


Análise da Fabricabilidade da Estrutura de Usinagem CNC, Precisão das Peças e Requisitos Técnicos
A análise de fabricação de peças usinadas CNC inclui principalmente três partes:análise de desenho de peça do produto, análise de fabricação estrutural e análise de precisão da peça e requisitos técnicos.
(1) Parte D apurar A análise
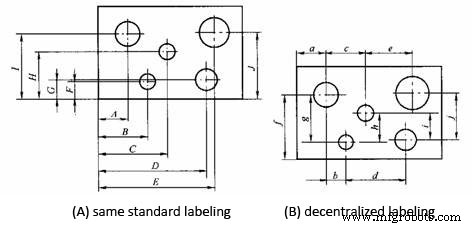
①O método de dimensionamento no desenho da peça deve ser adaptado às características da usinagem CNC. Conforme mostrado na Figura (A), o dimensionamento no desenho da peça de usinagem CNC deve ser marcado com a mesma referência ou o tamanho das coordenadas deve ser fornecido diretamente. Este método de marcação não apenas facilita a programação, mas também facilita a coordenação mútua entre as dimensões e é propício para a unificação de benchmarks de design, benchmarks de processo, benchmarks de medição e origem de programação. Ao dimensionar, os projetistas de peças geralmente sempre consideram a montagem e outras características de uso com mais frequência, por isso costumam usar o método de rotulagem parcialmente espalhado, conforme mostrado na Figura (B), o que traz muitos inconvenientes ao arranjo do processo e ao processamento de controle numérico. Devido à alta precisão da usinagem CNC e posicionamento repetido, as características de uso das peças não serão danificadas devido a grandes erros cumulativos. Portanto, o método de rotulagem espalhada local pode ser alterado para a mesma rotulagem de referência ou rotular diretamente o tamanho da coordenada.
②Analise os desenhos de projeto das peças processadas, divida a superfície processada em superfícies importantes e superfícies menores de acordo com as tolerâncias dimensionais marcadas e tolerâncias geométricas e outras informações relevantes e descubra as referências de projeto e siga o princípio de seleção de referência para determinar o processamento O dado de posicionamento da peça, analise se o blank da peça é conveniente para posicionamento e fixação, se a seleção do método de fixação e ponto de fixação impedirá o movimento da ferramenta, se a deformação de fixação tem impacto no qualidade de processamento, etc. Fornecem base para o posicionamento da peça, instalação e projeto de fixação.
③As condições (como tangência, interseção, perpendicularidade e paralelismo) dos elementos geométricos (pontos, linhas e superfícies) que constituem o contorno da peça são uma base importante para a programação CNC. Na programação manual, as coordenadas de cada nó devem ser calculadas de acordo com essas condições; na programação automática, todos os elementos geométricos que constituem a peça devem ser definidos de acordo com estas condições. Não importa qual condição não esteja clara, a programação não será possível. Portanto, ao analisar os desenhos das peças, é necessário analisar se as condições dadas dos elementos geométricos são suficientes e, caso sejam encontrados problemas, eles devem ser resolvidos através da consulta ao projetista a tempo.
(2) Estrutural P processo A análise O f P artes
①A cavidade interna e a forma das peças devem adotar, tanto quanto possível, tipos e tamanhos geométricos uniformes, de modo a reduzir as especificações da ferramenta e o número de trocas de ferramentas, facilitar a programação e melhorar a eficiência da produção.
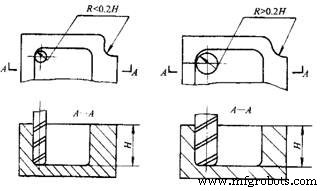
②O tamanho do filete da ranhura interna determina o tamanho do diâmetro da ferramenta, portanto, o raio do filete da ranhura interna não deve ser muito pequeno. Para as peças mostradas na figura abaixo, a qualidade de sua estrutura e acabamento está relacionada a fatores como a altura do contorno processado e o tamanho do raio do arco de canto. Figura (b) Comparado com (a), o raio do arco de canto R é grande, e uma fresa de topo com diâmetro maior pode ser usada para processamento; ao processar um avião, o número de alimentações também é reduzido de forma correspondente, e a qualidade do processamento da superfície será melhor, então a capacidade de fabricação é melhor. Pelo contrário, o acabamento é pobre. Geralmente, quando R<0,2H (H é a altura máxima da superfície do contorno da peça a ser processada), pode-se julgar que o acabamento desta parte da peça não é bom.
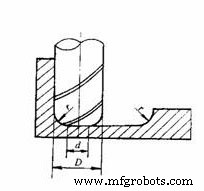
③Quando a peça estiver fresando o plano inferior da ranhura, o raio do filete inferior da ranhura r não deve ser muito grande. Conforme mostrado na figura abaixo, o diâmetro máximo de contato entre a face da fresa e o plano de fresagem é d=D-2r (D é o diâmetro da fresa). Quando D é constante, quanto maior r, menor será a área do plano de fresagem da face da fresa. Quanto menor a capacidade planar, menor a eficiência e pior a capacidade de fabricação. Quando r atinge um determinado nível, é necessário até mesmo o uso de uma fresa de ponta esférica, o que deve ser evitado ao máximo.
④ Na medida do possível, o processamento de todas as superfícies usináveis deve ser concluído em uma fixação. Por esta razão, deve-se selecionar um método de posicionamento que facilite o processamento de cada superfície; se for necessária uma segunda fixação, deve-se adotar um posicionamento de referência unificado. Se não houver referência de posicionamento uniforme na usinagem CNC, ocorrerão erros de posicionamento devido à reinstalação da peça de trabalho, o que tornará inconsistentes as posições e dimensões do contorno nas duas faces após a usinagem. Portanto, para garantir a posição relativa após o processo de fixação secundária Para precisão, uma referência de posicionamento unificada deve ser usada.
3) Análise O f P artes A precisão A e T técnico R requisitos
1) Analise se a precisão das peças e os vários requisitos técnicos estão completos e razoáveis. Para a superfície processada por torneamento CNC, os requisitos de precisão devem ser os mais consistentes possíveis, para que a ferramenta final possa ser processada continuamente.
2) Analise se a precisão da usinagem CNC no processo pode atender aos requisitos dos desenhos. Preste atenção para deixar margem de usinagem suficiente para os processos subsequentes.
3) Descubra as superfícies com maior precisão de posição no desenho da peça e determine se essas superfícies podem ser concluídas em uma instalação.
4) Para superfícies ou superfícies simétricas que requerem alta rugosidade superficial das peças, determine usar a função de velocidade de linha constante para corte.
Como calcular o custo de usinagem e fabricação?
11 Conhecimento geral sobre usinagem de gravação CNC que você deve saber
Processo de manufatura
- Usinagem CNC aeroespacial:peças leves de titânio e muito mais
- 4 dicas para melhorar a precisão e a eficiência da usinagem CNC
- 4 métodos de inspeção e 3 soluções para usinagem CNC
- 5 Configuração e requisitos do centro de usinagem CNC de alta velocidade
- Como reduzir o custo da peça de usinagem CNC?
- Fabricação de Usinagem CNC:Precisão, Exatidão e Tolerância
- Análise de erros e métodos de melhoria no processo de usinagem de máquinas CNC
- Centros de Usinagem e Usinagem CNC HMC
- Partes e elementos de sistemas de máquinas CNC
- Acabamento de peças e componentes