


Melhoria das propriedades cristalinas e elétricas de folhas de grafite filtradas e esfoliadas por uma corrente interna e tratamento de aquecimento
Resumo
Relatamos uma abordagem para fabricar folhas de grafite de alta condutividade com base em um tratamento de calor e corrente de flocos de grafite esfoliados filtrados. Este tratamento combina aquecimento (~ 900 ° C) e fluxo de corrente elétrica no plano (550 A · cm −2 ) para melhorar a condutividade elétrica por meio da redução de defeitos cristalinos. Este processo mostrou requerer apenas um tempo de tratamento de 1 minuto, o que resultou em um aumento de 2,1 vezes na condutividade elétrica (de 1088 ± 72 a 2275 ± 50 S · cm −1 ) A caracterização estrutural por espectroscopia Raman e difração de raios-X indicou que a melhoria da condutividade elétrica se originou de uma melhoria de 30 vezes na cristalinidade (aumento da razão Raman G / D de 2,8 para 85,3) sem outras transformações estruturais observáveis. Significativamente, constatou-se que este tratamento atua uniformemente sobre uma superfície macroscópica (10 mm) da folha indicando que está no desenvolvimento de aplicações, como eletrodos para geração e armazenamento de energia e blindagem eletromagnética, bem como no potencial para o desenvolvimento de grandes tecnologias de tratamento em grande escala.
Introdução
Os materiais de carbono avançados possuem vantagens sobre muitos metais para uso em chapas devido à sua flexibilidade, peso e resistência ambiental. Essas folhas (também chamadas de filmes) usando nanotubos de carbono ou grafite têm se mostrado úteis em uma infinidade de aplicações para eletrônica flexível, sensores e blindagem eletromagnética [1,2,3,4,5,6,7,8,9, 10,11]. A alta condutividade elétrica é outra área que tem sido investigada possibilitando maior desempenho em aplicações, como radiofrequência, componentes passivos de microondas e membranas [10,11,12]. Vários grupos relataram anteriormente a fabricação de folhas ou filmes à base de grafite possuindo excelentes condutividades elétricas na faixa de 100–10.000 S · cm −1 utilizando métodos que vão desde a esfoliação de grafite ou a pirólise de polímeros [12,13,14,15,16,17,18,19,20]. Por exemplo, Ohnishi et al. demonstraram a fabricação de filmes de grafite diretamente através da pirólise de polímeros aromáticos a 3000 ° C, que exibiu uma condutividade elétrica de 10.000 S · cm −1 [21]. Além disso, Song et al. demonstraram a fabricação de filmes de grafite para antenas de radiofrequência (RF) flexíveis combinando um tratamento de alta temperatura de precursores de polímero e laminação compressiva, que exibiu uma condutividade elétrica de 11.000 S · cm −1 [12]. Em total contraste, Behabtu et al. relataram a fabricação de folhas de grafite através da filtração a vácuo de algumas camadas de grafite em pó de grafite esfoliado, que mostrou uma condutividade elétrica de 1100 S · cm −1 [22]. Além disso, Lotya et al. relataram melhora da condutividade elétrica de filme fino de grafite esfoliado (espessura de 30 nm) de 0,35 a 15 S · cm −1 por recozimento da folha esfoliada a 250 ° C em Argônio (Ar) / N 2 por 2 h [23]. Wang et al. demonstraram que a condutividade elétrica da membrana de óxido de grafeno reduzido (RGO) de grande área, condutora e flexível melhorou de 57,3 para 5510 S · cm −1 [24]. Estes exemplos demonstram que, embora o processamento baseado em solução represente uma rota mais fácil de fabricação do que a pirólise de alta temperatura de polímeros aromáticos, o mesmo nível de condutividade elétrica não pode ser alcançado. Curiosamente, como demonstrado por vários, particularmente Song et al. [12] e Lotya et al. [23], um processo de etapa única é insuficiente para gerar folhas altamente condutoras de eletricidade. Isso é análogo à fabricação de fibras de carbono, que usa várias etapas, incluindo aquecimento, deformação e carbonização para minimizar a quantidade de defeitos cristalinos para aumentar a resistência à tração de ~ 2 a ~ 10 GPa [25].
