Manufaturação industrial
Máquina cnc

Igual ao início do ciclo. NC Start é usado para iniciar a execução do programa selecionado. É usado para iniciar a execução de blocos NC no buffer MDI. Veja o botão verde na parte inferior, Controlador SIEMENS SINUMERIK 808D

Use chaves Allen de tamanho adequado Sempre use chaves Allen de tamanho adequado para abrir um parafuso, caso contrário, a cabeça do parafuso pode ser danificada e, nesse caso, você terá que usar mais tempo e esforço para abrir o parafuso de cabeça danificada.

RESET após a edição do programa no Fanuc TC Os mecânicos CNC devem sempre se lembrar de pressionar o botão RESET antes de pressionar CYCLE START em máquinas cnc com controle FANUC TC cnc (por exemplo, Gildemeister NEF 560), caso façam alterações em seu programa de peça cnc.

Milltronics Centurion 7 Listagem completa das funções preparatórias do Milltronics Centurion 7 (CÓDIGOS G). As funções preparatórias do Milltronics Centurion 7 (CÓDIGOS G) são usadas se o operador cnc estiver programando o Centurion 6/7 no modo texto ou no modo MDI. Eles também são gerados a part

Código G Milltronics para mecânicos CNC que trabalham em tornos CNC com controles CNC Milltronics. Você pode ler os códigos G para o controle CNC Milltronics Centurion 7 Lista de códigos G do Milltronics Centurion 7 Controle CNC Milltronics Código G Milltronics para tornos Código G Função G00

Lista completa de códigos Milltronics M para mecânicos CNC que trabalham em tornos CNC com controle CNC Milltronics. Códigos Milltronics M para tornos Códigos Milltronics M para tornos Código M Função M00 Parada do programa M01 Parada opcional M02 Fim do Programa M30 Fim do Programa / Spindl

Lista completa de códigos G da Milltronics para maquinistas CNC que trabalham em fresadora CNC com controle CNC da Milltronics. Você pode gostar Código G Milltronics para tornos Códigos Milltronics M para tornos Lista de códigos do Milltronics Centurion 7 G Códigos Milltronics G para centros

Códigos M Milltronics completos para centros de usinagem Milltronics. Para Código M do Torno Milltronics, leia Códigos M do Milltronics para Tornos Códigos Milltronics M para centros de usinagem Códigos Milltronics M para centros de usinagem Código M Função M00 Parada do programa M01 Parada
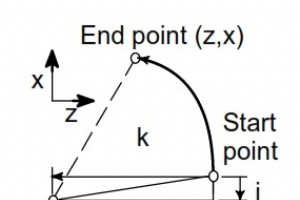
Interpolação Circular de Fanuc Os comandos Fanuc de Interpolação Circular (Códigos G02, G03 G) são usados para mover uma ferramenta ao longo de um arco circular.G02 – Interpolação circular no sentido horário.G03 – Interpolação circular no sentido anti-horário. Como programar a interpolação circu

Os mecânicos CNC que trabalham em máquinas CNC com controles Mitsubishi CNC (MITSUBISHI CNC 700/70 Series) podem baixar gratuitamente Manuais para controles Mitsubishi CNC. Controle CNC Mitsubishi Série M70 Manuais CNC da Mitsubishi Baixe os Manuais CNC da Mitsubishi no site da Mitsubishi. Ba

Lista completa de códigos G CNC da Mitsubishi para maquinistas CNC que trabalham em centros de usinagem CNC com controles CNC Mitsubishi (Série 700/70). Manuais CNC da Mitsubishi Os operadores CNC podem baixar gratuitamente os Manuais CNC da Mitsubishi paraManual de Programação da Série Mitsubishi

Códigos Mitsubishi G para tornos CNC com controles Mitsubishi CNC (Série Mitsubishi 700/70). Os códigos G da Mitsubishi para centros de usinagem estão listados aqui Códigos G da Mitsubishi CNC - Centros de usinagem série 700/70 Manuais Mitsubishi Os operadores CNC podem baixar gratuitamente os M

Códigos Fanuc M para centros de usinagem Fadal com controles CNC FANUC Series 18i–MB5. Centro de Usinagem Fadal Códigos Fanuc M M00 Parada do programa M01 Parada opcional do programa M02 Fim do programa M30 Fim do Programa M98 Chamada de subprograma M99 Fim do subprograma M03 Início do fus

Lista de códigos de alarme Fanuc Códigos de alarme Fanuc para máquinas CNC. Controles Fanuc Esses alarmes fanuc são válidos para os seguintes controles fanuc cnc 0i Modelo A 0i/0iMate Modelo B 16/18 Modelo PB 16/18 Modelo C 16i/18i Modelo A 16i/18i Modelo B 16iL Modelo A 20i 21 Modelo B 21i Mod

Códigos de Alarme Haas (Códigos de Erro) para Operadores CNC. Códigos de Alarme Haas Códigos de Alarme Haas 101 – COM. FALHA COM MOCON/FALHA DE MEMÓRIA MOCON 102 – SERVOS DESLIGADOS 103 – ERRO DO SERVO X MUITO GRANDE 104 – ERRO DO SERVO Y MUITO GRANDE 105 – ERRO DO SERVO Z MUITO GRANDE 106 – UM
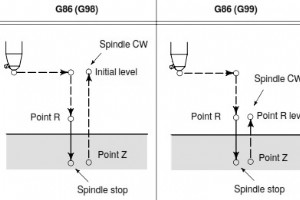
Ciclo de Perfuração G86 O ciclo de mandrilamento Fanuc G86 é usado para mandrilar o(s) furo(s).A ferramenta se desloca até o fundo do furo com avanço e, em seguida, retrai para fora do furo em velocidade de avanço rápido. Formato do ciclo de mandrilamento G86 G86 X Y Z R F K Parâmetros X Y – Dad

Lista completa de códigos G para Tormach Duality Lathe. Tornach PCNC Duality Torno O torno Duality é montado na base Tormach PCNC 1100, transformando sua fresadora CNC em um torno CNC leve para prototipagem e pequenos projetos de torneamento. Tormach PCNC Duality Tormach Códigos G do torno Tor

Códigos Tormach M, esses códigos m funcionam no seguinte Tormach PCNC Tormach PCNC 1100 Tormach PCNC 770 Tornach PCNC Duality Tormach Tormach PCNC 1100 Códigos Tormach M Código M Significado M0 Parada do programa M1 Parada opcional do programa M2 Fim do programa M3 Girar o eixo no sentido

Tormach G04 Dwell O comando Tormach G04 Dwell manterá os eixos imóveis pelo período de tempo em segundos especificado pelo P G04 Dwell Formato G04 Dwell G-Code G04 P Exemplo de permanência do Tormach G04 Permaneça por meio segundo G04 P0.5 Nota Tormach G04 Dwell P value não pode ser definido

Lista completa de códigos Siemens Sinumerik 808D G para CNC Machinists/CNC Programmers que trabalham no modo de dialeto ISO. Maquinistas CNC podem gostar Manuais do Siemens Sinumerik 808D Faça o download gratuito do SINUMERIK 808D no PC (Software de treinamento Sinumerik 808D) Visão geral do fre
Máquina cnc