


Nova capacidade de DNC impulsiona melhor desempenho e crescimento dos negócios
Todas as lojas, grandes e pequenas, são fascinantes e têm lições para ensinar (e aprender). Talvez o mais fascinante seja a transição das lojas para novos projetos e, portanto, novos negócios. Parafraseando Albert Einstein, que disse “Não podemos resolver nossos problemas com o mesmo nível de pensamento que os criou”, as empresas em posição de adicionar novos recursos e dominá-los estão criando plataformas aprimoradas que abrem novas portas para oportunidades de crescimento anteriormente indisponíveis.

A M-1 Tool Works Inc. é uma dessas lojas. Localizada em McHenry, Illinois, a noroeste de Chicago, a loja foi fundada pelo piloto de corrida Martin Ryba em 1984 para produzir peças e componentes de corrida. A oficina construiu uma reputação por peças de alta qualidade e alta precisão construídas em equipamentos de fresamento e torneamento multieixo, mas não foi configurada para ser uma operação de produção de alto volume. “Estamos agora em 50 máquinas com cerca de 40 funcionários localizados em dois prédios, mas eu diria que 80% do nosso negócio consiste em pedidos de 10 peças ou menos”, disse Rusty Thielsen, gerente de projeto M-1.
À medida que o M-1 se expandia lentamente, começou a chamar a atenção de empreiteiros aeroespaciais. Uma delas foi a Northrup Grumman Corp.
No início de 2003, o setor de Sistemas Integrados da Northrop Grumman e a M-1 Tool Works assinaram um acordo para trabalharem juntos sob um acordo de orientação. Os projetos então atuais da M-1 Tool Works eram principalmente para mercados comerciais, mas a empresa era uma subcontratada de Hamilton Sundstrand, um fornecedor da Northrop Grumman para o caça de ataque F/A-18 Super Hornet da Marinha dos EUA. A Northrop Grumman é a principal subcontratada da Boeing no programa F/A-18.
“Este programa de orientação dá à Northrop Grumman a oportunidade de compartilhar nossa experiência com um pequeno fornecedor que usará o conhecimento para desenvolver uma infraestrutura compatível com o fornecimento de produtos de alta qualidade para defesa nacional”, disse Thomas E. Vice, vice-presidente de operações do setor para Sistemas Integrados Northrop Grumman. “A M-1 Tool Works é altamente capaz e tem potencial para se tornar um membro valioso da equipe de fornecedores da Northrop Grumman.”
Sob o acordo, a M-1 começou a adquirir o equipamento e a experiência para atender às especificações do DoD para a produção de componentes e conjuntos aeroespaciais e de defesa complexos. Parte desses requisitos significava ter protocolos de rede e segurança cibernética compatíveis com FAR (Federal Acquisition Regulation), DFARS (Defense Acquisition Regulations System) e NIST SP 800-171, governando informações não classificadas controladas. Com 14 estações de software Mastercam CAD/CAM, os maquinistas M-1 programam suas próprias peças em suas próprias máquinas. O que se desejava era a capacidade de enviar programas para qualquer máquina nos dois prédios do M-1. “Em uma época em que os programas estavam ficando maiores e mais complexos, isso significava baixar programas em drives flash e entregá-los em mãos às máquinas disponíveis para trabalhar neles”, explicou Thielsen.
Procurando melhorar, a M-1 tomou conhecimento da Cimco, uma fornecedora de software de comunicação e rede CNC com sede mundial em Copenhague e sede no meio-oeste dos EUA em Elgin, Illinois. Fornecendo editores CNC, coleta de dados de fabricação e software de gerenciamento de dados de fabricação, a Cimco também fornece software de rede DNC MAX, que M-1 instalou através do distribuidor local da Cimco ShopWare Inc., também com sede em Elgin.
“A M-1 estava no ponto ideal para se beneficiar de um sistema de software DNC (controle numérico distribuído)”, disse Ryan Mermall, engenheiro de aplicações sênior e coordenador de serviços da ShopWare. “O alvo ideal seria qualquer cliente com máquinas CNC que precise encontrar uma solução sobre como transferir programas para a máquina e ter um sistema para fazer backup e organizá-los. A Cimco oferece suporte a clientes que possuem de 1 a 4.000 máquinas.”
Normalmente, os clientes podem automatizar a forma como os programas são transferidos para o equipamento CNC, explicou Mermall. Além disso, os usuários têm um controle mais rígido das revisões do programa e das permissões do usuário sobre quem pode fazer o quê com o programa principal no software. Outros recursos incluem taxa de alimentação dinâmica e ajuste de velocidade do fuso, desvios de parâmetros e registro avançado e backup/versão.
Configurado como uma solução cliente-servidor, o DNC-MAX Server lida com todos os recursos de comunicação e cálculos. Ele pode ser executado como um aplicativo ou como um serviço em segundo plano, de acordo com a preferência do cliente. O DNC-MAX Client é a interface do PC para gerenciar transferências de arquivos locais ou remotas, monitorar portas de máquinas e realizar configuração de rede e administração de vários servidores a partir de um único ponto.