Motivados por essas abordagens, relatamos uma abordagem para fabricar filmes de grafite altamente condutores de eletricidade por esfoliação simples e um tratamento com calor e corrente. Usando folhas de grafite feitas por filtração a vácuo, o tratamento envolve aquecimento simultâneo em um ambiente de gás neutro combinado com um fluxo de corrente elétrica no plano. Exigindo apenas um tempo de tratamento de 1 minuto, uma melhoria de duas vezes na condutividade elétrica para 2275 ± 50 S · cm −1 poderia ser alcançado. A análise estrutural das folhas de grafeno tratadas mostrou uma melhoria de 30 vezes na cristalinidade (conforme determinado por espectroscopia Raman) que se correlacionou bem com o aumento de condutividade observado.
Métodos / Experimental
Esfoliação de grafite e preparação de folha
As folhas de grafite foram preparadas por filtração de uma dispersão de pó de grafite esfoliado. Pó de grafite altamente purificado comercialmente disponível (ACB-100) foi adquirido da Nippon Graphite Industries, Co., Ltd., que consistia em partículas de tamanho de ~ 80 μm com espessura de 500-1000 nm. Dois miligramas deste pó de grafite foram misturados com 50 mg de ácido dodecil benzeno sulfônico (Tokyo Chemical Industry Co., Ltd.) como um dispersante em 10 ml de hidro-fluoroéter (C 4 F 9 OC 2 H 5 , Novec 7200 em 3,0 M, tensão superficial; 13,6 mN · m −1 ) A esfoliação foi realizada por moagem de bolas (Verder Scientific Co., Ltd.) usando rolamentos de esferas de aço inoxidável por 30 min a 10 Hz. Após a esfoliação em moinho de bolas, o tamanho e a espessura dos flocos de grafite foram reduzidos para ~ 500 nm e ~ 45 nm, respectivamente, por microscopia de força atômica (AFM) (Fig. 1a suplementar). Portanto, em média, os flocos dispersos continham ~ 130 grafeno. A dispersão foi filtrada a vácuo para formar folhas independentes. Após a filtração, as folhas de grafite esfoliadas possuíam espessuras entre 27 a 48 μm (média 35 μm), caracterizadas por um medidor de espessura (Dektak XT, Bruker). A imagem SEM, espectros Raman e espectros XPS desta folha de grafite esfoliada são mostrados na Fig. 1b-d suplementar. Essas folhas foram enxaguadas em água destilada para remover produtos químicos residuais e depois secas a 100 ° C ao ar por 24 horas [26]. Finalmente, as folhas foram submetidas à pressão uniaxial (~ 0,5 MPa) para aumentar a densidade de empacotamento e a condutividade elétrica (Fig. 1b).
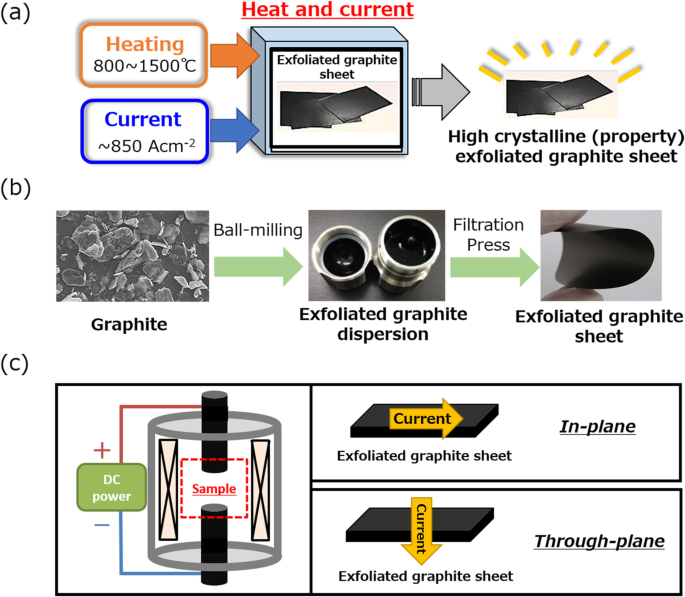
a Figura conceitual ilustrando o calor e a corrente pós-tratamento para placas de grafite filtradas esfoliadas. b Processo de preparação da folha de grafite esfoliada a partir de flocos de grafite conforme adquiridos para uma dispersão de grafite esfoliada e para folha. c Componentes primários (câmara, aquecedor e eletrodos) do aparelho de tratamento (esquerda) e as duas configurações para a passagem de corrente no plano ou através do plano (direita)
Equipamento e processo para calor e técnica atual
Em geral, o equipamento de processamento para aquecimento e fluxo de corrente simultâneos é composto de três partes:(1) uma câmara adequada para baixo vácuo às pressões atmosféricas para controlar o ambiente, (2) um sistema de aquecimento por indução de alta frequência (até 2000 ° C), e (3) eletrodos circulares opostos (diâmetro de 10 mm) compostos de grafite isotrópica para aplicar alta corrente (máximo de 266 A a 120 V, ou ~ 850 A · cm −2 DC). O sistema é descrito em detalhes em relatório anterior [27, 28]. Nesta série de experimentos, um ambiente Ar foi usado.
