


Tecnologias de Deposição de Camada Atômica Avançada para Micro-LEDs e VCSELs
Resumo
Nos últimos anos, os requisitos de processo dos nanodispositivos levaram à redução gradual da escala dos dispositivos semicondutores e, consequentemente, aos defeitos não desprezíveis das paredes laterais causados pelo ataque químico. Uma vez que a deposição de vapor químico intensificada por plasma não pode mais fornecer cobertura de etapa suficiente, as características da tecnologia ALD de deposição de camada atômica são usadas para resolver este problema. ALD utiliza interações autolimitadas entre o gás precursor e a superfície do substrato. Quando o gás reativo forma uma única camada de produto químico adsorvido na superfície do substrato, nenhuma reação ocorre entre eles e a espessura de crescimento pode ser controlada. No nível Å, pode fornecer uma boa cobertura de degraus. Neste estudo, uma pesquisa recente sobre a passivação de ALD em diodos emissores de micro-luz e lasers emissores de superfície de cavidade vertical foi revisada e comparada. Vários métodos de passivação demonstraram levar a uma maior eficiência de luz, menor vazamento e maior confiabilidade.
Introdução
O desenvolvimento da tecnologia de deposição de camada atômica (ALD) começou na década de 1970. Em 1977, o Dr. Tuomo Suntola, da Finlândia, solicitou formalmente a primeira patente para a tecnologia ALD [1]. Entre 1983 e 1998, a tecnologia ALD foi aplicada à produção de displays eletrônicos no Aeroporto de Helsinque, na Finlândia. No final da década de 1990, devido à introdução do processo ALD na indústria de semicondutores, consideráveis fundos de pesquisa e desenvolvimento e mão de obra foram investidos, o que contribuiu significativamente para o rápido crescimento da tecnologia de processo ALD. Em 2007, a Intel usou a tecnologia de processo ALD para cultivar um dióxido de háfnio (HfO 2 ) camada de passivação de porta, que foi aplicada a um transistor de efeito de meio campo de óxido metálico em um microprocessador de 45 nm, consolidando ainda mais a importância da tecnologia de processo ALD na indústria de semicondutores [2].
ALD é baseado em reações químicas de superfície [3] e é caracterizado por excelente precisão de espessura de nível atômico, grande uniformidade de alta área e conformidade do filme na estrutura com uma alta proporção de aspecto. Ao contrário da deposição de vapor químico tradicional (CVD) ou deposição de vapor físico (PVD), como mostrado na Fig. 1, o processo ALD geralmente usa dois precursores químicos diferentes. Estes são passados para a câmara de reação em momentos diferentes para formar duas reações de meio-ciclo, e todas as reações químicas são confinadas à superfície por quimissorção. Essas duas reações de meio-ciclo, que constituem um ciclo ALD que facilita a deposição de um filme de monocamada, podem ser repetidas camada por camada para fazer crescer o filme. Essas reações químicas de superfície ocorrem sob as condições de uma reação autolimitada, que é a janela do processo ALD. O uso de duas reações de meio-ciclo para depositar o filme evita a presença simultânea de dois precursores químicos na câmara de reação, e um modo de deposição como CVD é formado, permitindo que a tecnologia ALD controle com precisão a espessura e uniformidade do filme [4, 5,6,7].
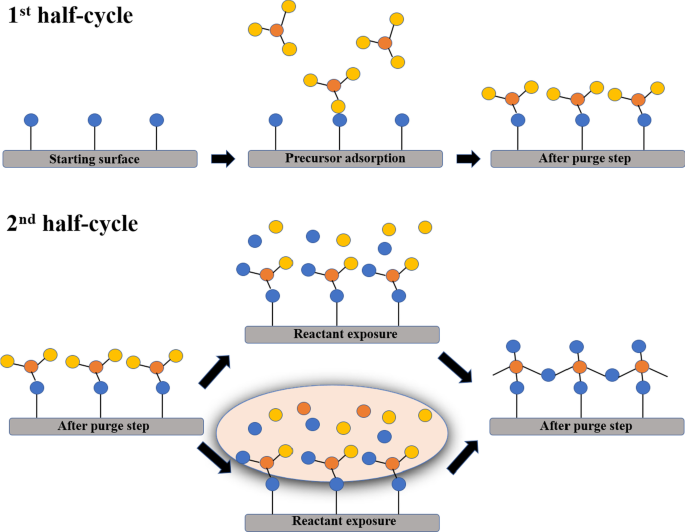
Representação esquemática de ALD assistida por plasma e térmica
A taxa de crescimento dos filmes ALD é expressa pelo crescimento por ciclo (GPC) [8, 9]. Em geral, o GPC varia em espessura de 0,05 a 0,1 nm. A escolha dos precursores químicos afeta a qualidade do filme, sua taxa de crescimento e o tempo necessário para o processo. O procedimento de deposição ALD consiste em quatro etapas sequenciais:pulso A, limpo A, pulso B e limpo B. O pulso A consiste em vapores precursores metálicos e o pulso B consiste em vapores precursores não metálicos. Gases inativos, como nitrogênio ou argônio e bombas de vácuo, são usados para limpar subprodutos de reação gasosa e moléculas de reagentes residuais do espaço de reação durante a limpeza A e a limpeza B. A sequência de deposição inclui pelo menos um ciclo de deposição. O ciclo de deposição é repetido até que a sequência de deposição produza um filme com a espessura desejada.
A reação autolimitada forma o núcleo de ALD [10,11,12,13]. Definir e ajustar os parâmetros do processo (como temperatura do processo, seleção do precursor químico, dosagem, etc.) para permitir que a reação química da superfície atinja a condição autolimitada é a primeira etapa no desenvolvimento do processo ALD. No caso de atender a janela do processo ALD, todas as reações químicas ocorrem na superfície, satisfazendo as condições autolimitadas. Portanto, se moléculas precursoras químicas suficientes são introduzidas em cada ciclo de ALD, a quantidade total de precursores químicos que participam da reação química de superfície depende do número de grupos reativos de superfície. Se a temperatura do processo for controlada em um nível onde as moléculas precursoras químicas não estão dentro da faixa de adsorção física e craqueamento térmico automático, uma camada atômica pode ser depositada uniformemente em todas as superfícies do substrato em cada ciclo ALD. Consequentemente, a tecnologia ALD tem excelente uniformidade e capacidade de conformação e pode reduzir a espessura do filme. A precisão do controle é um fator chave no nível atômico [14,15,16,17].
