


Como controlar o cortador de salto, o cortador de batida e o corte excessivo na usinagem CNC
1. Saltando
O cortador saltitante refere-se à vibração relativamente grande da ferramenta devido à força excessiva. O perigo causado pelo ressalto da fresa é causar corte excessivo da peça de trabalho e danos à ferramenta. Quando o diâmetro da ferramenta é pequeno e o eixo da ferramenta é muito longo ou a força é muito grande, ocorrerá o fenômeno de ressalto do cortador. Se uma ferramenta e um método de processamento razoáveis forem usados, a chance de ressalto do cortador pode ser reduzida.
Existem 3 fatores principais que afetam a deformação da ferramenta:
1) Comprimento da ferramenta de corte
2) Diâmetro da ferramenta
3) A força da ferramenta
1. Comprimento da ferramenta de corte
Para uma ferramenta de mesmo diâmetro, quando o comprimento da ferramenta é dobrado, sua deformação aumentará em 3 vezes. Ao usinar, encurte o comprimento da ferramenta o máximo possível para reduzir o risco de ressalto da fresa.
2. Diâmetro da ferramenta
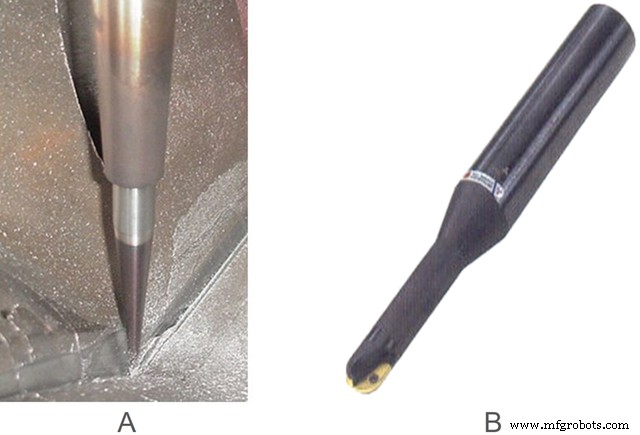
Para uma ferramenta de mesmo comprimento, quando o diâmetro da ferramenta é reduzido em uma vez, sua deformação aumentará em 4 vezes. Ao processar, se possível, escolha ferramentas de grande diâmetro ou use ferramentas reforçadas para processar o máximo possível para reduzir o risco de ferramentas de encaixe. (Conforme mostrado na figura abaixo:A usa fio quente e facas de pescoço cônico, e B usa uma ferramenta com cabo forte para processamento)
3. A força da ferramenta
A deformação da ferramenta é diretamente proporcional à força que recebe durante a usinagem. Reduzir a força recebida pela ferramenta pode reduzir a chance de quebrar a faca. Para reduzir a força na ferramenta, é necessário reduzir a área de contato entre a ferramenta e a peça de trabalho.
Exemplo de redução de força
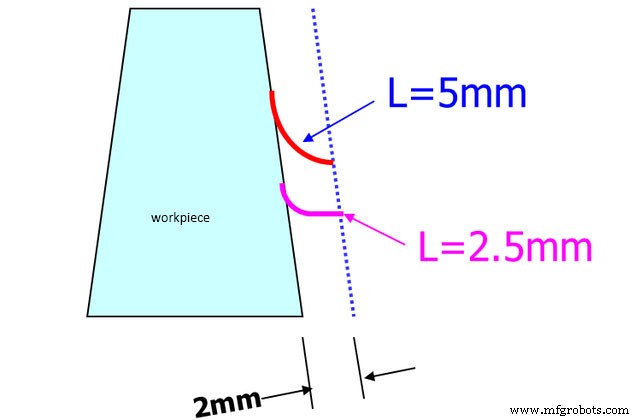
Ao usinar posições mais profundas, uma taxa de avanço menor e uma fresa de ângulo R fino podem ser usadas para reduzir a força na fresa durante o processamento, de modo a reduzir o risco de quebrar a faca.
A figura a seguir mostra a comparação da posição de contato com o material do molde quando a ferramenta D50R6 e a ferramenta D50R0.8 são processadas na mesma profundidade. Pode ser visto que o uso de uma ferramenta de ângulo R fino para processar uma peça de trabalho profunda pode reduzir a força de corte mais do que uma ferramenta de ângulo R grande.
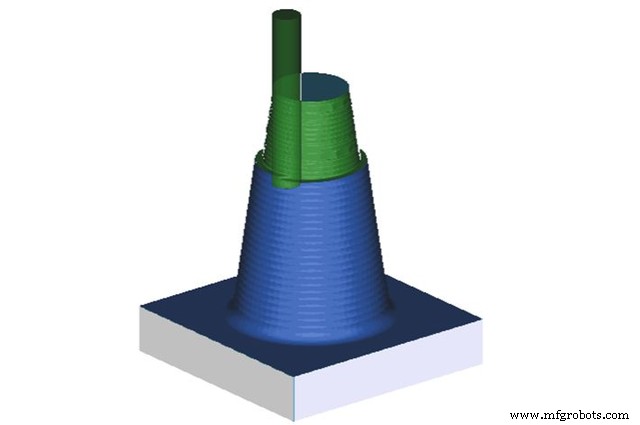
Reduza a quantidade de ferramenta de corte (ou seja, a profundidade total de cada ferramenta). Quando a profundidade de usinagem for maior que 120mm, a ferramenta deve ser instalada duas vezes, ou seja, primeiro instale um porta-ferramentas curto para processar até uma profundidade de 100mm e, em seguida, instale um porta-ferramentas estendido para processar abaixo de 100mm de peça e defina uma pequena quantidade de cortador.