Importante para este exame atual foi o projeto das superfícies de contato do eletrodo coplanares opostas para acomodar o fluxo de corrente no plano e através do plano (Fig. 1c). Para a configuração de corrente através do plano, a folha foi ensanduichada entre as duas superfícies opostas do eletrodo, conforme ilustrado na Fig. 1c. Para a configuração de corrente no plano, conforme ilustrado na Fig. 2 suplementar, eletrodos de formato personalizado foram preparados com um recesso retangular para permitir a inserção de uma placa de zircônia eletricamente isolante. Desta forma, a folha é ensanduichada entre os dois contatos personalizados, mas o fluxo de corrente passa no plano da amostra. Para confirmar a estabilidade e reprodutibilidade do tratamento, cada experimento foi realizado cinco vezes, e os valores médios e desvios padrão são relatados. Gostaríamos de notar que este tratamento não é um processo de CVD in situ, uma vez que os precursores de origem não são introduzidos para iniciar o crescimento. Esse processo apenas fornece energia, por meio de uma combinação de calor e corrente elétrica, para induzir a cicatrização de defeitos nas folhas de grafeno.
O tempo de tratamento padrão foi escolhido como sendo 1 minuto porque nossos resultados dos efeitos dependentes do tempo do tratamento revelaram que apenas melhora nominal foi observada por um tempo de 30 segundos, e por mais de 1,5 minuto, dano à estrutura do grafeno foi observado. O dano foi evidenciado por uma diminuição na razão G / D, conforme mostrado na Fig. 3a suplementar. Usando o tempo de tratamento de 1 min, a temperatura de tratamento padrão foi determinada investigando a dependência da temperatura na condutividade elétrica na faixa de 800 a 1000 ° C (Fig. 3b suplementar).
Caracterizações
A resistência superficial dos filmes de grafite esfoliados foi realizada usando um testador de medição elétrica de quatro sondas (Loresta GP MCP-T610, Mitsubishi Chemical Analytech Co., Ltd.).
A caracterização estrutural foi examinada com difração de raios-X (XRD) Cu Kα (λ =0,15418 nm, MiniFlex II, Rigaku Corporation). A distância intercamada foi estimada usando a formulação de difração de Bragg (1);
$$ \ lambda =2 \ kern0.5em d \ cdot \ sin \ kern0.5em \ uptheta $$ (1)
onde d é a distância intercamada (a distância intercamada teórica do grafite é 0,335 nm).
As razões de intensidade de grafite Raman para desordem (razão G / D) dos filmes de grafite esfoliados antes e depois do tratamento de calor e corrente foram examinadas usando um espectrômetro Raman (XploRA, HORIBA, Ltd.) em um comprimento de onda de excitação de 532 nm (área de amostragem 100 μm). Após a correção da linha de base dos espectros Raman obtidos, cada intensidade de pico de 1300 a 1400 cm −1 (Banda D) e 1580 a 1620 cm −1 (G-band) foi medido. Além disso, a localização e a intensidade do pico 2D foram observadas em relação à banda G. Para fornecer uma amostra geral e precisa da folha, as medições Raman foram realizadas em 10 posições distribuídas por todos os filmes de grafite, e cada intensidade de banda da razão Raman G / D foi calculada e calculada a média. As condições de medição detalhadas foram as seguintes:Espectroscópio:detector do tipo Czerny Turner com 200 mm de distância focal, resolução (largura de fenda de 100 μm):2–15 cm −1 e saída de laser de 20–25 mW.
