


Sistema de Gating - Definição, Função, Tipos, Diagrama
O que é Sistema de Gating
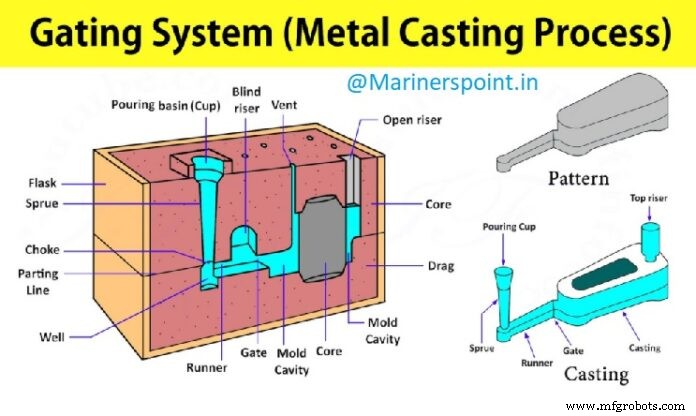
O termo portão é definido como um dos canais que na verdade conduz na cavidade do molde , e o termo gating ou sistema de gating refere-se a todos os canais por meio dos quais o metal fundido é entregue à cavidade do molde.
Funções de um sistema de portas
As funções de um sistema de gating são :
- Para fornecer alimentação uniforme e contínua de metal fundido , com a menor turbulência possível para a cavidade do molde. A turbulência excessiva resulta na aspiração de ar e na escória de formação.
- Para fornecer o elenco com metal líquido na melhor localização, obtenha a solidificação direcional adequada e cavidades de contração de alimentação ideais.
- Para preencher a cavidade do molde com metal fundido no tomo mais curto possível para evitar o gradiente de temperatura.
- Para fornecer um mínimo de excesso de metal nos portões e tirantes. Por outro lado, uma taxa inadequada de entrada de metal resultará em muitos defeitos na fundição.
- Para evitar a erosão das paredes do molde.
- Para evitar escória , areia e outras partículas estranhas de entrar no molde.
Sistema de portas
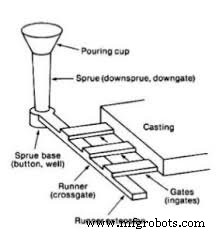
Um sistema de comporta geralmente é composto de (1) bacia de derramamento , (2) esprue , (3)corredor e (4) fluxo –fora do portão . Eles são mostrados na Fig. 11.85.
1. Bacia de derramamento
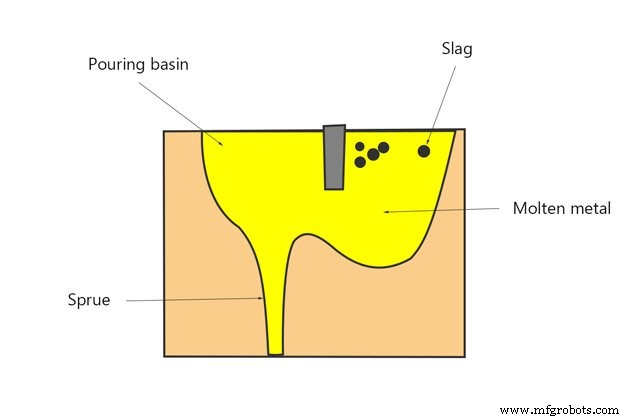
Bacia de derramamento: – Esta parte do sistema de abertura é feita sobre ou no topo do molde. Às vezes, um em forma de funil a abertura que serve como bacia de vazamento, é feita na parte superior do sprue na capa. O principal objetivo da bacia de vazamento é direcionar o fluxo de metal da panela para o sprue, ajudar a manter a taxa necessária de fluxo de metal líquido e reduzir a turbulência e o vórtice na entrada do sprue.
A bacia deve ser substancialmente grande e deve ser colocada perto da borda da caixa de moldagem para encher o molde rapidamente. Além disso, deve ser profundo o suficiente para reduzir a formação de vórtices e mantido cheio durante toda a operação de vazamento para compensar a contração ou contração do metal.
2. Sprue
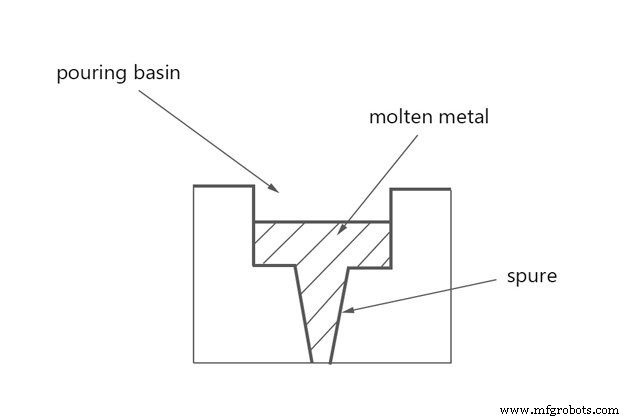
Sprue: A passagem vertical que passa pela capa e conecta a bacia de vazamento com o corredor ou portão é chamado de sprue.