A aplicação mais importante de ALD é no campo de semicondutores [18,19,20,21,22], como a preparação de dielétricos de alto k, filmes finos de metal, filmes de barreira de cobre e camadas de parada de corrosão para campos de aletas transistores de efeito (FinFETs) [23,24,25,26,27,28], camadas de passivação de óxido e camadas anti-reflexão para LEDs e VCSELs. A cobertura muito uniforme e as características de filme de alta densidade do ALD o tornam adequado para dispositivos que são sensíveis à água e ao oxigênio. Portanto, ALD se tornou a melhor ferramenta de revestimento para camadas de proteção de dispositivos que requerem alta confiabilidade. A taxa de transmissão de vapor de água (WVTR) é um indicador importante para medir a resistência do filme à água e ao oxigênio, especialmente para telas de diodo orgânico emissor de luz (OLED), que são sensíveis ao vapor de água [29,30,31, 32,33,34,35,36,37]. Seu valor deve chegar a 10 −4 g / m 2 -dia ou menos. Para outros VCSELs de alta potência, dispositivos de potência e LEDs de última geração, seu WVTR precisa ser pelo menos inferior a 10 −3 g / m 2 -dia para garantir confiabilidade em ambientes hostis. Assim, esses dispositivos começaram a usar a passivação ALD para garantir sua estabilidade [38,39,40,41,42,43,44]. Além das aplicações mencionadas acima, fotovoltaicos [45,46,47], baterias de lítio [48,49,50], células de combustível e dispositivos de sistemas microeletromecânicos (MEMS) também usam muitos processos ALD [6, 51, 52,53]. Neste artigo, enfocamos os efeitos das tecnologias ALD no desempenho do dispositivo e analisamos o caso dos VCSELs. Além disso, este artigo fornece uma visão geral dos processos ALD para melhorar o desempenho dos VCSELs.
ALD Technologies para Micro-LEDs
O LED azul esverdeado é composto principalmente de materiais à base de InGaN. Devido à sua estrutura cristalina, é um material piezoelétrico. Ele tem um forte campo elétrico embutido, que afeta o comprimento de onda de emissão e a eficiência de recombinação de portadores da área ativa. Este fenômeno é denominado efeito Stark confinado quântico (QCSE), que é uma das principais razões para a eficiência luminosa dos LEDs [54]. Portanto, a equipe de pesquisa usou as características do QCSE por meio de uma nanoestrutura em forma de anel em um wafer epitaxial verde. A fabricação da estrutura libera o estresse na área ativa do LED para obter a modulação do comprimento de onda. Ele modula o comprimento de onda de emissão de verde para azul porque a nanoestrutura sacrifica parte da área luminosa e reduz a intensidade luminosa [55]. A Figura 2 mostra um esquema do micro-LED (μ-LED). À medida que o tamanho do μ-LED diminui, os defeitos da parede lateral têm um impacto maior no wafer, levando a uma diminuição na eficiência luminosa do chip [56,57,58]. A passivação em LEDs de micro tamanho é geralmente realizada usando deposição química de vapor aprimorada por plasma (PECVD), que usa precursores à base de hidrogênio para atingir taxas de deposição rápidas [30, 32]. ALD é o preferido para LEDs de tamanho micro. Em comparação com as camadas de passivação depositadas pelo PECVD, o ALD é capaz de depositar filmes dielétricos altamente compactos com espessura em escala nanométrica. ALD fornece uma abordagem promissora para a passivação de μ-LEDs, oferecendo filmes dielétricos compactos e densos, juntamente com melhor controle sobre a espessura do filme. Portanto, muitas equipes de pesquisa introduziram a tecnologia de proteção de passivação de película fina ALD para substituir o método PECVD tradicional. F. Koehler et al. relataram que o PECVD padrão pode depositar o filme a temperaturas moderadas (400 ° C), mas sofre fortes efeitos de carregamento. ALD tem a vantagem de boa conformalidade em baixas temperaturas. Além disso, ALD mostra uniformidade wafer-to-wafer superior e dentro do wafer [59,60,61]. Além disso, Milojevic [38] relatou que o aumento na corrente de fuga em μ-LEDs menores pode ser devido à qualidade dielétrica do PECVD. Esse aumento revelou que a passivação da parede lateral do PECVD era insuficiente para reduzir a corrente de fuga para LEDs μ com grande razão perímetro / área; Nakamura et al. investigaram os efeitos optoeletrônicos da passivação da parede lateral em Μicro-LEDs usando ALD e PECVD, e esses resultados também revelaram que ALD é mais benéfico para os aprimoramentos dos efeitos ópticos e elétricos [62]. A camada de proteção de passivação ALD tem alta densidade, cobertura de alto degrau, reparo eficaz de defeitos e outros recursos que evitam que os portadores sejam presos por defeitos na superfície do dispositivo. Assim, a intensidade luminosa do dispositivo aumenta muito, resultando em maior eficiência [44, 55, 60, 63,64,65,66,67].
Esquema de um μ-LED [67]
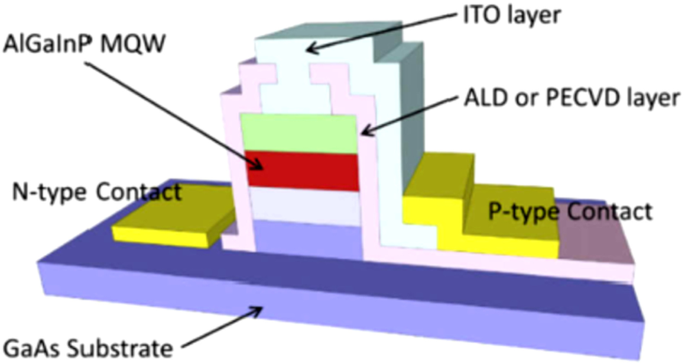
Considerando a influência da camada de proteção de passivação crescida por PECVD e ALD na corrente de fuga, a Fig. 3 mostra os diagramas de corrente de fuga do μ-LED vermelho após a proteção de passivação PECVD e ALD [66,67,68]. Observou-se que a corrente de fuga média do dispositivo com ALD é muito inferior à obtida com o PECVD. Além disso, a corrente de fuga aumenta uniformemente à medida que o tamanho do componente é reduzido devido ao aumento na razão superfície-volume dos pequenos dispositivos e caminho de fuga adicional sob polarização reversa.
