


Como reduzir vibração e vibração na usinagem CNC
A vibração é um problema com o qual todo operador de máquina CNC deve lidar de tempos em tempos. A vibração de usinagem é um problema comum na fabricação CNC. Fresamento, torneamento ou perfuração farão com que as peças sofram essa tortura. Isso afeta a qualidade e a eficiência do processamento, fará com que o acabamento das peças diminua e danificará e reduzirá significativamente a vida útil da fresa de topo. Como reduzir a vibração na usinagem CNC é o conteúdo principal que discutiremos a seguir.
 O que é Chatter de usinagem?
O que é Chatter de usinagem?
A vibração de usinagem, também conhecida como vibração, refere-se ao fenômeno de vibração indesejada gerada durante as operações de corte em processos de usinagem como fresamento CNC, torneamento e furação, que produz flutuações na superfície das peças processadas. Isso acontece quando a peça e a ferramenta de corte vibram em diferentes frequências e podem ser acionados por muitas condições do processo:porta-ferramentas, ferramentas de corte, acessórios de peças e condições da máquina.
Essas vibrações podem não ser ressonantes, por exemplo, ao usar ferramentas com desgaste irregular. As vibrações não-ressonantes costumam ser constantes ao longo do ciclo de usinagem e geralmente têm causas mecânicas de fácil diagnóstico.
Quando você combina corretamente ferramentas, fixação de peças, estratégias de usinagem e configurações da máquina para produzir vibrações iguais ou próximas à frequência natural da máquina, você encontrará vibrações causadas por ressonância. Este tipo de vibração só pode ocorrer em determinados pontos do caminho da ferramenta, como em cantos côncavos.
Tipos de vibração em vibração de ferramenta de usinagem e vibração de peça de trabalho
Existem dois tipos de vibração a serem observados:vibração da ferramenta e vibração da peça. Com o Tool Chatter, sua máquina e ferramentas começam a vibrar, que é então transmitida para a peça de trabalho.
Com vibração da peça de trabalho, a parede da peça de trabalho irá vibrar. Este último geralmente ocorre apenas ao lidar com paredes finas, mas pode causar mais ou mais problemas do que o Tool Chatter. Neste artigo, vamos nos concentrar na “vibração da ferramenta”, mas você pode tentar usar essas mesmas técnicas para reduzir a “vibração da peça de trabalho”.
Por que é preciso reduzir o Chatter?
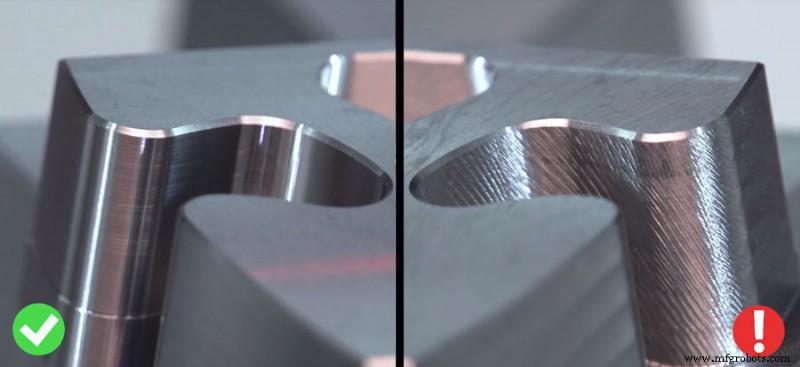
A vibração durante a usinagem pode causar um acabamento superficial abaixo do padrão e reduzir a vida útil da ferramenta. Marcas de vibração serão visíveis na superfície processada, geralmente mostrando padrões ondulados ou marcas regulares. O tremor constante pode causar desgaste irregular da ferramenta e até mesmo danos.
A vibração das máquinas-ferramentas CNC geralmente pode ser ouvida. Um mecânico experiente será capaz de reconhecer quando a vibração ocorre através de sua voz única.

Normalmente, 100μm é usado como critério para julgar se o tremor é apropriado. Se a amplitude de vibração do corte exceder 100μm, pode fazer com que a ferramenta ou peça de trabalho se solte e o fresamento não pode continuar. Quando a vibração for inferior a 100μm, embora a usinagem possa ser realizada, haverá arranhões de vibração óbvios na superfície da peça, o que não é permitido na superfície do produto acabado. Portanto, a vibração da usinagem deve ser limitada dentro de uma faixa razoável.
Como reduzir a trepidação na usinagem CNC?
1. Determine o caminho correto da ferramenta
Este é um passo muito importante no corte. De acordo com as instruções, a fresagem pode ser dividida em fresagem descendente e fresagem ascendente. Se a direção da força de fresamento for consistente com a direção de fixação da peça de trabalho, a vibração da peça dobrada pode ser eliminada. Uma fresadora CNC equipada com uma esfera ou fuso de esferas e um centro de usinagem vertical são muito úteis para eliminar a vibração durante a fresagem CNC.
Ao usar caminhos de ferramentas convencionais em uma fresadora CNC, o grau de engate das ferramentas irá variar. Isso pode fazer com que uma força excessiva seja aplicada à fresa em certos pontos do caminho da ferramenta, o que pode causar trepidação. Usar um caminho de ferramenta de malha constante ou reduzir a profundidade de corte pode ajudar a aliviar essa situação.
2. Corte corretamente
Quando uma fresadora CNC usa uma fresa de topo longa e fina para fresar uma cavidade profunda, geralmente usa fresamento em mergulho, no qual a fresa avança axialmente como uma broca. Ao fresar cavidades profundas, a saliência da haste longa é geralmente mais de 3 vezes o diâmetro da haste da ferramenta. Somente quando a vibração de corte não é grave, o ajuste dos parâmetros de corte pode ser eficaz. Métodos de ajuste convencionais:reduza a velocidade da ferramenta ou peça de trabalho, reduza a profundidade de corte e aumente a quantidade de corte por revolução. Além disso, lâminas com grandes ângulos para frente e para trás são usadas com quebra-cavacos leves. O ângulo da cunha de corte da pastilha é o menor no fresamento.