Resultados e discussão
Começamos nosso processo de duas etapas caracterizando a condutividade elétrica das folhas de grafite filtradas a vácuo. Conforme descrito na seção "Métodos / Experimental", a condutividade elétrica das folhas de ~ 35 μm de espessura (média) foi realizada usando um dispositivo de medição de resistividade elétrica de quatro sondas. A condutividade elétrica média encontrada foi de 1088 ± 72 S · cm −1 que se compara bem com outras folhas filtradas de grafite e grafeno.
Essas folhas foram então submetidas ao tratamento de calor e corrente para aumentar a condutividade elétrica. Nossos resultados demonstram a necessidade e a vantagem do aquecimento simultâneo e do fluxo de corrente no plano no aprimoramento das propriedades da folha de grafite. Aplicamos um tratamento combinado de fluxo de corrente e aquecimento, conforme relatado anteriormente para nanotubos de carbono de parede única (SWCNTs) [27, 28]. Usando uma temperatura de aquecimento de 900 ° C, investigamos a dependência da condutividade elétrica da folha tratada em função da densidade de corrente aplicada no plano. Para cada ponto, a temperatura foi elevada para 900 ° C e a corrente no plano (0 a 850 A · cm −2 ) foi passado por 1 min. A condutividade elétrica de cada folha foi medida e plotada (Fig. 2b). O gráfico da condutividade elétrica da folha versus densidade de corrente aplicada exibiu um aumento acentuado do valor conforme preparado (1088 ± 72 S · cm −1 ) até 2250 ± 50 S · cm −1 a 550 A · cm −2 , que foi seguido por uma diminuição em densidades de corrente elevadas (850 A · cm −2 ) (Fig. 2b). Com base na diminuição das razões Raman G / D (85,3 ± 5,7 a 550 A · cm −2 para 10,7 ± 1,0 em 850 A · cm −2 ), suspeitamos que a diminuição observada na condutividade elétrica em densidades de corrente além de ~ 550 A · cm −2 é o resultado de uma degradação estrutural por meio de mecanismos, como a eletromigração. Com base nesses resultados, a condição de tratamento ideal para um ambiente de gás Ar foi determinada como sendo 550 A · cm −2 a 900 ° C. Esses resultados demonstram a eficácia e a vantagem do uso simultâneo de calor e fluxo de corrente.
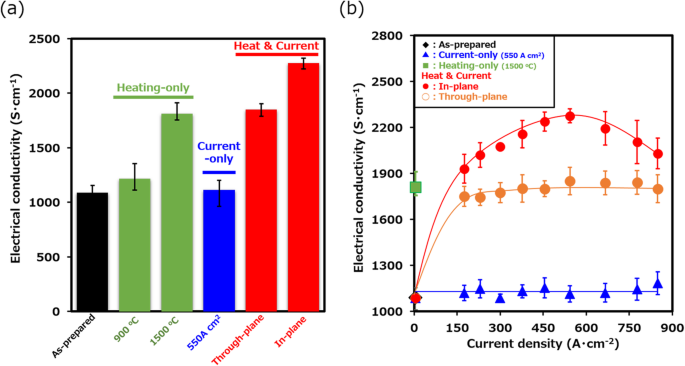
a Condutividade elétrica das folhas de grafite para o caso tratado e seguindo diferentes condições de tratamento. b Dependência da condutividade elétrica, dependência da densidade de corrente aplicada para diferentes condições de tratamento (apenas corrente, calor e corrente no plano, e calor e corrente através do plano). Apenas aquecimento e como preparado são incluídos como referência.
Para verificar a importância do aquecimento combinado e tratamento de fluxo de corrente elétrica no plano, conduzimos vários experimentos de controle usando um (1) tratamento apenas de aquecimento, (2) um tratamento apenas de corrente e (3) um aquecimento combinado e através -fluxo de corrente do plano. Em suma, nenhuma outra condição de processo demonstrou o nível equivalente de melhoria de condutividade elétrica conforme descrito acima. Primeiro, o tratamento apenas com aquecimento foi realizado a 900 e 1500 ° C em um ambiente de Ar por 5 h. Semelhante aos resultados observados para CNTs, apenas aquecimento mostrou melhora observável em temperaturas iguais ou superiores a 1500 ° C [29]. Conforme resumido na Fig. 2a (verde), o tratamento a 900 ° C resultou em uma melhoria nominal na condutividade elétrica (1215 ± 70 S · cm −1 ), e o tratamento a 1500 ° C resultou em um aumento mais significativo para ~ 1812 ± 79 S · cm −1 . Além disso, em ambos os casos, observamos uma ligeira diminuição de peso (~ 3%), que é provavelmente devido à remoção, talvez desgaseificação, de produtos químicos residuais remanescentes do processo de esfoliação. Esses resultados mostram que o aquecimento por si só pode ser eficaz na melhoria da condutividade elétrica das folhas de grafite, mas requer temperaturas superiores a 1500 ° C e requer tempo de tratamento de horas.