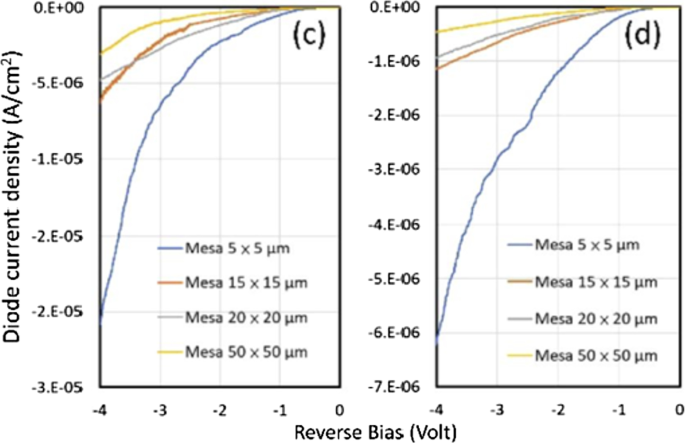
Curvas J-V de polarização reversa de a Amostras PECVD e b Amostras ALD [68]
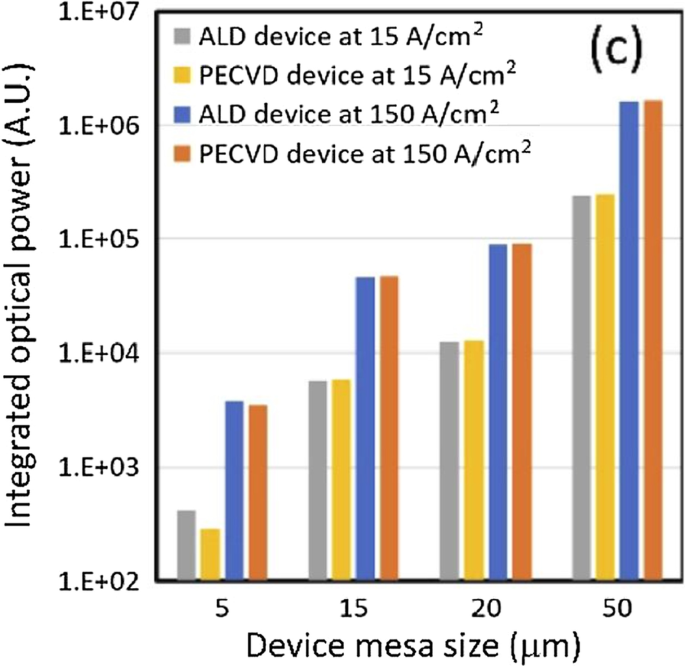
Para ilustrar a influência da camada de proteção de passivação na potência ótica da luz vermelha μ-LED, a Fig. 4 compara a potência ótica das camadas de proteção de passivação PECVD e ALD para diferentes tamanhos e densidades de corrente. Pode ser visto que quando o tamanho do componente está acima de 15 µm, a potência óptica das camadas de passivação PECVD e ALD pode atingir níveis satisfatórios, mas quando o tamanho do componente é inferior a 5 µm, ALD supera a proteção de passivação fornecida pelo PECVD. A partir da comparação entre dispositivos com diferentes revestimentos e diferentes níveis de corrente, pode-se observar uma queda dramática em termos de potência óptica integrada. Sob a mesma densidade de corrente e tamanhos diferentes, a diferença na potência óptica fornecida pelo ALD é de 570 vezes, enquanto os componentes que usam PECVD chegam a 850 vezes. Isso mostra que ALD ainda fornece excelente passivação para componentes pequenos. A camada protetora permite a supressão contínua de defeitos superficiais e aumenta a eficiência de recombinação da radiação. Além disso, a proteção de passivação fornecida por ALD aumenta a confiabilidade do dispositivo. Uma vez que o processo de decapagem a seco pode causar danos e defeitos nas paredes laterais, o impacto dos defeitos nas paredes laterais pode aumentar proporcionalmente quando o tamanho do dispositivo é reduzido, levando à degradação prematura do desempenho. Assim, a qualidade da camada de passivação é particularmente importante. Os resultados acima demonstram que, à medida que o tamanho do dispositivo diminui, os dispositivos protegidos por passivação ALD têm melhor desempenho em diferentes condições. Em futuros processos de fabricação avançados, a tecnologia ALD deverá continuar a desempenhar um papel importante.
Intensidade espectral integrada entre amostras ALD e PECVD sob densidades de corrente alta / baixa [68]
Considerando a influência do EQE, o presente estudo determinou a presença de uma camada de passivação na parede lateral e comparou os efeitos das camadas de passivação produzidas através de ALD e PE-CVD no EQE da seguinte forma:LED-1:μ-LED não submetido à passivação da parede lateral; LED-2:LED μ sujeito a passivação da parede lateral de ALD e corrosão de plasma indutivamente acoplado; LED-3:μ-LED sujeito à passivação da parede lateral do PE-CVD e corrosão HF; LED-4:μ-LED sujeito a passivação da parede lateral ALD e corrosão HF. A Figura 5a, b exibe os EQEs obtidos para 100 × 100 μm 2 e 20 × 20 μm 2 dispositivos, respectivamente, para ilustrar os efeitos de diferentes técnicas de passivação da parede lateral. Todos os 100 × 100 μm passivados 2 μ-LEDs tiveram um pico de EQE semelhante (LED-1, 40%; LED-2, 36%; LED-3, 38%; e LED-4, 41%). Devido à pequena proporção perímetro-área, os danos na parede lateral tiveram pouco efeito no desempenho do dispositivo. Portanto, a passivação da parede lateral não afetou significativamente os LEDs μ grandes. Além disso, o EQE é menos afetado por danos à parede lateral no caso de dispositivos maiores e não melhora com a passivação da parede lateral. Para 100 × 100 μm 2 amostra, independentemente do método de passivação da parede lateral usado, a queda EQE variou embora o EQE máximo permaneceu constante. Para μ-LEDs com uma área de 20 × 20 μm 2 , o EQE obtido com e sem passivação de ALD foi de 33% e 24%, respectivamente. Este resultado é atribuído aos efeitos combinados de extração de luz aprimorada, reorganização da superfície e corrente de fuga reduzida causada por danos à parede lateral.
