


Como usinar um volante com o Fusion 360
Como parte de nossa série “Como usinar”, neste post vou explicar como usinar um molde de volante usando os recursos integrados de CAD e CAM do Autodesk Fusion 360. Se você ainda não teve a oportunidade de ler os posts anteriores desta série, pode acessá-los clicando nos links abaixo:
- Como usinar um cubo de roda
- Como usinar uma placa de aranha
Configurações
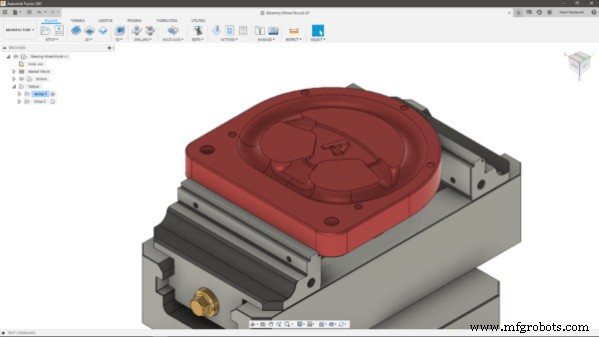
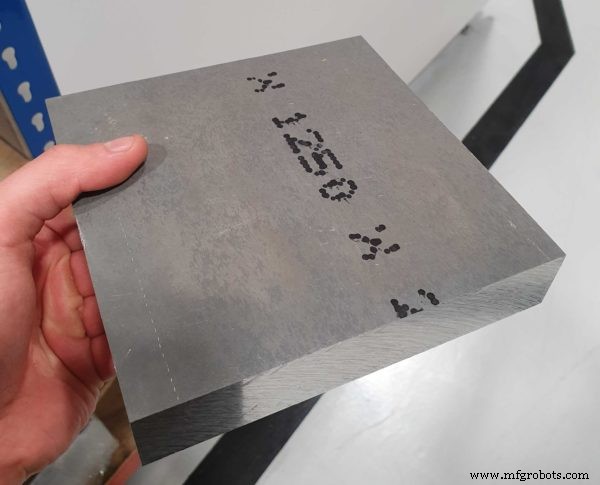
O ponto de partida para esta parte foi o bloco bruto de material que você pode ver na imagem abaixo. Neste caso optei pelo Alumínio 6082. Decidi usinar este componente em uma DMG Mori DMU 60eVo linear, no Centro de Tecnologia de Birmingham.
O próximo passo foi decidir qual lado teríamos usinado primeiro. A opção mais sensata foi trabalhar primeiro no topo, que você pode ver no lado esquerdo da imagem abaixo.

Na verdade, faz sentido remover a maior parte do material durante a primeira configuração, tendo em mente o desgaste da ferramenta. Além disso, escolher trabalhar primeiro neste lado garantiu que pudéssemos minimizar as vibrações mesmo com avanços e velocidades relativamente altos nas áreas que mais necessitavam de trabalho.
Retenção do Trabalho
Como para a maioria das outras peças que eu usinava, usei um torno Lang para segurar o tarugo. Esta ferramenta garante uma fixação fiável e sem vibrações, necessitando apenas de 3 mm de material para fixar. Os tornos Lang também permitem o realinhamento de um componente dentro de uma tolerância de 5 mícrons. Isso torna os processos altamente repetíveis, em comparação com mecanismos de retenção mais clássicos.