2. Batendo
Bater no cortador significa que a quantidade de corte da ferramenta é muito grande. Além da aresta de corte, a barra de ferramentas também atinge a peça de trabalho. As principais razões para a colisão da ferramenta são a configuração da altura de segurança não razoável ou a altura de segurança não definida, o método de processamento incorreto selecionado, o uso incorreto da ferramenta e a configuração da margem para o segundo desbaste é menor que a margem para o primeira configuração de desbaste, etc.
1 ) Quantidade de corte excessiva
Solução:
Reduza a quantidade de corte. Quanto menor o diâmetro da ferramenta, menor a quantidade de corte que deve ser consumida. Em circunstâncias normais, a quantidade de corte para cada abertura bruta do molde não é superior a 0,5 mm, e a quantidade de corte para semi-acabamento e acabamento é menor.
2 ) Escolhendo um método de processamento impróprio
Altere o modo de fresamento de contorno para o modo de fresamento de cavidade. Quando a tolerância de usinagem é maior que o diâmetro da ferramenta, o método de fresamento de contorno não pode ser selecionado.
3 ) Configuração inadequada da altura de segurança, atingindo a fixação ao levantar a ferramenta
Solução:
- A altura de segurança deve ser maior que a altura de fixação.
- Na maioria dos casos, não é possível selecionar o modo de avanço e recuo “direto” da ferramenta, exceto para peças de trabalho especiais.
4 ) Configuração incorreta da margem de desbaste secundária
A margem para o segundo desbaste deve ser geralmente 0,05 mm maior que a margem para o primeiro desbaste. Se a margem do primeiro desbaste for de 0,3mm, a margem do segundo desbaste deverá ser de 0,35mm. Caso contrário, a barra de ferramentas atingirá facilmente a parede lateral superior.
Além dos motivos mencionados acima, o corte de impacto pode ocorrer ao reparar estradas de tesoura, portanto, tente não reparar estradas de tesoura. A consequência mais direta da colisão da ferramenta é danificar a ferramenta e a peça, e ainda mais grave pode danificar o fuso da máquina.
3. O corte vertical ting
O corte excessivo significa que a ferramenta também corta as peças que não podem ser cortadas, causando danos à peça de trabalho. Existem muitas razões para o corte excessivo da peça de trabalho, incluindo principalmente a baixa precisão da máquina-ferramenta, cortador de impacto, cortador saltitante, ferramenta inadequada, etc. Além disso, se o operador não for preciso no ajuste do cortador, pode também causar corte excessivo.
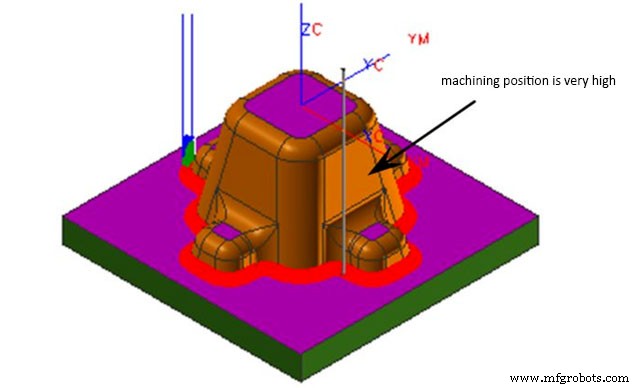
A situação mostrada na figura abaixo é um corte excessivo causado pelo ajuste incorreto da altura de segurança.
Ao programar, você deve ser cuidadoso e meticuloso. Depois de concluir o programa, você precisa verificar detalhadamente o caminho da ferramenta para evitar cortes excessivos, caso contrário, o molde será descartado ou danificará a máquina.
Como fabricante profissional de usinagem CNC, a SANS Machining se especializa em peças usinadas em pequena quantidade há mais de 10 anos, podemos fornecer serviços de fresagem, torneamento, retificação e EDM. Todas as peças são produzidas como seus desenhos, sem pedido.
Conhecimento sobre plásticos resistentes ao calor
Quais são o significado e as vantagens da máquina não padronizada?
Processo de manufatura
- Como projetar peças para usinagem CNC
- Como o raio de canto afeta a usinagem CNC
- Como a IA e o aprendizado de máquina afetam a usinagem CNC
- Como escolher a fresa e a programação corretas para CNC?
- Dicas e truques de usinagem CNC
- Como reduzir vibração e vibração na usinagem CNC
- Identificando Defeitos Comuns de Usinagem CNC e Medidas de Controle
- O que é a deflexão da ferramenta na usinagem CNC e como reduzi-la?
- A história do centro de usinagem CNC:por que e como é desenvolvido?
- O que é uma ferramenta CNC e um triturador de corte?