A seção transversal de um sprue pode ser quadrada, retangular ou circular. Os sprues são geralmente afunilados para baixo para evitar a aspiração de ar e danos ao metal. Os sprues de até 20 mm de diâmetro têm seção redonda, enquanto os sprues maiores são geralmente retangulares. Um sprue redondo tem uma superfície mínima exposta ao resfriamento e oferece a menor resistência ao fluxo de metal. Em um sprue retangular, a aspiração e a turbulência são minimizadas.
3. Corredor
Corredor: Em grandes peças fundidas, o metal fundido é normalmente transportado da base do sprue para várias portas ao redor da cavidade através de uma passagem chamada de canal. O corredor é geralmente preferido no arrasto, mas às vezes pode ser localizado na capa, dependendo da forma do elenco. Deve ser simplificado para evitar aspiração e turbulência.
4. Portão
Portão: Um portão é uma passagem através do qual o metal fundido flui do canal para a cavidade do molde. A localização e o tamanho dos portões são dispostos de modo que possam alimentar o metal líquido ao fundido a uma taxa consistente com a taxa de solidificação. Uma comporta não deve ter bordas afiadas, pois elas podem quebrar durante a passagem do metal fundido e, consequentemente, partículas de areia podem passar com o metal líquido para dentro da cavidade do molde. No entanto, as comportas devem estar localizadas onde possam ser facilmente removidas sem danificar a fundição.
Tipos de sistema de fechamento
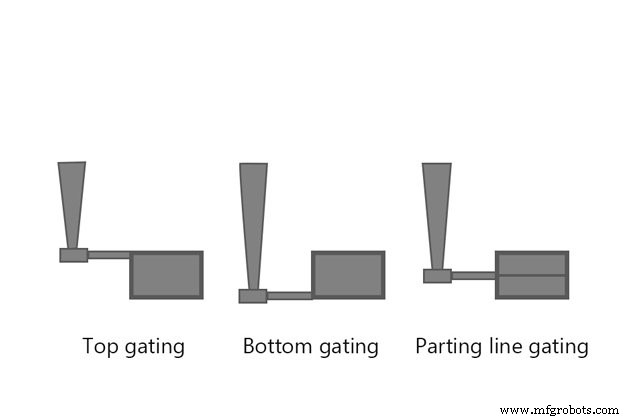
De acordo com sua posição na cavidade do molde, o gating pode ser amplamente classificado como (1) top gating , (2) limitação da linha de separação , e (3) gatilho inferior . Diferentes tipos de sistemas de gating no processo de fundição são:
Portões principais
No sistema de fechamento superior , o metal fundido da bacia de vazamento desce diretamente afim disso. Um filtro, feito de areia seca ou material cerâmico, é usado principalmente na bacia de vazamento para controlar o fluxo de metal e permitir que apenas o metal limpo entre.
No caso de peças fundidas leves, portas em forma de cunha chamadas portas de cunha pode ser fornecido. Para fundições de ferro maciças, são usados portões de lápis. Neste tipo de gating, o sprue é composto por uma série de fendas alimentadas por um copo de derramamento. Ele controla a taxa de fluxo de metal, uma vez que o peso do metal fundido é dividido igualmente em suas várias fendas ou ramificações, reduzindo assim o peso efetivo da cabeça em grande medida. Além disso, a escória (ou escória) é removida do metal líquido no copo sobre o portão.
No portão do dedo , uma modificação do portão em cunha, o metal é novamente permitido alcançar em vários fluxos. A porta de anel usa um núcleo para interromper a queda do metal fundido e envia o metal fundido no molde na posição correta e, ao mesmo tempo, retém a escória.
A vantagem do top gating é que todo metal entra na fundição pelo topo, e o metal mais quente, portanto, fica em repouso no topo da fundição. Como resultado, são alcançados gradientes de temperatura adequados favoráveis à solidificação direcional em direção aos risers localizados no topo da peça fundida. Os próprios portões podem ser feitos para servir como tirantes. A desvantagem do top gating sistema é a erosão do molde pela queda do metal. A cavidade do molde deve, portanto, ser dura e forte o suficiente para resistir ao impacto.
Portões de separação
Em portas de linha divisória , o metal líquido entra na cavidade do molde pela lateral do molde no mesmo nível que a junta do molde ou linha de separação. A disposição de fornecer uma comporta na linha de separação em uma direção horizontal à fundição permite o uso de dispositivos que podem prender efetivamente qualquer escória, sujeira ou areia que passe com o metal pelo sprue.
Portão deslizante
Em um portão de skimming , qualquer matéria estranha mais leve do que o metal original sobe através da passagem vertical da comporta de escumação e fica assim retida. O portão da linha de separação com skim bob e choke é usado para prender a escória e materiais estranhos no molde e servir como uma restrição para controlar a taxa de fluxo do metal.
Outro método eficaz para prender a escória é usar um portão de skimming com um corredor de redemoinho, geralmente chamado de portão de redemoinho . A escória, devido à ação do redemoinho, chega ao centro de onde sobe na comporta do redemoinho. A comporta com bobina de contração tem a dupla função de coletor de escória ou escória e como reservatório de metal para alimentar a peça fundida à medida que ela encolhe.
