Manufaturação industrial
Máquina cnc

Lista completa de códigos de alarme Yasnac MX1. Controle CNC Yasnac MX1 Códigos de alarme Yasnac MX1 0 DESLIGAR 1 ZR NÃO PRONTO (X) 2 ZR NÃO PRONTO (Y) 3 ZR NÃO PRONTO (Z) 4 ZR NÃO PRONTO (4) 5 ZR NÃO PRONTO (5) 10º ERRO 11 ERRO DE TV 12 OVERFLOW (128CH) 13 ERRO DE PROG (SEM ENDEREÇO) 14 ERRO D

Lista completa de códigos de alarme Yasnac MX2. Controle CNC Yasnac MX2 Códigos de alarme Yasnac MX2 0 DESLIGAR 1 ZR NÃO PRONTO (X) 2 ZR NÃO PRONTO (Y) 3 ZR NÃO PRONTO (Z) 4 ZR NÃO PRONTO (4) 5 ZR NÃO PRONTO (5) 10º ERRO 11 ERRO DE TV 12 OVERFLOW (128 CH) 13 ERRO DE PROG (SEM ENDEREÇO) 14 ERRO

Lista completa de códigos de alarme Yasnac MX3. Controle CNC Yasnac MX3 Códigos de alarme Yasnac MX3 1 ZR NÃO PRONTO (X) 2 ZR NÃO PRONTO (Y) 3 ZR NÃO PRONTO (Z) 4 ZR NÃO PRONTO (4) 5 ZR NÃO PRONTO (5) 10º ERRO 11 ERRO DE TV 12 OVERFLOW (128 CH) 13 ERRO DE PROG (SEM ENDEREÇO) 14 ERRO PROG (“-,””
Exemplo de programação do Siemens Sinumerik 810 para mostrar como os maquinistas CNC podem usinar o raio de canto. O controle Sinumerik 810 CNC usa U+ para raio (veja o exemplo abaixo). milímetros. Para configuração de correção de ferramenta no Sinumerik 810, leia Configuração de compensação de

802C é um controle Siemens Sinumerik de baixo custo. 3 eixos e fuso. A interface com os servos é analógica. RS232C para transferência de arquivos. A China é o mercado OEM alvo e a comunidade de usuários. Siemens Sinumerik 802C Manuais Sinumerik 802C / 802S /802D Os operadores CNC podem baixar

Igual ao Siemens Sinumerik 802C, mas com interface para drives de passo Siemens Sinumerik 802S Manuais Sinumerik 802C / 802S /802D Os operadores CNC podem baixar gratuitamente os manuais de operação de programação Siemens Sinumerik 802C/802S/802D no site da Siemens, Sinumerik 802C/802S/802D Man
DIN significa “Deutsches Institut für Normung”, que significa “Instituto Alemão de Normalização”. Padrões DIN relacionados a CNC DIN 66025-1 Comando numérico de máquinas, formato; requisitos gerais DIN 66025-2 Automação industrial; controle numérico de máquinas; formato, funções preparatórias e

Lista completa de códigos de alarme Yaskawa Yasnac 3000G. Yaskawa Yasnac 3000G Códigos de alarme Yasnac 3000G 11 AUMENTO EXCESSIVO DE TEMPERATURA NO PAINEL 12 ERRO DE PARIDADE HORIZONTAL DE FITA/MEMÓRIA 13 ERRO DE PARIDADE VERTICAL DA FITA 14 ERRO DE FORMATO 15 ERRO DE DADOS 16 ERRO DE DESLOCAM
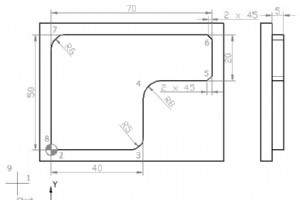
Exemplo de programação da fresadora CNC Siemens Sinumerik 810 que mostra como os maquinistas CNC podem usinar/programar Raio e Chanfro. Programação de raio/chanfro do Sinumerik 810 Valores U+ são usados para programação de Raio.Valores U- são usados para programação de Chanfro. Exemplo de pro
Quando a tecla Reset é pressionada, a execução do programa de peça é interrompida e a execução do programa retorna ao início do programa.O programa não será reiniciado sem que a tecla NC Start seja pressionada.
Siemens Sinumerik REPOSition significa reposicionar. REPOSition é um modo de operação do controle numérico. Se uma ferramenta quebra ou, por qualquer motivo, o operador deve interromper a execução do programa e o trabalho fora do contorno, a ferramenta pode ser devolvida ao contorno no modo REPOSiti
Siemens Sinumerik Fim do marcador de sub-rotina. Ao contrário de M17, M02 e M30, RET permite especificar o destino da devolução.
Abreviatura FANUC para Fuji Automatic Numerical Control . Relacionado: Como os controles CNC Fanuc Fresamento Torneamento Retificação são nomeadosAprenda a Programação Fanuc

