


Quando um torno-fresador CNC não gira
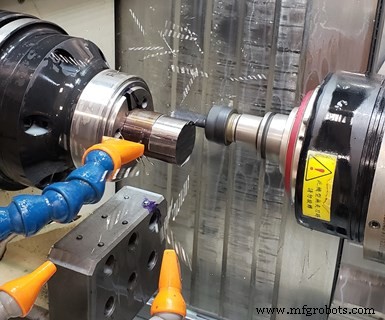
A segunda fresadora de eixo B MoManTech adquirido atualmente não realiza nenhum trabalho de torneamento, produzindo uma gama de componentes médicos complexos e prismáticos a partir de barstock. (Todas as fotos são cortesia de MoManTech.)
Visitei várias empresas de usinagem muito avançadas que estão localizadas no meio do nada. Devido às restrições de viagem do coronavírus, não consegui visitar a MoManTech - a oficina de máquinas de precisão descrita nesta história - localizada em Sheridan, Montana. Mas, “no meio do nada” é precisamente como o proprietário Kirt Johnston descreve a localidade de sua empresa.
Foi preciso um salto de fé para ele e sua família chegarem lá. Originalmente de Indiana, ele progrediu na hierarquia de gerenciamento de um fabricante de dispositivos médicos em Varsóvia. Em 2003, aos 31 anos, ele estava planejando a compra da empresa. Seus planos mudaram quando ele desembarcou no hospital como resultado do estresse relacionado ao trabalho.

Kirt Johnston aumentou as apostas em Indiana para se mudar sua família para Montana, onde comprou uma pequena oficina mecânica. Ele prontamente adicionou 4.000 pés quadrados de espaço ao edifício, bem como uma gama diversificada de equipamentos CNC mais avançados.
Por acaso, ele soube de uma pequena oficina mecânica em uma cidade de Montana, com 700 habitantes, à venda por um proprietário que tinha seus próprios problemas de saúde e estava pensando em se aposentar. Aquela loja de 1.800 pés quadrados tinha apenas algumas fresas de joelho e três tornos de motor. Mas ficava em três acres de terra com vistas matadoras. Para encurtar a história, ele comprou aquela loja e se mudou com a família para lá, deixando para trás a segurança do emprego existente para os desconhecidos que essa nova experiência apresentaria.
E quando digo que ele mudou a família para lá , ele fez de fato. Por alguns anos, sua esposa e parceira de negócios, Michelle, e dois filhos – com idades entre 2 e 5 anos na época – moraram em um apartamento de 800 pés quadrados anexo à loja.
A situação é muito diferente agora. Depois de se mudar para lá em julho de 2004, Johnston expandiu a fábrica em 4.000 pés quadrados e começou a adicionar funcionários e equipamentos CNC mais avançados, como fresadoras, centro de torneamento, tornos tipo suíço, unidade de eletroerosão a fio e tornos-fresas de eixo B.
A primeira fresadora de eixo B da MoManTech, comprada em 2012, permitiu que a oficina realizasse trabalhos médicos mais complexos. O segundo também o fez. Este último é um torno-fresador QuickTech de 9 eixos S42ATM com subfuso da Absolute Machine Tools, que foi instalada em julho passado. Talvez o mais interessante desta máquina, que pode realizar tanto trabalhos de torneamento quanto de fresamento, seja o fato de ser usada exclusivamente para fresamento. “Nunca instalei uma ferramenta de torneamento nele”, diz Johnston. Usar esta máquina desta forma permitiu que a oficina realizasse trocas mais rápidas para os 100 números de peças diferentes em duas famílias de peças que percorrem a máquina, deixando a opção aberta para trabalho prismático adicional usinado a partir de barra, caso esse trabalho se apresente.
Não há como voltar atrás
Com certificação ISO 13485, a MoManTech é especializada em dispositivos cirúrgicos para coluna, trauma, grandes articulações e aplicações dentárias, bem como implantes. Sua gama de recursos permite que seja um balcão único virtual para as necessidades de seus clientes médicos. Além de suas diversas capacidades de usinagem, a oficina possui processos secundários internos, como gravação/marcação a laser, limpeza ultrassônica e passivação cítrica. A MoManTech também possui impressoras 3D de plástico e metal que usa principalmente para criar acessórios usados na loja (veja a barra lateral abaixo).