3. Escolha o certo Cortador Ferramenta ing
As ferramentas do cortador podem afetar muito a vibração. As considerações incluem o substrato correto, geometria, revestimento e proporção de aspecto. Os programadores geralmente tendem a usar a maior ferramenta que pode ser acomodada, mas isso pode não ser o tamanho ideal da ferramenta. Ferramentas longas e finas são mais propensas a vibrar (e defletir) do que ferramentas curtas e gordas. Portanto, escolha a ferramenta com o maior diâmetro. Minimize o número de ferramentas que se projetam do porta-ferramentas e assegure-se de que estejam firmemente fixadas com precisão de excentricidade firme. A combinação de várias ferramentas com formatos de ranhuras variáveis é uma maneira eficaz de reduzir a vibração.
Além disso, o uso de lâminas afiadas reduzirá a força de corte da fresadora CNC, e a manutenção oportuna da estabilidade da ferramenta e do ambiente de processamento é uma condição de processamento que não pode ser ignorada.
Também é importante aplicar continuamente a pressão correta da ferramenta ou carga de cavacos. Em fresadoras CNC, canais de cavacos excessivos podem causar trepidação. Menos canais de cavacos e fresas de topo de passo variável podem ser usadas para ajudar a reduzir a vibração ressonante causada por cargas de cavacos.
4. O suporte de ferramenta correto:
Os porta-ferramentas comuns (trava lateral, mandril de ângulo duplo e mandril ER padrão) não podem fornecer a precisão ou rigidez necessária para usinagem de alto desempenho. Uma escolha melhor é um porta-ferramentas que combina a face final e o contato cônico para fornecer alta precisão e alta rigidez. Este tipo de retentor engata com a superfície retificada de precisão do fuso enquanto está em contato com o cone, o que fornece a rigidez adicional necessária e também contribui para o amortecimento. O equilíbrio de todas as ferramentas deve ser avaliado e a qualidade da superfície pode ser melhorada mesmo em RPM mais baixas.
5. O Trabalho Correto detenção :
Se a peça não estiver devidamente fixada, a própria peça pode vibrar e causar tremores. Verifique se o mandril, morsa, mesa de vácuo ou outro dispositivo de fixação da peça de trabalho está aplicando pressão suficiente na peça de trabalho. Tente usar um acessório de trabalho do tamanho certo para aplicar a pressão de fixação na peça o mais uniformemente possível.
Evite prender apenas uma extremidade de um material longo e fino. Se isso for um problema, considere o uso de um acessório de peça de trabalho maior ou outro acessório na fresadora. Considere usar um cabeçote móvel ou uma estrutura de descanso estável no torno.
Ao usar peças de paredes finas, a vibração das peças de absorção de choque pode ser particularmente desafiadora. Uma maneira de resolver esse tipo de problema de vibração é usar materiais de enchimento para aumentar a rigidez da peça.
6. Configuração e manutenção da máquina:
A máquina CNC deve ser colocada em um piso de concreto sólido sem emendas, rachaduras ou quaisquer outras descontinuidades. Pisos soltos, macios, elásticos ou danificados agravarão o nervosismo das máquinas CNC. Ancoragens devidamente instaladas ou pés devidamente ajustados também são requisitos básicos para reduzir o jitter.
Se você deseja manter uma boa qualidade de superfície e tolerâncias apertadas em máquinas com manutenção precária, você precisa superar outros problemas mecânicos além dos listados aqui. Mantenha o equipamento regularmente mantido para garantir o desempenho ideal.
Os 10 principais softwares de design de engenharia mecânica, quantos você usa?
Guia de seleção para usinagem de plástico CNC
Processo de manufatura
- Deflexão da ferramenta em usinagem CNC
- Estratégias para reduzir a deflexão da ferramenta em usinagem CNC
- Como reduzir custos em projetos de usinagem CNC
- Como projetar peças para usinagem CNC
- Como o raio de canto afeta a usinagem CNC
- Como fazer peças de usinagem CNC com tolerâncias apertadas
- Como reduzir a falha da ferramenta com detecção de quebra de ferramenta CNC
- Como reduzir os custos de usinagem CNC
- Como reduzir o custo da peça de usinagem CNC?
- O que é a deflexão da ferramenta na usinagem CNC e como reduzi-la?