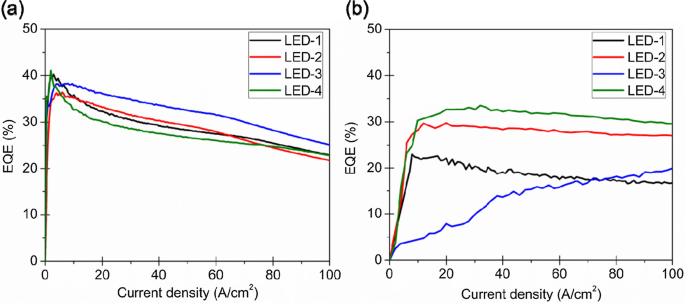
Dependência do EQE na corrente para a 100 × 100 μm 2 e b 20 × 20 μm 2 dispositivos com diferentes métodos de passivação da parede lateral [63]
Consequentemente, a tecnologia μ-LED tem um grande potencial para alterar o setor de iluminação de estado sólido e certamente será uma tecnologia de display revolucionária. A passivação da parede lateral é essencial para manter a confiabilidade necessária para alto desempenho com maior redução no tamanho do dispositivo. Em geral, ALD é uma técnica chave para realizar a passivação da parede lateral para evitar uma queda na eficiência dos μ-LEDs, uma vez que seu tamanho característico é reduzido à microescala devido à corrente de fuga [69].
ALD Technologies para VCSEL
Existem muitas vantagens em VCSELs de óxido, como melhor estabilidade modal e baixo jitter para aplicações de transmissão de dados, bem como baixo custo em pacotes de transceptores não herméticos. No entanto, devido à alta densidade de potência do laser, o óxido VCSEL também requer métodos mais protetores para evitar a mutação das características do laser.
O VCSEL consiste em três partes:o refletor de Bragg de distribuição superior (p-DBR), a cavidade e o n-DBR inferior. O DBR consiste em 20–40 pares de filmes finos. A cavidade tem geralmente vários mícrons de espessura. Comparado ao comprimento de ganho do emissor lateral, o comprimento de ganho da camada ativa do VCSEL é muito pequeno (algumas dezenas de nanômetros). Para obter a emissão estimulada de luz de radiação, o DBR deve ter uma refletividade muito alta para que ocorra a emissão de luz de radiação estimulada. Para melhorar as características dos VCSELs, ALD foi aplicado para preparar a camada de passivação, DBR, poços quânticos múltiplos (MQWs) e até mesmo os eletrodos transparentes dos VCSELs.
ALD Technologies para a camada de passivação de VCSELs
ALD foi aplicado para o aprimoramento da confiabilidade de pontos quânticos e LCD [31, 32, 70, 71], para a camada de passivação de VCSEL, o filme fino de revestimento denso e uniforme de ALD pode aumentar sua confiabilidade. A inserção do filme denso como uma camada de passivação de óxido para VCSELs é muito importante para proteger a cavidade do VCSEL. Anteriormente, as películas de proteção eram geralmente revestidas com PECVD. No entanto, um filme espesso geralmente é necessário para manter a compactação do filme, o que causa estresse excessivo e afeta a confiabilidade dos VCSELs. A tecnologia ALD pode depositar Al 2 O 3 filmes finos com características semelhantes às da camada de passivação dos VCSELs e o filme fino de revestimento uniforme e denso podem isolar completamente o chip de proteção. Assim, ALD tem sido usado para substituir PECVD como o melhor processo de revestimento para as camadas de passivação de VCSELs.
A confiabilidade do óxido VCSELs foi muito alta no teste 85/85 (85 ° C e 85% umidade relativa, UR) devido à camada de oxidação de AlGaAs com maior concentração de Al em comparação com as camadas DBR. Uma maior abertura de óxido de Al levou à delaminação por corrosão na interface óxido-semicondutor. Xie et al. mostraram que o crescimento do deslocamento, fissuras brutas e degradação da superfície da abertura ocorreram em uma porcentagem significativa de VCSELs de óxido expostos à umidade [72]. Herrick et al. também observaram falhas semelhantes decorrentes da exposição à umidade em uma câmara 85/85 [73]. Nos últimos vinte anos, muitos pesquisadores e empresas investiram em pesquisas sobre a prevenção do envelhecimento em elementos VCSEL causado pela entrada de umidade e propuseram uma ampla gama de filmes passivos de proteção e alterações de design de layout. Por exemplo, em 2004, a Agilent Technologies propôs um furo de corrosão e preenchimento no polímero para evitar a exposição à umidade [74]. Em 2006, Debrabander propôs o método de detecção de furos de filme de passivação mesa [75], enquanto em 2014, TrueLight propôs o filme de passivação SiON [76]. Aqui, citamos apenas alguns estudos como exemplos. Este estudo usou principalmente Al 2 O 3 filmes crescidos por ALD e formaram um complexo empilhado para filmes de passivação à prova de umidade com SiN crescido por PECVD x . Projetamos o experimento e conduzimos um estudo comparativo para mostrar a melhoria da falha do teste 85/85 com a camada ALD, e as camadas dielétricas de umidade resistentes da estrutura VCSEL depositadas por PECVD e ALD foram denotadas como dispositivo A e dispositivo B, respectivamente .
A Figura 6 mostra a estrutura do VCSEL, incluindo DBR tipo n, camadas MQW, uma camada de abertura de óxido de AlGaAs de alto teor de Al (~ 0,98) e camadas DBR tipo p. A descrição a seguir está relacionada aos rótulos. As camadas de passivação resistentes à umidade foram depositadas apenas por ALD na parede lateral do dispositivo B após a oxidação.
