


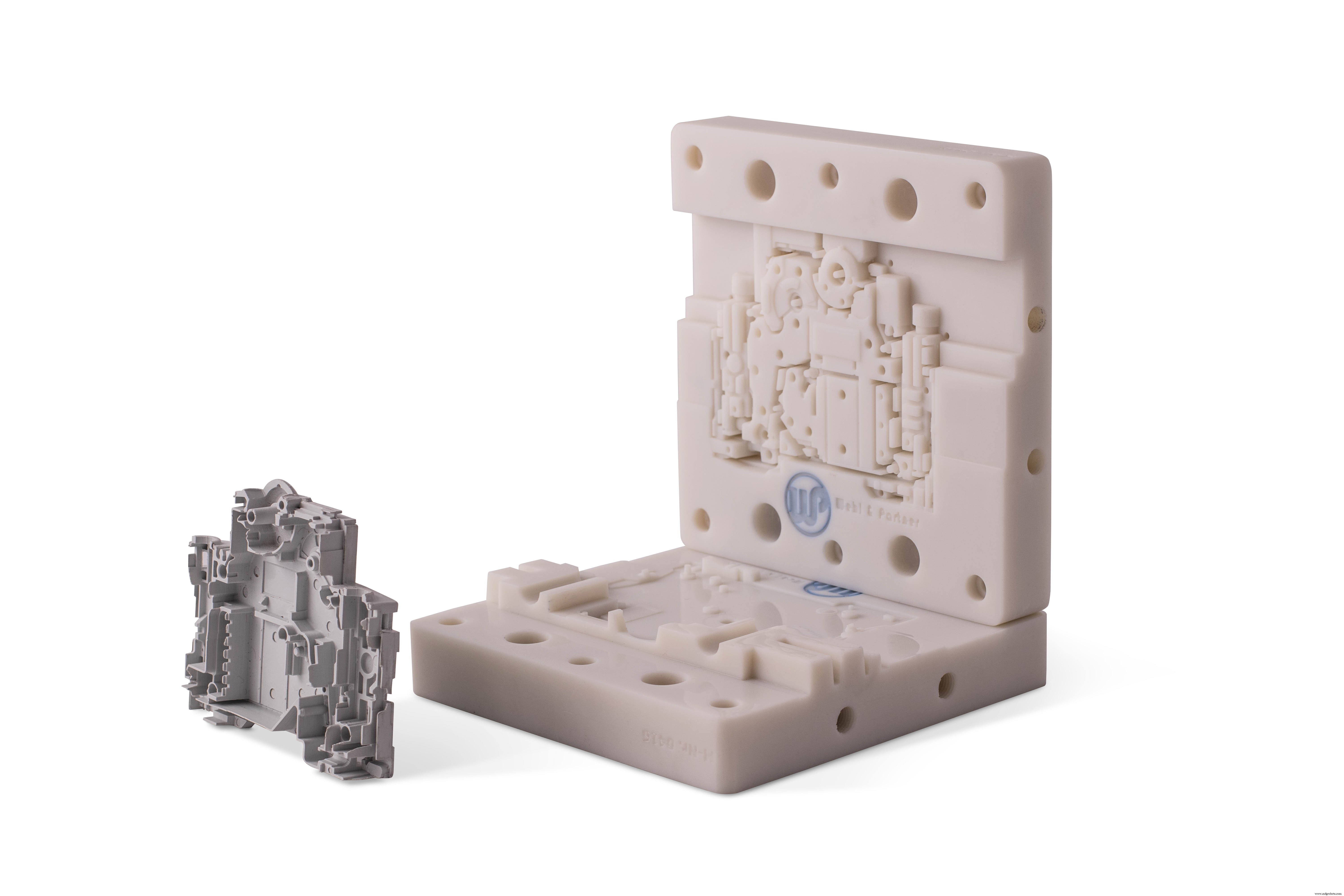
Moldes de injeção impressos em 3D:materiais comparados
Introdução
O uso de processos de impressão 3D para criar ferramentas de uso final está se tornando cada vez mais comum à medida que os recursos das tecnologias aumentam.