A MoManTech fabrica uma variedade de componentes para dispositivos médicos e implantes.
O QuickTech S42ATM foi sua mais recente compra de equipamentos de capital. Johnston cita preço e tamanho compacto como grandes razões para a escolha deste modelo. Mas, ele também aprecia que ele tenha um subfuso de eixo C completo em vez de um dispositivo de fixação da peça de trabalho para trabalho em retrocesso. O movimento do subfuso de três eixos também contribui para o tamanho pequeno da máquina, pois ela pode se mover no eixo X acima e abaixo da linha central da peça para fornecer ao fuso de fresagem do eixo B um melhor acesso à peça. O eixo B tem um motor de 10.000 rpm, 3 hp e faixa de trabalho de 190° (±95° da vertical).
A máquina tem uma capacidade de barra de 30 mm. Em vez de usar um alimentador de barras, um extrator de barras é usado para trazer material serrado em comprimentos de três pés para a zona de trabalho. Isso reduz ainda mais a quantidade de espaço que a máquina requer.

Em vez de ter um dispositivo de fixação de peças para backworking , este torno-fresadora possui um subfuso completo do eixo C.
Tanto o fuso principal quanto o subspindle têm motores de acionamento direto de 6.000 rpm e 5 hp. Eles são sincronizados para permitir a transferência precisa de peças para operações de backworking. O trocador automático de ferramentas (ATC) possui 24 estações para aceitar porta-ferramentas HSK-40T.
Atualmente, a MoManTech executa duas famílias de peças nesta máquina. Um é uma família de implantes de titânio e o outro é para dispositivos médicos de aço inoxidável. Todas as peças requerem usinagem de cinco eixos (posicionamento, não contorno completo), bem como trabalho em retrocesso. Os tamanhos de lote típicos variam de 5 a 25. A produção de peças prismáticas a partir de barra cilíndrica facilita as configurações, em comparação com um moinho convencional que pode exigir fixações especiais.

Para minimizar o espaço físico, este eixo B tornearia não possui alimentador de barras. Em vez disso, o barstock é serrado em comprimentos de 3 pés e puxado para a zona de trabalho.
Johnston aproveita a capacidade do ATC de manter muitas ferramentas padrão usadas para a maioria dos trabalhos instalados. Dessa forma, nenhum toque é necessário para essas ferramentas comumente usadas, reduzindo assim o tempo de troca para um novo trabalho. As trocas geralmente exigem apenas um toque no final da barra para definir o local de trabalho e quaisquer novas ferramentas adicionadas para o novo trabalho. A Absolute Machine Tools também criou macros personalizadas para transferir os deslocamentos de trabalho do fuso principal para o subfuso. Dessa forma, um toque de ferramenta só é necessário no fuso principal.

