbolo e um dado no arquivo de processo, é muito importante, como os requisitos de tamanho no arquivo de tecnologia de fabricação mecânica, os requisitos de tolerância geométrica, os símbolos e códigos do programa de usinagem CNC, etc. processamento de peças mecânicas de precisão, o uso de documentos de processo de correção afeta diretamente a qualidade do processamento e a segurança da produção do produto. Às vezes, por negligência do artesão, mesmo pequenos erros, pode levar também ao sucateamento de peças mecânicas de precisão, causando certos prejuízos econômicos ao empreendimento.

No processo de usinagem de precisão, para melhorar efetivamente o desempenho do produto, é necessário garantir que a maioria das peças restantes tenha sido removida ao organizar o local do processo de tratamento térmico. Ele não só garante que as peças possam ser temperadas e endurecidas, mas também que haja uma margem para atender o processamento posterior, para que a qualidade do produto possa ser melhor assegurada. O tratamento térmico no processo de usinagem de precisão pode ser dividido em tratamento térmico preliminar e tratamento térmico de acordo com a finalidade da aplicação. O objetivo do tratamento térmico preliminar é melhorar as propriedades mecânicas, eliminar o estresse interno e preparar o tratamento térmico. Inclui recozimento, normalização, têmpera e revenimento e tratamento de envelhecimento.
1 . Tratamento térmico preliminar
O objetivo do tratamento térmico preliminar é eliminar a tensão interna gerada durante o processo de fabricação do blank, melhorar o desempenho de corte de materiais metálicos e preparar o tratamento térmico final. O tratamento térmico preliminar inclui têmpera e revenimento, recozimento, normalização, etc., que geralmente são organizados antes e depois da usinagem de desbaste. A disposição antes do desbaste pode melhorar o desempenho de corte do material. O arranjo após a usinagem de desbaste é benéfico para eliminar a tensão interna residual.
Localização do processo para recozimento e normalização
Geralmente é organizado após a produção do blank e antes do processo de corte.
Para peças de precisão, a fim de eliminar a tensão residual no processo de corte, o recozimento de alívio de tensão também deve ser organizado entre o processo de corte.
Posição do processo de têmpera e revenimento
Este tipo de tratamento térmico pode ser utilizado como tratamento final, podendo também preparar a organização para a posterior têmpera da superfície ou a têmpera global de peças facilmente deformáveis. Geralmente é arranjado após a usinagem de desbaste e antes do acabamento ou semi-acabamento.
2. Tratamento térmico final
O tratamento térmico final geralmente deve ser realizado após a usinagem de desbaste, semi-acabamento e antes e depois do acabamento. O tratamento térmico com grande deformação, como cementação e têmpera, têmpera e revenimento, etc., deve ser providenciado antes do acabamento, de forma a corrigir o tratamento térmico durante o acabamento. Deformado. Tratamento térmico com menos deformação, como nitretação, pode ser feito após o acabamento. Após este tipo de tratamento térmico, a dureza das peças é maior e deve ser o mais recuada possível. Geralmente, eles são dispostos após o semi-acabamento e antes da retificação.
A disposição geral da posição do processo de têmpera e têmpera de superfície é basicamente a mesma.
A deformação, oxidação e descarbonetação das peças temperadas devem ser removidas durante a retificação, portanto, uma tolerância de retificação deve ser reservada (por exemplo, para peças temperadas com diâmetro de 200mm ou menos e comprimento de 1000mm, a tolerância de retificação é geralmente 0,35 ~0,75 mm).
Para peças endurecidas à superfície, a fim de melhorar as propriedades mecânicas do núcleo e obter a estrutura de superfície temperada da estrutura de martensita de grão fino, muitas vezes é necessário realizar primeiro a normalização ou o tratamento de têmpera e revenimento. Como a deformação das peças endurecidas na superfície é pequena, a tolerância de retificação também deve ser menor do que a das peças endurecidas em geral.
Para Exemplo:
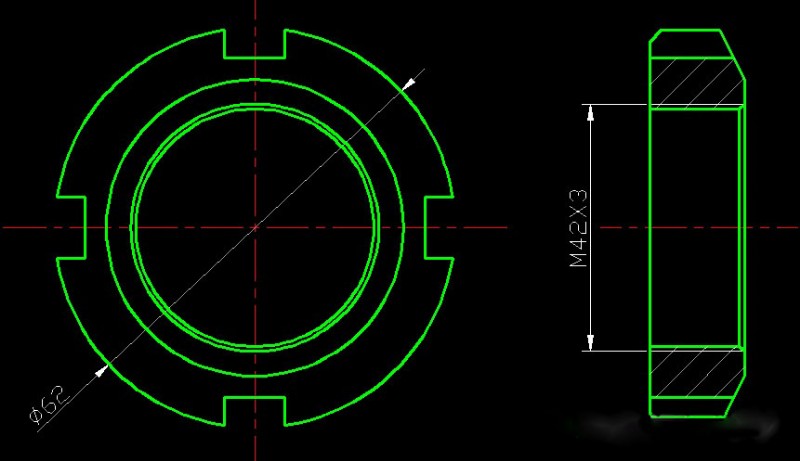
A imagem acima é uma contraporca feita de aço 45, e a dureza do entalhe deve ser HRC35~40. Se o entalhe e a rosca interna forem todos processados e então temperados e revenidos como um todo, embora a dureza do entalhe possa atender aos requisitos, a rosca interna é deformada e a precisão não pode ser garantida; se for cortado após o tratamento térmico, a dureza será maior e a usinabilidade será ruim. .
Se o método de tratamento térmico e a sequência de processamento forem alterados para:têmpera e têmpera-processamento entalhe-entalhe de alta frequência têmpera-processamento rosca interna, os requisitos técnicos podem ser atendidos e a deformação das peças pode ser reduzida.
3. Tratamento de envelhecimento
O objetivo do tratamento de envelhecimento é eliminar o estresse interno e reduzir a deformação da peça. O tratamento de envelhecimento é dividido em três categorias:envelhecimento natural, envelhecimento artificial e tratamento a frio. O tratamento de envelhecimento geralmente é feito após a usinagem de desbaste e antes do acabamento. Para peças com requisitos de maior precisão, um tratamento de envelhecimento pode ser providenciado após o semi-acabamento. O tratamento a frio é geralmente realizado após o tratamento de têmpera ou após o acabamento ou no final do processo.
4. Tratamento de superfície
Para superfície anticorrosiva ou decoração de superfície, às vezes a superfície precisa ser revestida ou azulada. Esse tratamento de superfície geralmente é feito no final do processo.
O conteúdo acima é relevante para a usinagem de precisão e organização do local do processo de tratamento térmico, espero que possa ser útil para você.
Processo de manufatura
- Como funciona o processo CMC
- Princípios Metalúrgicos no Tratamento Térmico de Aços
- As diferentes tecnologias de usinagem de precisão
- Certificação NADCAP e como ela se aplica à indústria de usinagem de precisão
- Tratamento térmico de peças usinadas de precisão
- Entendendo como o processo de cisalhamento é realizado
- Entendendo o tratamento térmico da solução, recozimento, nitretação
- Processo de tratamento térmico do aço
- 3 Etapas do Processo de Tratamento Térmico
- Usinagem CNC de Precisão - Os Passos