Neste artigo, focamos em uma aplicação específica de ferramental:moldagem por injeção de baixa tiragem. Uma extensa revisão das aplicações da impressão 3D nesta área pode ser encontrada aqui. Neste artigo, comparamos dois materiais populares que são usados atualmente na indústria para fabricação de moldes de injeção.
A moldagem por injeção é uma aplicação altamente exigente para um material impresso em 3D, pois os moldes precisam suportar as forças de processamento a uma temperatura elevada e manter sua precisão dimensional em várias execuções. Os moldes de injeção impressos em 3D são mais adequados para:
Tempos de resposta rápidos (1 a 2 semanas em vez de 5 a 7 semanas).
Aplicações onde as quantidades de produção são baixas (50 - 100 peças).
Projetos de molde em que alterações ou iterações são prováveis.
Peças relativamente pequenas (menos de 150 mm).
Requisitos de materiais para fabricação de moldes
Um material de impressão 3D adequado para fabricação de moldes de injeção deve ter:
- Alta rigidez: Os moldes devem manter sua boa precisão dimensional em várias corridas e suportar as altas pressões durante a injeção do material sem deformar.
- Resistência a altas temperaturas: Uma alta temperatura de deflexão de calor (HDT) é crucial, não apenas para garantir que o molde não falhe durante a injeção do material, mas também para permitir um controle mais preciso do processo.
- Alto nível de detalhes: Os moldes de injeção devem ter alta precisão dimensional e uma superfície lisa. Moldes de alta precisão produzirão peças de alta precisão.
Os dois processos de impressão 3D que são capazes de produzir peças altamente precisas e suaves (sem pós-processamento extensivo) são Material Jetting e Stereolithography (SLA). Embora o Material Jetting seja um processo exclusivamente industrial, existem sistemas SLA de desktop e industriais. Os materiais disponíveis e os recursos de produção das impressoras 3D SLA de desktop não são viáveis para produção de ponta, portanto, eles não serão discutidos aqui.
Neste artigo focamos em dois materiais comprovadamente adequados para a fabricação de moldes de injeção de baixa tiragem em ambiente industrial:o Digital ABS plus para Material Jetting da Stratasys e o Somos PreFORM para SLA da DSM.
Isenção de responsabilidade: as propriedades do material listadas abaixo são fornecidas pelos fabricantes e correspondem a peças que realizaram o processo de pós-cura térmica ideal.

Comparação de materiais
Propriedades mecânicas - Rigidez
Somos PerFORM possui uma resistência à tração e flexão muito alta, não apenas quando comparado ao ABS Digital, mas também entre todos os outros materiais de impressão 3D industrial (por exemplo, nylon SLS). No entanto, é mais frágil (baixo alongamento na ruptura) e tem menor resistência ao impacto. Para a fabricação de moldes, as propriedades mecânicas do Somos PerFORM são preferíveis, pois alta rigidez e resistência são os principais requisitos.
| ABS Digital Plus | Somos PERFORM | |
|---|---|---|
| Resistência à tração | 55 - 60 MPa | 80 MPa |
| Módulo de tração | 2600 - 3000 MPa | 9800 MPa |
| Alongamento na ruptura | 25 - 40% | 1,2% |
| Resistência à flexão | 65 - 75 MPa | 146 MPa |
| Módulo de flexão | 1700 - 2200 MPa | 9030 MPa |
| Izod impact (entalhado) | 90 - 115 J/m | 20 J/m |
| Dureza (shore D) | 85 - 87 | 93 |
Propriedades térmicas - Resistência à temperatura
Temperatura de Deflexão de Calor (HDT) indica a temperatura na qual um polímero se deforma sob uma determinada carga. A temperatura de transição vítrea (Tg) é a região de temperatura onde o material termofixo transita de um estado sólido "vítreo" para um estado "emborrachado" mais flexível. Para aplicações de moldagem por injeção, valores altos de HDT e Tg são preferíveis, então o Somos PerFORM supera novamente o Digital ABS.
