


Um método comum para obter a precisão da peça em usinagem CNC!
A precisão da usinagem refere-se ao grau em que os parâmetros geométricos reais (tamanho, forma e posição) da peça após a usinagem estão alinhados com os parâmetros geométricos ideais especificados nos desenhos. Quanto maior o grau desta conformidade, maior a precisão da usinagem.
Na usinagem, devido à influência de vários fatores, é realmente impossível processar todos os parâmetros geométricos da peça para que sejam completamente consistentes com o parâmetro geométrico ideal, e sempre haverá alguns desvios. Este desvio é o erro de usinagem.
Hoje vamos apresentar a partir dos três aspectos a seguir:
- Métodos de obtenção de precisão dimensional de peças
- Métodos para obter precisão de forma
- Como obter precisão de posição
Métodos de obtenção de precisão dimensional de peças
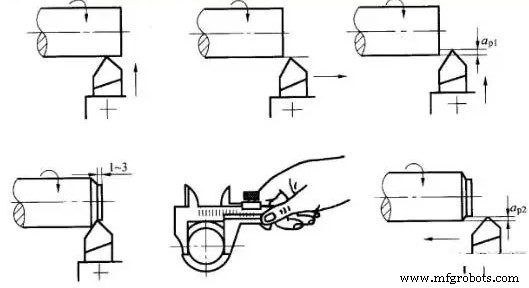
(1) Método de corte experimental
Ou seja, primeiro tente cortar uma pequena parte da superfície usinada, meça o tamanho obtido pelo corte de teste, ajuste a posição da aresta de corte da ferramenta em relação à peça de trabalho de acordo com os requisitos de processamento, depois experimente o corte e então meça, após dois ou três cortes e medições de teste, quando a máquina é processada.
O método de corte de teste é repetido até que a precisão dimensional necessária seja alcançada por meio de “corte de teste-medição-ajuste-repetição-corte”. Por exemplo, o processamento de mandrilamento de teste do sistema de furo de caixa.
A precisão alcançada pelo método de corte de teste pode ser muito alta, não requer dispositivos complicados, mas esse método é demorado (requer vários ajustes, corte de teste, medição, cálculo), baixa eficiência e depende do nível técnico de trabalhadores e a precisão dos instrumentos de medição, a qualidade é instável, por isso é usado apenas para produção de pequenos lotes de peça única.
Como um tipo de método de corte de teste – correspondência, é baseado na peça de trabalho processada, no processamento de outra peça de trabalho correspondente ou em um método de combinação de duas (ou mais) peças de trabalho para processamento. Os requisitos para o tamanho final processado no processo de correspondência são baseados nos requisitos de correspondência com as peças processadas.
(2) Método de ajuste
As posições relativas exatas das máquinas-ferramentas, acessórios, ferramentas e peças de trabalho são ajustadas antecipadamente com amostras ou peças padrão para garantir a precisão dimensional da peça de trabalho. Como o tamanho é ajustado antecipadamente, durante o processamento, não há necessidade de tentar cortar, o tamanho é obtido automaticamente e permanece inalterado durante o processamento de um lote de peças, este é o método de ajuste. Por exemplo, ao usar um acessório de fresadora, a posição da ferramenta é determinada pelo bloco de ajuste da ferramenta. A essência do método de ajuste é usar o dispositivo de alcance fixo ou o dispositivo de ajuste de ferramenta na máquina-ferramenta ou o porta-ferramenta pré-ajustado para fazer a ferramenta atingir uma certa precisão de posição em relação à máquina-ferramenta ou acessório e, em seguida, processar um lote de peças.
Alimentar a ferramenta na máquina-ferramenta de acordo com o mostrador e depois cortar também é um tipo de método de ajuste. Este método precisa primeiro determinar a escala no mostrador de acordo com o método de corte de teste. Na produção em massa, os dispositivos de configuração de ferramentas, como paradas de faixa fixa, amostras e modelos, são frequentemente usados para ajustar.
O método de ajuste tem melhor precisão e estabilidade de usinagem do que o método de corte experimental e tem maior produtividade. Não requer altos operadores de máquinas-ferramenta, mas tem altos requisitos para trabalhadores de ajuste de máquinas-ferramenta. É frequentemente usado na produção em lote e na produção em massa.
(3) Método de dimensionamento
O método de usar o tamanho correspondente da ferramenta para garantir o tamanho da peça a ser usinada é chamado de método de dimensionamento. É processado com uma ferramenta de tamanho padrão e o tamanho da superfície usinada é determinado pelo tamanho da ferramenta. Ou seja, uma ferramenta com uma certa precisão dimensional (como um alargador, uma broca de alargamento, uma broca, etc.) é usada para garantir a precisão da peça usinada (como um furo) da peça de trabalho.