Em segundo lugar, examinamos o efeito de um tratamento apenas com corrente. Neste teste, a corrente elétrica fluiu no plano para várias amostras variando de 175 a 850 A · cm −2 por um tempo de tratamento de 1 min. Após o tratamento, as folhas não apresentaram melhora perceptível na condutividade elétrica (barra azul na Fig. 2a, triângulo na Fig. 2b). Este resultado indica a ineficácia desse tratamento apenas atual. Suspeitamos que o aquecimento ôhmico causado pela corrente é insuficiente para induzir qualquer mudança significativa na cristalinidade da folha e na condutividade elétrica.
Terceiro, para demonstrar a importância da direção do fluxo de corrente (através do plano versus no plano) no processo combinado de calor e corrente, o fluxo de corrente foi passado através do plano em uma série de folhas de grafite usando os eletrodos sem as placas isolantes de alumina conforme descrito na seção “Métodos / Experimental”. As folhas de grafite foram submetidas a densidades de corrente abrangendo um intervalo de 175 a 850 A · cm −2 , e a condutividade elétrica foi medida e plotada como uma função da corrente aplicada (Fig. 2b). A partir deste gráfico, fazemos várias observações. Um, o efeito na condutividade elétrica é imediato com correntes aplicadas relativamente baixas. Com a menor densidade de corrente aplicada (150 A · cm −2 ), a condutividade elétrica da folha de grafite aumentou cerca de 70%. Em segundo lugar, o aumento adicional na corrente aplicada resultou em nenhuma melhoria adicional. Terceiro, o nível de condutividade elétrica aumenta (~ 1812 ± 79 S · cm −1 ) foi equivalente aos resultados do exame apenas com aquecimento, mas, em contraste, exigiu apenas um tempo de tratamento de 1 minuto.
Tomados em conjunto, esses resultados indicam o efeito sinérgico de um aquecimento combinado e tratamento atual. A aplicação de um tratamento de 1 minuto a 900 ° C de aquecimento combinado com a corrente através do plano melhorou o nível de condutividade elétrica semelhante ao do tratamento apenas de aquecimento (1500 ° C, 5 h). No entanto, melhorias adicionais não foram observadas com o aumento da corrente aplicada, o que sugere que nas condições de aquecimento e através do plano, a energia fornecida é insuficiente para induzir mais mudanças na estrutura grafítica. Suspeitamos que o fluxo de corrente através do plano induz aquecimento ôhmico que essencialmente reduz esse arranjo equivalente a um tratamento apenas com calor. Além disso, a fraca dependência da condutividade elétrica da corrente aplicada indica que o mecanismo que impulsiona a melhoria não é apenas um processo térmico (Fig. 2b). Resta a possibilidade de o tempo de tratamento ser muito curto, apesar do aumento da temperatura. Esta hipótese explicaria a fraca dependência observada da corrente aplicada. Portanto, esses resultados indicam a importância de combinar o aquecimento com um fluxo de corrente no plano para alcançar um processo de tratamento eficaz e eficiente para melhorar a condutividade elétrica das folhas de grafite filtradas.
Como nosso tratamento atua em uma montagem macroscópica de flocos de grafite filtrados em uma folha de 10 mm x 10 mm, a homogeneidade na melhoria é extremamente importante. Relatórios anteriores usando corrente DC / AC e tratamentos de plasma mostraram dificuldade em processar uniformemente toda a superfície [30]. A grande variação de tratamento é um obstáculo no desenvolvimento de expansão futura, bem como no desenvolvimento de aplicativos. Para abordar este ponto, a uniformidade da condutividade elétrica foi avaliada a 0, ± 1,0, ± 3,0 e ± 5,0 mm do centro da folha de grafite tratada (φ10 mm). Como visto na Fig. 3c, a condutividade elétrica média foi de ~ 2275 ± 50 S · cm −1 com uma variação de apenas 1,5% (x, ~ 0,7%; y, ~ 1,5%). Este resultado demonstra que o tratamento térmico e atual atuou em toda a folha de grafite de forma excepcionalmente uniforme e sugere a possibilidade de empreendimentos futuros de aumento de escala.