“Agora nossos programadores podem escrever programas e levá-los a qualquer máquina em nossos dois prédios e gerenciá-los a partir de um servidor central”, disse Thielsen. “Os programas entram nas máquinas mais rapidamente e os próprios programas são muito mais confiáveis. Isso nos torna uma loja melhor e muito mais eficiente.”
Toda vez que o M-1 adiciona novos equipamentos, a empresa o adiciona à sua rede Cimco. A Cimco suporta vários controles, incluindo FANUC, Haas, Mazak, Fagor e muito mais. Combinado com o hardware de comunicação RS-232 (“caixas Moxa”), a M-1 também conectou seu equipamento legado à Cimco. “Estamos gerenciando programas maiores e mais complexos com muito mais rapidez e eficiência”, disse Thielsen. “Quaisquer alterações ou ajustes de programa enviados de volta ao DNC-MAX podem ser automaticamente aumentados na versão ou armazenados em uma área de quarentena. Isso mantém uma tampa muito mais rígida sobre o rastreamento de alterações ou a reversão para versões anteriores, se necessário. Nossa não conformidade interna é muito menor como resultado.”
O controle de processo mais rigoroso ajudou a impulsionar os recursos da M-1 Tool Works na área aeroespacial e de defesa, e a empresa também foi reconhecida pelo trabalho avançado de energia.
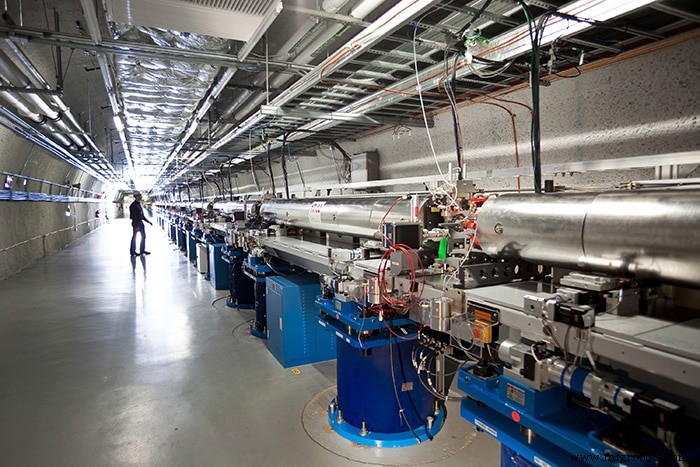
Por exemplo, M-1 faz parte da equipe que fornece componentes e montagens para o projeto Linac Coherent Light Source (LCLS) no Argonne National Laboratory (ANL). Os componentes usinados M-1 são usados na operação de focagem nos feixes de luz que criam pulsos de raios X ultra-brilhantes e ultra-curtos a partir de um feixe de elétrons de alta energia. Esses pulsos de raios-X são um bilhão de vezes mais brilhantes que a fonte de luz mais poderosa conhecida e são usados para capturar imagens de moléculas e detalhar suas ações dentro de uma estrutura atômica.
A usinagem dos metais envolveu fresagem de cinco eixos, furação, fio amd e eletroerosão de chumbada. As tolerâncias rígidas, todas na faixa de 0,0005″ (0,0127 mm) ou menos, foram validadas no departamento de qualidade M-1 usando CMMs e outros dispositivos de metrologia. Os arquivos CAD foram fornecidos ao M-1 pelos projetistas da ANL. Operações de usinagem particularmente difíceis exigiam correspondência e alinhamento precisos de recursos fresados, de arame EDMed e de chumbada EDMed.
De acordo com a M-1, é uma das poucas oficinas que tinha maquinário, pessoas, conhecimento e experiência para fazer esse trabalho com as especificações exigidas. A proficiência aprimorada da rede e o controle do programa CNC contribuíram para que todo o projeto de trabalho LCLS da M-1 fosse produzido em apenas três meses, muito mais rápido do que o cronograma normal para esses projetos, de acordo com a empresa. Em comentários feitos durante uma apresentação de reconhecimento, os cientistas da ANL notaram que todo o sistema foi alinhado e disparado com sucesso apenas no segundo esforço, graças à alta qualidade das peças usinadas do M-1.
Com uma rede cliente-servidor interna para seus equipamentos, todos os programas CNC da M-1 estão em um banco de dados que nunca sai dos dois prédios da empresa. O código G, caminhos de ferramentas dinâmicos e software de gerenciamento são mais seguros como resultado, tornando M-1 FAR, DFARS e NIST SP 800-171 compatíveis.
Desde suas origens como uma loja de corridas até sua posição atual como fornecedora aeroespacial/de defesa e de energia avançada, a M-1 mostra que uma rede aprimorada pode tornar uma pequena loja igual a concorrentes maiores.
Para obter mais informações da Cimco Americas LLC, acesse www.cimco.com ou telefone 704 644 3587. Para obter mais informações da M-1 Tool Works Inc., acesse www.m1toolworks.com ou telefone (815) 344- 1275. Para obter mais informações da ShopWare Inc., acesse www.shopwareinc.com ou telefone para 888-222-7126.
Software:o caminho para zero defeitos
Software:criação de aplicativos internos com plataformas de código baixo e sem código
Sistema de controle de automação
- Honeywell apresenta novo serviço para melhorar o desempenho da planta
- 3 Chaves para Melhor Desempenho da Planta
- Como não ser péssimo em ensinar um novo software
- GE cria novo negócio de IoT gerenciado de forma independente
- Digitalização da Cadeia de Suprimentos Gera Valor de Negócios na Henkel
- Um novo método para aumentar o desempenho do computador Quantum
- Aproveitando a automação para alcançar a continuidade dos negócios no novo normal
- Novo estudo examina a dinâmica e os fatores de produtividade na fabricação dos EUA
- O serviço é a nova vaca leiteira?
- Vida útil da ferramenta, escalabilidade impulsiona novas ideias na usinagem