| ABS Digital Plus | Somos PERFORM | |
|---|---|---|
| HDT (@ 0,46 MPa) * | 92 - 95°C | 268°C |
| Temperatura de transição vítrea (Tg) | 47 - 53°C | 81°C |
| ABS Digital Plus | Somos PERFORM | |
|---|---|---|
| Processo | Jato de materiais | SLA industrial |
| Precisão dimensional típica | ± 0,1% (limite inferior de ± 0,05 mm) | ± 0,15% (limite inferior ± 0,05 mm) |
| Tamanho mínimo do recurso | 0,05 mm | 0,10 mm |
| Espessura mínima da parede | 0,6 mm | 0,8 mm |
| Altura mínima da camada | 14 - 16 mícrons | 25 - 50 mícrons |
Recursos de produção
Tanto o Digital ABS quanto o Somos PerFORM têm sido usados em ambientes industriais para produzir moldes de injeção de baixa tiragem. A tabela abaixo resume o número de peças que um único molde pode produzir usando materiais considerados "fáceis" e "difíceis" de moldar (PP e PA preenchidos com fibra de vidro, respectivamente).
As diferenças nas propriedades mecânicas e térmicas dos dois materiais têm impacto no número total de peças que um molde pode produzir. Em condições normais de operação (após as primeiras 3-4 execuções), o molde impresso em 3D atingirá uma temperatura de aproximadamente 120 o C, à medida que é aquecido a partir do material fundido. Uma boa estabilidade térmica é crucial para minimizar a deterioração do molde. As amostras de teste PA GF da imagem abaixo foram produzidas usando projetos de molde idênticos que impressos em 3D nos dois materiais (ambos mostram a peça produzida após a 10ª execução). A qualidade da peça produzida com o molde Digtal ABS é bem inferior, pois o molde começou a superaquecer e se deteriorar, enquanto o molde Somos PerFORM ainda estava estável.
| ABS Digital Plus † | Somos PERFORM ‡ | |
|---|---|---|
| Peças em material "fácil" * | 50 - 100 | 100 - 200 |
| Peças em material "difícil" ** | 5 - 30 | 30 - 50 |
* Polipropileno (PP)
** Poliamida preenchida com fibra de vidro (PA GF)
† Fonte:Promoção
‡ Fonte:Wehl &Partner


Resumo e conclusões
A moldagem por injeção é uma aplicação de ferramentas muito exigente:o material deve ter alta rigidez e deve ser capaz de operar em temperaturas elevadas.
Material Jetting e SLA são os únicos processos de impressão 3D que podem produzir peças com precisão dimensional e acabamento superficial necessários para aplicações industriais. Comparamos dois materiais (um para cada processo) que são usados para fabricar moldes de injeção de baixa tiragem impressos em 3D.
Embora o Digital ABS plus seja um excelente material para a maioria das aplicações funcionais, a maior rigidez e as propriedades térmicas superiores do Somos PerFORM o tornam mais adequado para a fabricação de moldes. Isso fica evidente pelo número de peças que cada molde fabricado com os dois materiais pode produzir.
Quer comparar preços e prazos de entrega para moldes impressos em 3D em sua área?
Veja os preços do ABS DigitalVeja os preços da Somos Perform
Regras gerais
- Se for necessária uma precisão muito alta e um acabamento de superfície liso, o Material Jetting e o SLA são os processos de impressão 3D mais adequados para a fabricação de moldes.
- Para manter sua precisão em várias execuções, os materiais de impressão 3D para fabricação de moldes de injeção devem ter alta rigidez.
- Um HDT alto permite o uso de temperaturas de molde mais altas durante o processamento.
impressao 3D
- Moldagem por injeção com moldes impressos em 3D:Baixe nosso novo estudo técnico
- Lista de 14 Propriedades Mecânicas Diferentes dos Materiais
- O que é Engenharia de Materiais? | Engenharia de Materiais
- Protótipos de moldes de injeção versus moldes de injeção de produção
- Melhores materiais de moldagem por injeção de plástico
- Moldes de injeção de plástico de alumínio versus aço
- Noções básicas de segurança de manuseio de materiais
- Como funciona:material de atrito
- Tipos de material industrial
- Materiais comuns de moldagem por injeção de plástico