As macros personalizadas permitem deslocamentos de trabalho do fuso principal para ser aplicado ao subspindle. Portanto, o toque da ferramenta só é necessário no fuso principal.
A usinagem eficaz de peças prismáticas a partir de barstock requer reflexão sobre como uma peça em bloco será “orientada” dentro do volume de barstock cilíndrico. A Johnston tenta realizar a maior parte da usinagem no lado do fuso, deixando para trás um recurso que é fácil para o subfuso segurar para trabalhar em retrocesso. Isso pode exigir apenas a usinagem de bolsos nas garras do subspindle, em vez de garras personalizadas. A maioria das peças é usinada completa e as peças são ejetadas do fuso para um dispositivo de coleta.
Mais trabalho no horizonte (Big Sky)?
Quando falei com Johnston no início de maio, ele disse que seus negócios não foram impactados negativamente pela pandemia do COVID-19. Curiosamente, ele realmente ofereceu uma oportunidade para adicionar funcionários. Ele contratou pessoas – uma em período integral e duas em meio período da faculdade – que perderam seus empregos de verão. Além disso, à medida que as cirurgias eletivas são retomadas, é possível que a loja veja mais trabalhos relacionados a esses procedimentos. Isso pode levar a compras adicionais de máquinas no futuro. E, quem sabe, talvez essa nova tornearia realmente execute trabalhos que exigem torneamento.
Impressão 3D em uma oficina mecânica
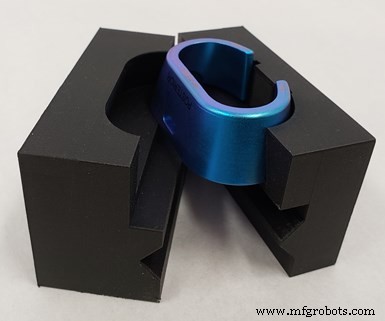
Este acessório de plástico reforçado com fibra de vidro MoManTech impresso é usado para segurar uma peça usinada por swarf de cinco eixos.
A MoManTech possui duas impressoras 3D da Markforged, uma unidade que imprime plástico e outra que imprime metal. Essas impressoras usam o processo de fabricação de filamentos fundidos (FFF). Para impressão em plástico, a impressora aquece o material termoplástico próximo ao seu ponto de fusão e o expulsa de um bico. O bocal é movido nas direções X e Y em uma placa de construção para criar uma peça camada por camada. O material base Onyx da Markforged - nylon misturado com fibra de carbono picada - é 1,4x mais forte que o ABS. Além disso, a oficina pode adicionar camadas de fibra de vidro, Kevlar ou fibra de carbono para obter propriedades mais fortes, dependendo da aplicação. Também é possível adicionar insertos com rosca metálica. Para fazer isso, o trabalho de impressão é interrompido no momento apropriado, a inserção é adicionada e a impressão continua, encapsulando a inserção no objeto. A loja geralmente usa esta impressora para criar dispositivos de fixação de plástico. Quase todos os acessórios usados na máquina de marcação a laser da MoManTech são impressos em 3D a partir de material Onyx.
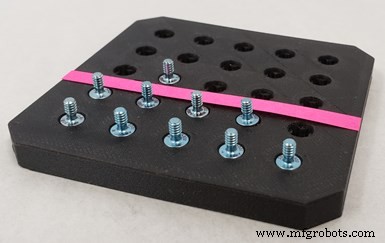
Este dispositivo plástico impresso para o laser da loja marcador inclui chaves para garantir a orientação adequada da peça.
A unidade Metal X é usada para imprimir fixações rígidas personalizadas em aço inoxidável 17-4 para segurar peças complexas em fresadoras. Johnston diz que a impressão de acessórios rígidos é útil, pois ele não precisa levar uma pessoa de um centro de usinagem de produção para os acessórios da máquina. O acessório pode ser projetado e impresso (durante a noite, se necessário) para que possa ser usado no dia seguinte. E, dada a geometria complexa de algumas peças que esses acessórios precisam segurar, usinar um acessório pode ser um desafio, se não impossível, observa Johnston.
Esta impressora usa dois carretéis de material:um tem pó de metal e um agente ligante dentro de um invólucro de plástico. O segundo é o pó cerâmico envolto em plástico. As bobinas são alimentadas através de um bloco aquecedor, aquecendo o plástico até o ponto de fusão e alimentando-o através de um bico de extrusão. A unidade primeiro estabelece camadas do material cerâmico, que é usado para liberação parcial de folhas de impressão descartáveis mantidas no lugar na base da unidade por vácuo. O material cerâmico também é usado para criar estruturas de suporte para o metal, quando necessário. Após a impressão usando o carretel de aço inoxidável, as peças são então sinterizadas, fundindo o pó metálico em metal sólido.
Equipamento industrial
- t para saber quando comprar uma máquina CNC usada
- O que considerar ao comprar uma máquina CNC usada
- Quando Vender Sua Máquina CNC
- Tornos CNC de aprendizagem melhoram a produtividade da oficina
- Linha de máquina alivia gargalos do fluxo de trabalho
- Tornos CNC ajudam a expandir negócios e reduzir custos
- Uma introdução à máquina de torno CNC
- Qualidades a serem consideradas ao selecionar uma oficina de máquinas CNC de precisão
- Equipamentos para oficinas mecânicas
- Escolhendo uma oficina mecânica CNC