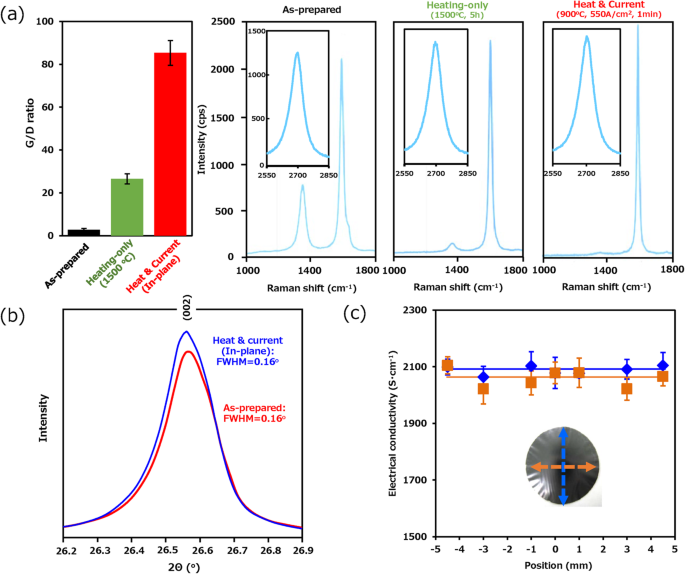
a Espectros Raman das folhas de grafite filtradas e esfoliadas antes e depois do processo de aquecimento e corrente e após o processo de aquecimento apenas. b FWHM de XRD (002) reflexão da folha de grafite esfoliada como preparada e processada. c Uniformidade da condutividade elétrica em toda a superfície da folha de grafite esfoliada processada
Para tentar esclarecer a origem da melhor condutividade elétrica, foi realizada a caracterização estrutural das placas antes e depois do tratamento. A caracterização da cristalinidade foi realizada usando espectroscopia Macro-Raman amostrada ao longo da superfície da folha de grafite, conforme descrito na seção "Métodos / Experimental". Tomados em conjunto, os espectros para os filmes de grafite antes e depois do tratamento mostraram as características do grafite:uma banda grafítica nítida, uma banda de desordem e uma banda 2D. A razão Raman G / D da folha tratada com calor e corrente aumentou mais de 30 vezes para ∼ 85,3 ± 5,74 daquela das folhas preparadas (razão G / D ~ 2,8 ± 0,55). Um relatório anterior de Jin et al. relataram que os defeitos em SWCNTs migram através da passagem de corrente ao longo dos nanotubos [31]. Como tal, hipotetizamos que o tratamento induz a migração do defeito em direção às bordas dos domínios de grafite. Isso pode explicar a necessidade do fluxo de corrente no plano. Para comparação, as folhas tratadas por aquecimento apenas a temperaturas de 1500 ° C exibiram um aumento de 9,5 vezes na razão G / D (~ 26,5 ± 2,38) (Fig. 3a). A proporção G / D das folhas tratadas por tratamento apenas de corrente foi encontrada em 2,7 ± 1,96 variando de 175 a 850 A · cm −2 , que não indicou nenhum aumento da densidade de corrente aplicada (não mostra esses espectros) semelhante à condutividade elétrica na Fig. 2b. Este resultado mostra que a melhoria da cristalinidade se correlaciona bem com a melhoria da condutividade elétrica. Os picos 2D foram observados para todas as amostras em ~ 2700 cm −1 antes e depois do calor e do processo atual. A semelhança na posição do pico indica que o número da camada não foi obviamente alterado pelo calor e pelo processo de corrente [32].