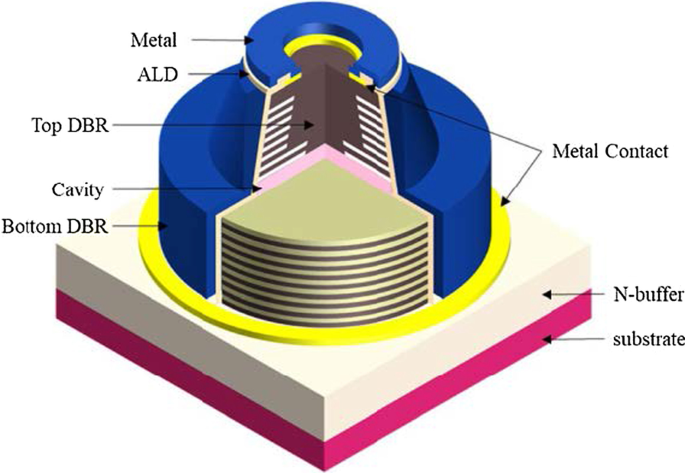
Esquema do VCSEL [42]
A Tabela 1 mostra a comparação dos VCSELs neste trabalho e em outros grupos. Neste trabalho, o LIV, S 21, o diagrama do olho e a vida úmida de operação em alta temperatura (WHTOL) de VCSELs com e sem ALD foram estudados, e esses resultados mostram que ALD não afetou as propriedades fotoelétricas e de comunicação de alta temperatura acelerar VCSELs, mas melhorar a confiabilidade dos VCSELs de alta velocidade.
Como mostrado na Fig. 7, a transmissão livre de erros de 53 Gb / s até 100 m em fibra monomodo GI (SMF) sob modulação NRZ-OOK pré-ênfase é obtida com o diâmetro de 6 μm de abertura de óxido em alguns -modo (FM) VCSEL. Neste trabalho, a técnica de ALD foi utilizada para aumentar a confiabilidade do FM VCSEL.
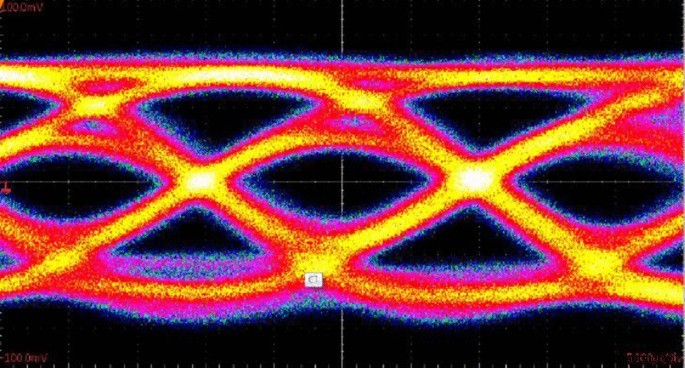
Diagramas oculares de transmissão livre de erros de 53 Gb / s até 100 m com o diâmetro de 6 μm de abertura de óxido no VCSEL após ALD
Os desempenhos DC, AC e de transmissão do dispositivo B são demonstrados. A Figura 8a, b mostra a curva de corrente de luz (L-I) e a resposta de modulação de pequeno sinal do dispositivo B a 25 ° C. A Figura 9 representa o diagrama de olho de modulação de amplitude de pulso de 4 níveis (PAM4) a 56 Gb / s sob uma tendência de I =8 mA a 25 ° C. A Figura 10a, b mostra o diagrama de olho on-off keying (OOK) a 28 Gb / s sob um viés de I =8 mA do dispositivo B a 25 ° C e 75 ° C.
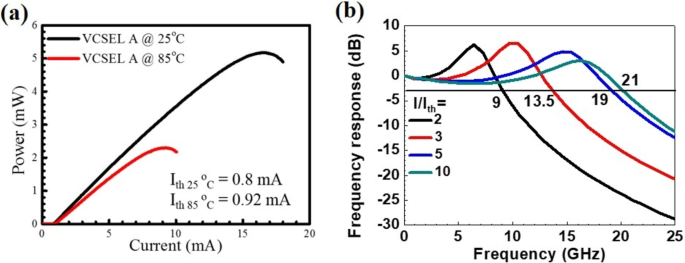
a Características da corrente de luz de um VCSEL de 850 nm a 25 ° C e 85 ° C, b resposta de modulação de pequeno sinal para o dispositivo B a 25 ° C
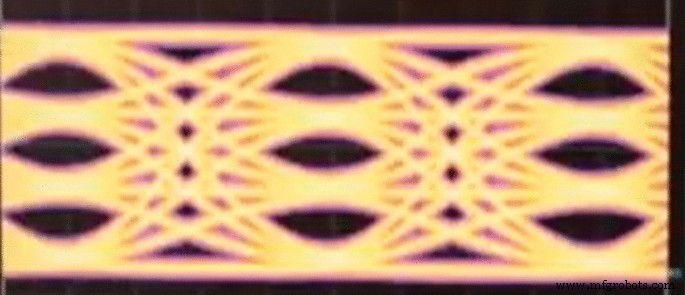
Diagrama de olho do sinal PAM4 transmitido pelo VCSEL de 850 nm a 56 Gb / s sob uma polarização de I =8 mA a 56 Gb / s a 25 ° C
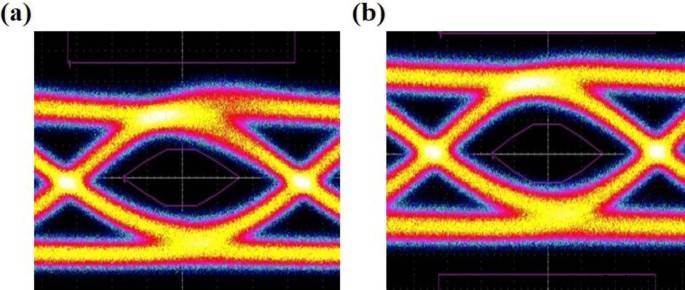
Diagrama de olho do sinal OOK transmitido pelo VCSEL de 850 nm a 28 Gb / s sob uma polarização de I =8 mA em a 25 ° C e b 75 ° C
Para estudar a melhoria na resistência à umidade através da passivação do Al 2 O 3 Camada ALD, dois dispositivos revestidos com camadas dielétricas foram definidos. No dispositivo A, a camada dielétrica revestida apenas SiN x , enquanto no dispositivo B, revestiu Al 2 O 3 ALD e SiN x juntos. SiN x , poliimida, SiN x , e a metalização foram concluídas em sequência. O primeiro p-metal formou um contato ôhmico com o material superior de GaAs. O 2º p-metal é um metal de almofada de ligação. Os complexos filmes de passivação empilhados cobriram a superfície da mesa no dispositivo B de forma eficiente. O pacote de dispositivos de envelhecimento foi preparado em lata aberta TO.