O método de dimensionamento é fácil de operar, tem alta produtividade e precisão de usinagem relativamente estável. Não tem quase nada a ver com o nível técnico dos trabalhadores, e tem alta produtividade. É amplamente utilizado em vários tipos de produção. Tais como perfuração, alargamento, etc.
(4) Método de medição ativo
No processo de processamento, medindo o tamanho do processamento durante o processamento e comparando os resultados medidos com o tamanho exigido pelo projeto, ou faça a máquina-ferramenta continuar a funcionar ou parar a máquina-ferramenta, este é o método de medição ativo.
Atualmente, os valores na medição ativa podem ser exibidos digitalmente. O método de medição ativo adiciona o dispositivo de medição ao sistema de processo (ou seja, a unidade da máquina-ferramenta, a ferramenta, o acessório e a peça), que se torna seu quinto fator.
O método de medição ativo tem qualidade estável e alta produtividade, que é a direção do desenvolvimento.
(5) Método de controle automático
Este método é composto por dispositivo de medição, dispositivo de alimentação e sistema de controle. É um sistema de processamento automático composto por dispositivo de medição, alimentação e sistema de controle, sendo que o processo de processamento é concluído automaticamente pelo sistema.
Uma série de tarefas, como medição de dimensão, ajuste de compensação de ferramenta, corte e estacionamento de máquinas-ferramenta, são concluídas automaticamente para atingir automaticamente a precisão dimensional necessária. Por exemplo, ao usinar em uma máquina-ferramenta CNC, as peças controlam a sequência de usinagem e a precisão da usinagem por meio de várias instruções do programa.
Métodos para obter precisão de forma
1) Método de trajetória
Este método de processamento utiliza a trajetória do movimento da ponta da ferramenta para formar a forma da superfície usinada. Torneamento, fresamento, aplainamento e retificação comuns pertencem ao método de trajetória da ponta da ferramenta. A precisão da forma obtida com este método depende principalmente da precisão do movimento de conformação.
2) Método de formação
A forma da superfície usinada é obtida usando a geometria da ferramenta de conformação para substituir alguns dos movimentos de conformação da máquina-ferramenta. Tal como torneamento, fresamento, retificação, etc. A precisão da forma obtida pelo método de conformação depende principalmente da forma da aresta de corte.
3) Método de expansão
A forma da superfície usinada é obtida usando a superfície do envelope formada pelo movimento gerador da ferramenta e da peça de trabalho, como fresagem de engrenagens, modelagem de engrenagens, retificação de engrenagens, recartilhamento, etc. A precisão da forma obtida por este método depende principalmente a precisão da forma da lâmina e a precisão do movimento gerador.
Como obter precisão de posição
Na usinagem, a precisão da posição da superfície usinada em relação a outras superfícies é determinada principalmente pela fixação da peça de trabalho.
1) Procure diretamente o clipe formal
Este método é um método de fixação no qual a posição da peça de trabalho é localizada diretamente na máquina-ferramenta com um relógio comparador, um disco de riscagem ou uma inspeção visual.
2) Marque a linha para encontrar o grampo correto
Este método é primeiro desenhar a linha central, a linha de simetria e a linha de processamento de cada superfície a ser usinada na peça de acordo com o desenho da peça, depois instalar a peça na máquina-ferramenta e alinhar a posição de fixação da peça na máquina ferramenta de acordo com a linha desenhada.
Este método de fixação tem baixa produtividade, baixa precisão e alto nível técnico dos trabalhadores. Geralmente é usado para processar peças complexas e pesadas na produção de pequenos lotes de peça única, ou quando a tolerância dimensional do blank é grande e não pode ser fixada diretamente com um acessório.
3) Grampo com um gabarito
O acessório é especialmente projetado de acordo com os requisitos do processo a ser processado. Os elementos de posicionamento no dispositivo de fixação podem ocupar rapidamente a posição correta da peça de trabalho em relação à máquina-ferramenta e à ferramenta, e a precisão de fixação e posicionamento da peça de trabalho pode ser garantida sem alinhamento. A precisão de posicionamento é alta, mas precisa projetar e fabricar acessórios especiais, amplamente utilizados na produção em lote e em massa.
Polimento Eletropolimento VS Polimento Mecânico
Como entender corretamente a vida útil da ferramenta de usinagem CNC?
Processo de manufatura
- Deflexão da ferramenta em usinagem CNC
- Como projetar peças para usinagem CNC
- Usinagem CNC para Cerâmica
- Como a usinagem CNC pode melhorar a precisão da usinagem da peça?
- 5 aplicações comuns para usinagem CNC de plástico
- Dicas e truques de usinagem CNC
- Métodos Comuns para Obter Precisão de Peças na Usinagem
- Soluções para problemas comuns no processamento do centro de usinagem CNC
- Métodos comuns para obter a precisão da peça de trabalho na usinagem (2)
- Identificando Defeitos Comuns de Usinagem CNC e Medidas de Controle