Lista completa de códigos de alarme Yaskawa Yasnac LX1. Controle CNC Yasnac LX1 Códigos de alarme Yasnac LX1 1 ZR NÃO PRONTO (X) 2 ZR NÃO PRONTO (Z) 5 RESET UNREADY (APÓS A EDIÇÃO) 10º ERRO 11 ERRO DE TV 12 OVERFLOW (128 CH) 13 ERRO DE PROG (SEM ENDEREÇO) 14 PROG ERROR (” -, ” ” .”) 15 PROG ERR

Lista completa de códigos de alarme Yaskawa Yasnac LX2. Controle CNC Yasnac LX2 Códigos de alarme Yasnac LX2 1 ZR NÃO PRONTO (X) 2 ZR NÃO PRONTO (Z) 5 RESET UNREADY (APÓS A EDIÇÃO) 10º ERRO 11 ERRO DE TV 12 OVERFLOW (128 CH) 13 ERRO DE PROG (SEM ENDEREÇO) 14 ERRO DE PROG (” – ,” ” . “) 15 PROG

Lista completa de códigos de alarme Yaskawa Yasnac LX3. Controle CNC Yasnac LX3 Códigos de alarme Yasnac LX3 1 ZR NÃO PRONTO (X) 2 ZR NÃO PRONTO (Z) 5 RESET UNREADY (APÓS A EDIÇÃO) 10º ERRO 11 ERRO DE TV 12 OVERFLOW (128 CH) 13 ERRO DE PROG (SEM ENDEREÇO) 14 ERRO DE PROG. (“-,””.”) 15 PROG ERRO
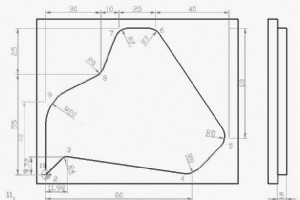
Esta é uma série de artigos para maquinistas/programadores cnc para explicar os conceitos e métodos de programação de interpolação circular.Sem dúvida, todos os componentes na oficina de usinagem cnc têm algum tipo de arco, raio, círculo. uma obrigação para aprender a programar esses arcos, raios, c

Lista completa de códigos de alarme Fanuc 21. (Fanuc 21 Modelo B) Controle CNC Fanuc Série 21-T Códigos de alarme Fanuc 21 0 POR FAVOR, DESLIGUE A ENERGIA 1º ALARME DE PARIDADE 2 ALARME DE PARIDADE DE TV 3 DÍGITOS A MAIS 4 ENDEREÇO NÃO ENCONTRADO 5 SEM DADOS APÓS O ENDEREÇO 6 USO ILEGAL DE SI
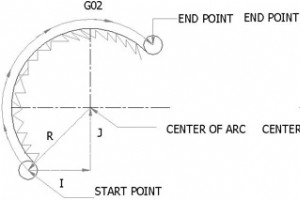
2ª parte da série Conceitos e Programação de Interpolação Circular, este artigo explica as informações necessárias para programar/usinar a interpolação circular em uma máquina CNC e como os mecânicos CNC podem programar a interpolação circular com o R (raio). Leia outras partes deste artigo Conc

O mesmo que NC Start. CYCLE START é usado para iniciar a execução do programa selecionado. É usado para iniciar a execução de blocos NC no buffer MDI. Veja o botão verde na parte inferior, Controlador SIEMENS SINUMERIK 808D
Máquina cnc