As condições ambientais para envelhecimento foram 85 ° C e 85% UR, com uma tendência de 6 mA para vida útil de operação úmida em alta temperatura (WHTOL). As quantidades de entrada para os dispositivos A e B foram 18 e 18, respectivamente. Os resultados são apresentados na Fig. 11. No dispositivo A, havia cinco chips de falha, e as falhas foram encontradas aleatoriamente em 500 h. Em contraste com o dispositivo B, nenhuma falha ocorreu até 960 h. Os resultados são mostrados na Fig. 11a, b. Estes resultados indicam que o Al 2 desenvolvido com ALD O 3 O filme ALD tem melhor encapsulamento na parede lateral da mesa do que apenas o SiN x desenvolvido por PECVD filme para prevenir a entrada de umidade.
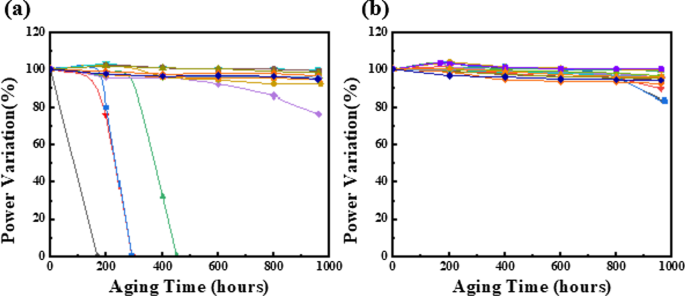
Desempenho WHTOL (85 ° C / 85% de umidade) dos chips VCSEL, a dispositivo A, apenas SiN x como camada de passivação, b dispositivo B, Al 2 O 3 / SiN x como camadas de passivação
ALD Technologies para DBR de VCSEL
O depósito de DBR de VCSEL por ALD apresenta a vantagem de boa adesão com substrato de safira e bom estado na interface das diferentes camadas dielétricas de DBR [80]. De acordo com a estrutura do VCSEL, a cavidade na direção vertical do laser é formada por dois grupos de espelhos que prendem a camada ativa, e a luz é refletida entre o p-DBR e n-DBR várias vezes antes de se propagar no ar . A estrutura do DBR consiste em dois tipos de materiais semicondutores com diferentes índices de refração, e a espessura periódica do DBR deve ser controlada com precisão em λ / 4 (λ denota o comprimento de onda central). Os métodos de design e crescimento formam a base para a fabricação de DBR de alta refletividade. Para um DBR de alta qualidade, o efeito de interferência de fase auxilia no fortalecimento da luz na cavidade, enquanto a alta refletividade do DBR (> 99%) pode melhorar muito o ganho de limiar e a eficiência quântica dos VCSELs. Para atingir alta refletividade, banda de parada ampla e resposta de fase suave, os períodos do DBR devem estar entre 20 e 40, e os materiais usados em sua fabricação devem ter uma grande diferença no índice de refração. Neste caso, muitos grupos relataram que AIAs / GaAs, Al 2 O 3 , HfO 2 , SiO 2 , etc., são adequados para o crescimento de DBR.
Existem vários métodos de crescimento para DBR, incluindo epitaxia por feixe molecular (MBE) e deposição de vapor orgânico de metal (MOCVD). No entanto, ALD também é um método de crescimento preciso para DBR. Para o DBR preparado por ALD com baixa espessura, alta refletividade e baixa rugosidade pode melhorar as propriedades dos VCSELs de forma eficaz, muitos pesquisadores investigaram técnicas para aprimorar o DBR usando técnicas ALD. Por exemplo, em 1997, Huffaker [81] propôs que a deformação devido ao DBR inferior pode ser reduzida usando Al x O 1-x camadas cuja espessura era menor do que um quarto de onda. Em 2013, Guo et al. [82] relataram que o DBR feito pelo processo ALD demonstrou ter melhor qualidade do que o feito pelo EBE, e o tempo do processo ALD é quase o mesmo que o do processo EBE ou até menos. Além disso, para crescer um DBR composto de pelo menos dois ou mais tipos de materiais, geralmente é necessário aumentar e diminuir a temperatura frequentemente no processo EBE, enquanto a temperatura pode ser mantida a mesma no processo ALD para deposição de materiais diferentes. Em 2017, Liu [83] relatou que o método ALD poderia ser aplicado para preparar camadas de alta qualidade com interface nítida e boa uniformidade. Assim, ALD é adequado para depositar DBR de alta qualidade.
Por exemplo, Sakai et al. propuseram a fabricação on-wafer de diodos laser UV-C (LDs) de espelho gravado com um DBR depositado em ALD, que contribuem para reduzir a densidade de corrente do limiar de laser. Neste estudo, quatro períodos de HfO 2 e Al 2 O 3 foram depositados usando ALD para o DBR. Al 2 O 3 foi selecionado como o material de índice de refração mais baixo porque sua taxa de deposição é notavelmente maior do que a de SiO 2 . A Figura 12 mostra a imagem TEM de DBR depositado por ALD, que mostra a excelente espessura e qualidade de DBR.
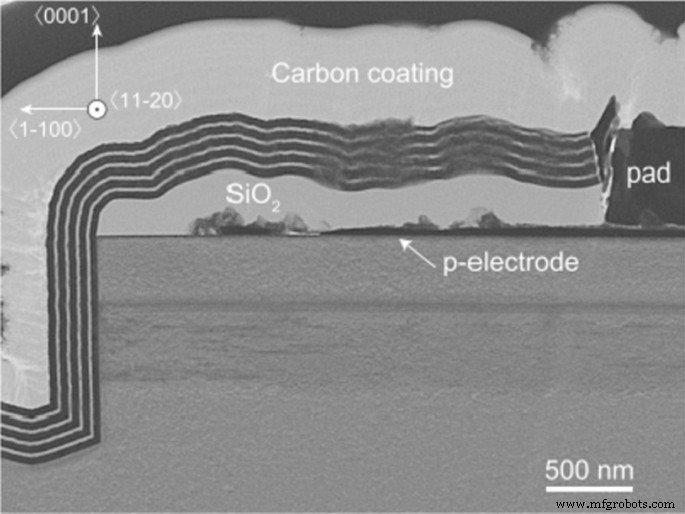
Imagem TEM do DBR depositado com ALD [84]
A técnica de MOCVD tem sido amplamente utilizada na deposição de DBR por muitas vantagens, como o controle preciso do crescimento do filme e a deposição de filme de alta qualidade. No entanto, no processo de produção real, a condição da interface será afetada na interface das diferentes camadas dielétricas do DBR; caso contrário, o método de design de DBR exigiria otimização complexa, como a deposição de outra camada de buffer extra na interface de diferentes camadas dielétricas. A Figura 13a mostra o cálculo do método da matriz de transferência (TMM) para a refletividade de DBR com MOCVD sem a inserção da camada de buffer. Os espectros de refletividade do HfO 2 / Al 2 O 3 DBR depositados com ALD são mais consistentes com o espectro TMM calculado na Fig. 13b [85]. Nesse caso, a técnica de ALD pode depositar DBR com melhor interface entre as diferentes camadas dielétricas em comparação com o MOCVD (Fig. 14).