A caracterização estrutural por difração de raios-X (XRD) foi realizada nas folhas não tratadas e tratadas com calor e corrente (Cu Kα: λ =0,15418 nm, MiniFlex II, Rigaku Corporation). A observação da reflexão (002) em 2θ =26,5 ° não revelou nenhuma mudança óbvia na posição de reflexão e forma do perfil como resultado do tratamento (Fig. 3b). Isso significa que a distância intercamada das folhas tratadas e não tratadas, que foi estimada em ~ 0,335 nm, não foi afetada pelo tratamento. Além disso, a metade da largura total máxima (FWHM) da reflexão (002), que está relacionada ao espaçamento da camada, também não foi afetada em ~ 0,16 °. Esses resultados sugerem que a melhora observada na condutividade elétrica não decorre de uma melhora no espaçamento entre camadas dos flocos individuais. Tomados em conjunto, os resultados de Raman e XRD sugerem que a melhoria na cristalinidade, bem como características estruturais relacionadas, como junções interpartículas ou fusão de domínios adjacentes, parece ser a origem primária do aumento observado na condutividade elétrica. Nossas tentativas de observar microscopicamente esse fenômeno foram malsucedidas.
Gostaríamos de comentar sobre as limitações e a possibilidade de aumento de escala desse processo. Embora este tratamento mostre potencial na melhoria efetiva e eficiente das propriedades das folhas de grafite, reconhecemos a necessidade de uma fonte de alta potência, bem como de temperaturas de tratamento relativamente altas (~ 900 ° C) para permanecer eficiente em termos de tempo. Com base em nosso trabalho anterior no tratamento de nanotubos de carbono de parede única, a temperatura de tratamento pode ser diminuída com um aumento associado na corrente de tratamento [29]. Portanto, uma abordagem possível para reduzir a temperatura para ~ 800 ° C seria aumentar a corrente aplicada para ~ 20%. Além disso, estudos anteriores mostraram que esse processo é fundamentalmente escalonável, pois trata várias folhas simultaneamente e obtém resultados semelhantes. Dado que este processo pode melhorar de forma eficiente a condutividade elétrica (de 1088 ± 72 a 2275 ± 50 S · cm −1 ) de grafite esfoliada em apenas 1 min, prevemos que esta técnica deve ser adequada para um processo roll-to-roll para permitir o tratamento contínuo e em grande escala de folhas de grafite. Portanto, este trabalho pode ter implicações significativas no aprimoramento de filmes macroscópicos e altamente condutivos de grafite para materiais eletródicos para nanocompósitos com condutividade elétrica, blindagem eletromagnética e dispositivos fotônicos.
Conclusões
Em conclusão, demonstramos uma abordagem para fabricar folhas de grafite altamente condutoras consistindo de folhas de grafite esfoliadas e um tratamento consistindo de um aquecimento combinado e fluxo de corrente elétrica no plano. Este tratamento foi considerado crítico para melhorar a condutividade elétrica de folhas de grafite esfoliadas 2,1 vezes de 1088 ± 72 a 2275 ± 50 S · cm −1 . Notamos que nosso nível de condutividade elétrica permanece cerca de 20% do relatado por Song et al. (11.000 S · cm −1 , 5–8 h) [14], mas, em contraste, esta abordagem requer apenas um tempo de tratamento de 1 minuto. Além disso, nossa abordagem tratou uniformemente toda a folha de 10 mm com uma variação de 1,5%, o que tem implicações significativas tanto para a aplicação deste material quanto para a possibilidade de aumento de escala.
Disponibilidade de dados e materiais
Todos os dados estão totalmente disponíveis sem restrição.
Abreviações
- CVD:
-
Deposição de vapor químico
- N 2 :
-
Azoto
- Ar:
-
Argônio
- XRD:
-
Difração de raios X
- DC:
-
Corrente direta
- AC:
-
Corrente alternada
- FWHM:
-
Largura total pela metade no máximo
- AFM:
-
Microscópio de força atômica
microRNA-18a de macrófagos M2 inibe TGFBR3 para promover a progressão do carcinoma nasofaríngeo e o crescimento do tumor via via de sinalização de TGF-β
Células solares de perovskita bidimensional de alta eficiência estável via incorporação de bromo
Nanomateriais
- Tensão e corrente
- Capacitores e cálculo
- Indutores e cálculo
- Série e indutores paralelos
- Tensão complexa e cálculos de corrente
- Fio de nanotubo de carbono, músculo e folhas transparentes
- Nanopartículas para terapia do câncer:progresso e desafios atuais
- Características ópticas e elétricas de nanofios de silício preparados por corrosão eletrolítica
- Ajuste da química da superfície de polieteretercetona por revestimento de ouro e tratamento com plasma
- Estudo de primeiros princípios sobre a estabilidade e imagem STM de Borophene