As portas de linha divisória são muito simples de construir , e muito rápido de fazer . Eles produzem muito resultado satisfatório quando o arrasto não é muito profundo, e se mostram muito vantajosos quando podem ser alimentados diretamente no riser. Nesse sistema, o metal mais quente atinge o riser, promovendo assim a solidificação direcional. Além disso, os custos de limpeza das peças fundidas são reduzidos por meio de canais em risers, porque não é necessário nenhum portão adicional para conectar a cavidade do molde ao riser. A desvantagem está no fato de que pode ocorrer alguma turbulência à medida que o metal líquido cai na cavidade do molde.
Portões inferiores
Nos portões inferiores , o metal da bacia de vazamento flui para o fundo da cavidade do molde no arrasto.
Portão de chifre
O portão de chifre assemelha-se ao chifre de uma vaca. Permite que o molde seja feito apenas em capa e arraste; não há necessidade de um “verificação ”. A comporta em chifre tende a produzir um efeito de fonte na cavidade do molde. Em outro tipo, núcleo de areia seca forma o portão inferior. O sprue é curvado na extremidade inferior para formar um coletor de sujeira para escória, sujeira, etc. Este tipo de portão permite que o molde seja feito em duas caixas.
A principal vantagem dos portões inferiores é que a turbulência do metal é mantida no mínimo enquanto o vazamento e a erosão do molde são evitadas. O metal pode subir suavemente no molde e ao redor dos machos. Os portões inferiores, no entanto, sofrem de certas desvantagens :o metal continua a perder calor à medida que sobe na cavidade do molde. A solidificação direcional é, portanto, difícil de alcançar. Além disso, o riser não pode ser colocado próximo à entrada do portão onde o metal está mais quente.
Taxa de fechamento
A taxa de fluxo de metal através da cavidade do molde é uma função da área da seção transversal do sprue, canais e comportas. As características dimensionais de um sistema de gating podem ser expressas em termos de razão de gating. O termo “proporção de fechamento ” é usado para descrever as áreas das seções transversais relativas dos componentes de um sistema de canal tomando a área da base do sprue como unidade, seguida pela área total do canal e, finalmente, a área total do canal.
Um sistema de comporta com um canal de 1 cm², um canal de 3 cm² e três comportas, cada uma com área de seção transversal de 1 cm2, terá uma razão de comporta de 1:3:3. A razão de passagem revela se a seção transversal total diminui ou aumenta em direção à cavidade do molde. Assim, existem dois tipos de sistemas de gating no processo de fundição :pressurizado e não pressurizado ou de fluxo livre como um sistema de esgoto.
Sistema de fechamento pressurizado
O sistema de passagem pressurizado tem menos seção transversal total nas entradas para a cavidade do molde do que na base do sprue. Assim um sistema pressurizado teria razão de 1:0,75:0,5, 1:2:1 e 2:1:1. Isso fornece um efeito de estrangulamento que pressuriza o metal líquido no sistema. Como este sistema é pequeno em volume para uma determinada taxa de fluxo de metal, resulta em uma menor perda de metal e maior rendimento.
Por outro lado, como este sistema se mantém cheio de metal e proporciona um efeito de estrangulamento, altas velocidades de metal podem tender a causar fortes turbulências nas junções e cantos e na cavidade do molde. Isso é, no entanto, geralmente adequado para metais ferrosos e latão.
Sistema de fechamento não pressurizado
No sistema de passagem não pressurizado , a área da seção transversal do sprue é menor que a área total do canal e que a das entradas. A proporção utilizada é 1 :2 :2. 1:3 :3, etc. Este sistema de gating, portanto, produz velocidades de metal mais baixas e permite maiores taxas de fluxo. Como resultado, reduz a turbulência no sistema de canal e o jorro na cavidade do molde. Este sistema é geralmente adaptado para metais como alumínio e magnésio.
Tentamos cobrir todas as partes importantes do tópico Sistema de bloqueio , tipos de sistema de gating no processo de fundição e seus elementos. Espero que tenha gostado do artigo. Por favor, dê seu feedback na seção de comentários abaixo.
Tipos de processo de moldagem - Visão geral completa [com fotos]
Forno Cúpula - Peças, Princípio de Funcionamento, Aplicações
Tecnologia industrial
- O que é um hipervisor? Definição | Tipos | Exemplos
- Projeto do sistema de portas | Fundição | Ciência da Manufatura
- O que é estampagem? - Tipos, operação e aplicação
- O que é soldagem?- Definição | Tipos de Soldagem
- O que é Casting?- Definição| Tipos de Fundição
- O que é máquina de perfuração? - Definição, peças e tipos
- Usinagem CNC:Definição e Tipos de Máquina CNC
- O que é forjamento? - Definição, processo e tipos
- O que é Chapeamento de Metal? - Definição, Tipos e Benefícios
- O que é chapa metálica? - Definição, tipos e usos