Espectros de refletância medidos e calculados do DBR projetado e depositado com a MOCVD, b ALD [84, 85]
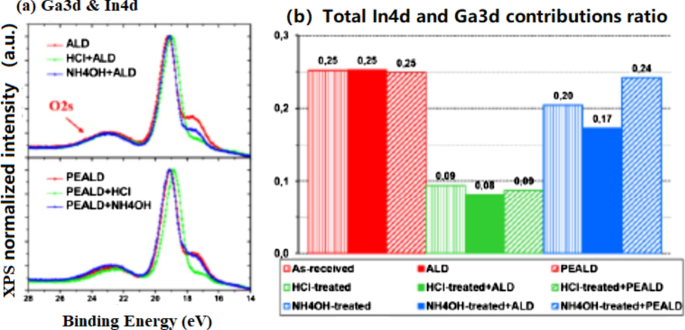
a Superposição de espectros Ga3d-In4d normalizados para amostras ALD e PEALD sem, com HCl ou com NH 4 Tratamento de superfície OH, b Razões Ga3d-In4d para as mesmas amostras em comparação com Al 2 O 3 superfícies livres [86]
Tecnologias ALD para vários poços quânticos de VCSELs
Devido ao alto requisito de ganho óptico em VCSELs, a maioria dos dispositivos usa MQWs como a região ativa. Em geral, quando o período MQW aumenta para um determinado valor, a densidade de corrente de limite do VCSEL é causada principalmente pelos três fatores a seguir. First, for the width of the quantum well, the active region cannot overlap with the peak position of the waveform. The farther the quantum well from the peak position, the lower is its gain efficiency. Therefore, distant quantum well regions cannot play a significant role in improving the optical gain. Second, there is a direct proportional relationship between the total transmittance current and period of MQWs. The total transmittance current increases with the MQW period because the transmittance current is a part of the threshold current of the device. Therefore, the threshold current of the device will increase with the transmittance current. Third, as the current increases, the slope of the optical gain to current curve will decrease, increasing the threshold current of the device. Hence, thin MQWs with high crystalline quality and optical properties are promising candidates for realizing VCSELs.
For the MQWs of VCSEL, ALD can optimize the interface properties and surface recombination of MQWs [80, 83,84,85]. In the last several decades, methods for optimizing MQWs using ALD have been studied. In 2008, Lo et al. reported the successful growth of high-quality ultraviolet (UV) AlGaN/GaN MQWs structures using ALD [87]. In the same year, Bosund et al. [88] proposed that a thick TiN passivation layer deposited by ALD on top of InGaAs/GaAs can significantly increase the photoluminescence intensity and carrier lifetime of the MQWs, while Li et al. reported that a low dislocation density ultraviolet (UV) AlGaN/GaN MQW structure can be grown using the ALD technique. In 2019, Lee et al. [89] proposed that the emission intensity of the 860 nm GaAs VCSEL with SiN anti-reflection film was significantly increased (compared to the VCSEL without the SiN anti-reflection film) to improve the light extraction efficiency of a VCSEL. Here, we cite a few studies as examples.
A deep understanding of semiconductor–dielectric interface properties will provide guidelines for optimizing efficient passivation solutions for InGaN/GaN-based µ-LEDs. To this end, quantum well (QW) semiconductors are of tremendous interest because many surface recombinations are likely to occur at the edges of the LED active regions and are probably responsible for the low µ-LED efficiencies. Thus, Le Maoult et al. [86] studied the X-ray photoemission (XPS) and wavelength dispersive X-ray fluorescence (WDXRF) characteristics of In0.1 Ga0.9 N surfaces after acid, base, or sulfur-based chemical treatments followed by ALD of Al2 O 3 thin films with TMA/H2 O or TMA/O2 plasma (plasma-enhanced ALD) at 250 °C.
The ALD of Al2 O 3 with H2 O as a weak oxidizer does not seem to significantly modify the InGaN surface. Indium depletion occurs as the In4d intensity decreases, as observed previously in the case of the HCI or NH4 OH-treated surfaces only (upper portion of Fig. 15a, b). On the contrary, during the PEALD of A12 O 3 (strong oxidizer), the NH4 OH-treated surfaces changed compared to HCl because the In4d component level is indistinguishable from the PEALD reference (as illustrated by Fig. 15a, bottom, and 15b). Then, if indium is assumed to be the main species sensitive to plasma-induced oxidation, the indium-depleted surfaces after HCI treatment would indeed remain in a stable state of oxidation regardless of the ALD or PEALD process. On the contrary, a higher proportion of indium from the NH4 OH-treated surfaces is more likely to be oxidized by the plasma species.

a Superposition of normalized Ga3d-In4d spectra for ALD and PEALD samples without, with a 30’ (NH4 )2 S or with a NH4 OH + 30’ (NH4 )2 S surface treatment, b proportion of O1s components and total indium contribution using In4d line [86]
If a 30' (NH4 )2 S surface treatment with or without prior treatment with NH4 OH is performed before ALD, the quantitative analysis seems to report (Fig. 15b) results similar to those observed previously without the alumina layer. As an example, a similar decrease in the indium proportion was observed (~ 75%). However, a slight increase in the O–Al-related component from the O1s line was observed for the sample that underwent the double surface treatment, probably owing to the increased surface hydrolysis by the first NH4 OH treatment. Thus, ALD does not seem to significantly modify the initial state of the (NH)S-treated surfaces. However, these results do not provide quantitative information regarding the proportion of sulfur after the deposition of Al2 O 3 by ALD. Considering that sulfur was adsorbed on InGaN before deposition, further investigations are required to determine the evolution of sulfur bonds after ALD of Al2 O 3 , especially if binding state differences with stronger oxidizing processes such as PEALD are evident.
ALD Technologies for the Transparent Electrode of VCSEL
For the transparent electrode of VCSEL, ALD can deposit the electrode with high transparency and good current spreading properties [90]. In terms of the current spreading of the conventional VCSEL, the metal electrode has good current spreading properties, but strongly absorbs the emitted light. Hence, the conventional VCSEL relies on the upper heavily-doped layer for current spreading. However, since the upper heavily-doped layer has poor current spreading performance and absorbs part of the emitted light, the light output power of the device is lowered. Therefore, a transparent conductive oxide (TCO) film deposited by ALD, exhibiting excellent photoelectric performance, can solve the current spreading problem described above.
Figure 16 shows the SEM images of ZnO films deposited on Si with ALD and CVD modes as the transparent conductive materials, which can be applied to new-generation photovoltaic devices. So far, there are few studies and reports on the application of TCO films in VCSEL devices. At present, the indium tin oxide (ITO) films are used in VCSEL devices. In 1997, C. L. Chua et al. [91] first reported the top-emitted VCSEL with a transparent tin oxide electrode. In this study, the peak transmittance of ITO is 96%. In 2002, Jiang et al. [92] studied the P-type ohmic contact of ITO as an 850 nm GaAs-based oxide restricted type VCSEL. In comparison with VCSELs with traditional Ti/Au contact, they found output power of the VCSEL with ITO contact is 1.27 times higher than the VCSEL with T/Au contact. In 2014, Meng et al. [93] found that the output power of the 850 nm GaAs oxide-confined VCSEL with an ITO transparent conductive film is 1.18 times higher than the traditional VCSEL.

SEM images of ZnO films deposited on Si using ALD and CVD [90]
At present, the commonly used techniques for preparing TCO are magnetron sputtering, pulsed laser deposition, CVD, ALD, etc. However, it is difficult to achieve large-scale and large-area film formation using magnetron sputtering, the film deposited by pulsed laser deposition is uniform, and it is difficult to prepare large-area films while the deposition temperature for CVD is high, which renders it unsuitable for some devices that need to be prepared at low temperature. ALD possesses the advantage of highly controllable deposition parameters and the film deposited by it is characterized by good uniformity, absence of pinholes, and excellent shape preservation for film graphics. In this case, the oxide (TCO) film deposited by ALD can improve the properties of VCSELs.
Conclusions
This article reviews the application of ALD technology to the optoelectronic devices, µ-LEDs and VCSELs. Since sidewall damage is prominently observed in μ-LEDs when their sizes are reduced to the microscale level, this issue must be addressed to achieve high device performance. ALD sidewall passivation is a crucial technique because the sidewall damage can be reduced after passivating a surface with an ALD-grown dielectric. ALD passivation has also been found to help in protecting the quantum dot (QD) conversion layer in full-color displays. Different approaches involving the deposition of passivation layers have been established for reducing sidewall damage. In addition, an 85 °C/85% RH test with bias, which is a very difficult challenge for oxide-confined VCSEL devices, was conducted. In this study, we demonstrate that complex stacked dielectric layers as passivation films resist moisture ingress. The stacked passivation layers consist of Al2 O 3 growth by ALD film and SiNx growth by PECVD film. A very good encapsulation that prevented damage from moisture and excellent reliability was observed. In addition, the effects of ALD on the accurate control of DBR growth are specified. This technique has also been found to enhance the optical properties of MQWs, such as the deposition of an anti-reflection layer for improving the light extraction efficiency of a VCSEL and the accurate control of the growth of MQWs for improving its crystalline quality. In addition, because the output power of the VCSEL with an ITO transparent conductive film exceeds that of the traditional VCSEL, this study addresses the potential applications of ALD for preparing the TCO films of VCSELs.
Disponibilidade de dados e materiais
The data used and analyzed during the current study are available from the corresponding authors upon reasonable request.
Abreviações
- PECVD:
-
Plasma-enhanced chemical vapor deposition
- ALD:
-
Atomic layer deposition
- LED:
-
Light emitting diode
- VCSEL:
-
Vertical cavity surface emitting laser
- CVD:
-
Chemical vapor deposition
- PVD:
-
Physical vapor deposition
- GPC:
-
Growth per cycle
- HKMG:
-
High-K metal gate
- FinFET:
-
Fin field-effect transistor
- WVTR:
-
Water vapor transmission rate
- OLED:
-
Organic light-emitting diode
- MEMS:
-
Micro-electro mechanical systems
- μLED:
-
Micro-LED
- WHTOL:
-
Wet high-temperature operation life
- OOK:
-
On–off keying
- PAM4:
-
Amplitude modulation 4-level
A regulação negativa de microRNA-342-5p ou a regulação positiva de Wnt3a inibe a angiogênese e mantém a estabilidade da placa aterosclerótica em camundongos com aterosclerose
Remoção de adsorção fotocatalítica sinérgica do efeito magenta básico de nanocompósitos de AgZnO / polioxometalatos
Nanomateriais
- Mitsubishi Chemical Advanced Materials visa a neutralidade climática até 2023 e positividade climática até 2030
- Características de chaveamento resistivo bipolar de dispositivos RRAM de estrutura tricamada de HfO2 / TiO2 / HfO2 em substratos revestidos com Pt e TiN fabricados por deposição de camada atômica
- Características interfaciais, elétricas e de alinhamento de banda de pilhas de HfO2 / Ge com camada intermediária de SiO2 formada in situ por deposição de camada atômica aprimorada com plasma
- As Nanofibras Hierárquicas de Poliamida 6-ZnO Antibacteriana Fabricadas por Deposição de Camada Atômica e Crescimento Hidrotérmico
- Propriedades fotocatalíticas de pós de TiO2 revestidos com Co3O4 preparados por deposição de camada atômica aprimorada com plasma
- Ajuste de nível de Fermi de filmes ZnO por meio de deposição de camada atômica superciclada
- Síntese e investigação de nanofios de CuGeO3 como materiais de ânodo para baterias de íon de sódio avançadas
- Um sistema de resfriamento avançado para computadores e baterias
- Revestimento e deposição de forma livre para fechamento do canal de refrigeração
- SIGRABOND® Chemical CFRP para componentes e montagens