Para o Setup 1, usamos o mecanismo de crimpagem, cientes de que deixaria marcas nas laterais do componente parcialmente usinado. Para a Configuração 2, configuramos as mandíbulas paralelas , pois obviamente não queríamos nenhuma marca na peça acabada.
Dada a geometria da peça e a versatilidade do torno Lang, não precisei pensar em um acessório, pois não precisava de um para usinar totalmente a peça.
Desbaste
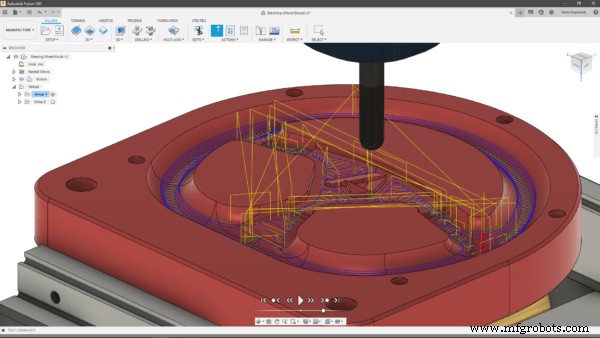
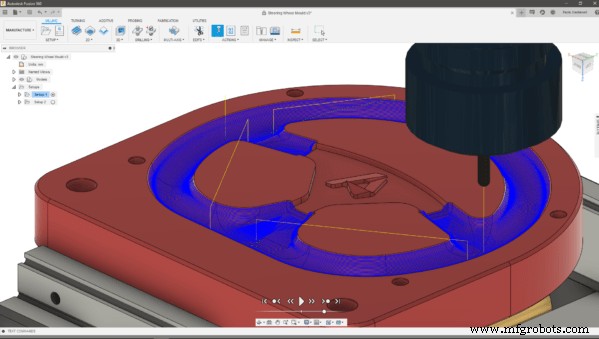
Durante a primeira configuração, a principal área de desbaste foi a superfície côncava que faz a maior parte do nosso volante moldar. Embora eu normalmente use fresas de topo planas ou bullnose para minhas operações de desbaste, neste caso optei por uma combinação de 2D Adaptive Clearing com uma bola de 8 mm ferramenta. Desta forma, consegui evitar a execução de quaisquer percursos de semi-acabamento. Estes seriam necessários se eu escolhesse uma ferramenta plana para usinar uma região côncava, pois teria sobrado muito mais material após as passagens de limpeza.
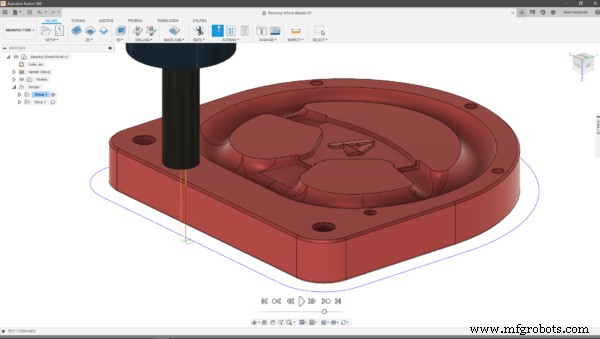
Para a forma externa, usamos uma fresa de topo de 16 mm. Como o estoque que pedimos tinha apenas 26 mm de altura, conseguimos contornar a peça com uma única passagem. Ao manter a velocidade do fuso e a taxa de avanço bastante baixas, obtivemos um excelente acabamento superficial do lado de fora sem executar nenhuma passagem de acabamento. Para um resultado excelente, sempre tente manter sua ferramenta o mais curta possível , para melhorar a rigidez!
Finalizando
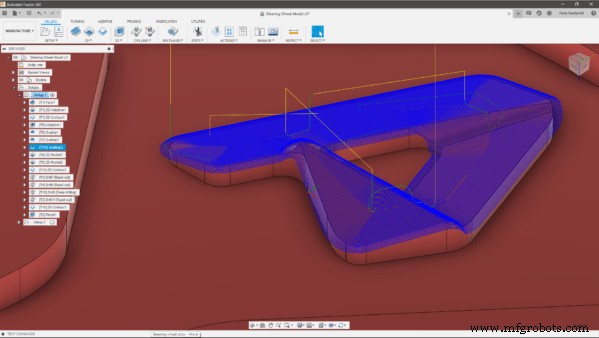
Para a maioria das regiões côncavas, usei uma ferramenta Ball de 4 mm para meus percursos de acabamento. Como mencionei acima, não sobrou muito material após o desbaste na região principal do molde. O stepover que usei para este percurso foi de 0,2mm, para obter um ótimo acabamento superficial sem a necessidade de polimento.
No entanto, ainda havia muita programação a fazer para concluir o Autodesk “A”. Para o interior dela, usei uma fresa de topo de 2 mm com um percurso de bolso 2D. No entanto, para a forma livre do A, usei uma ferramenta Bola de 2 mm em combinação com uma Vieira caminho da ferramenta. Optei por um passo muito bom para esta estratégia, apenas 0,05 mm , para obter um excelente acabamento.
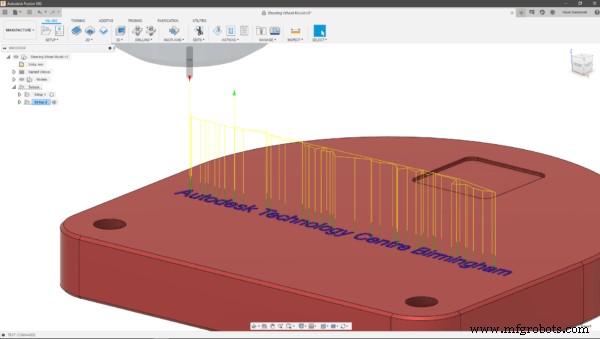
Para o texto gravado na Configuração 2, usamos a mesma ferramenta Bola de 2 mm, desta vez com um Trace percurso, projetando o texto na parte traseira plana da peça. Acho o Trace um excelente caminho de ferramenta em termos de facilidade de uso e qualidade geral de saída. Você definitivamente deve usá-lo mais se ainda não o fizer!
Finalmente, para os chanfros nos furos e ao redor da peça, usei um percurso de contorno 2D com uma ferramenta de chanfro. Chanfrar bordas afiadas é uma prática padrão na fabricação, pois minimiza os riscos de ferimentos ao tocar na peça.
Conclusão
O tempo total de corte do componente foi de cerca de 1 hora e meia . Como você pode esperar, passei a maior parte desse tempo na Configuração 1, pois a Configuração 2 representou apenas 15 minutos do tempo total de corte.
As ferramentas CAD/CAM integradas do Fusion 360 tornaram todo o fluxo de trabalho de projeto e fabricação rápido e contínuo, pois foi fácil para mim alternar entre os espaços de trabalho quando necessário. Se você quiser experimentar, mas ainda não experimentou o software, você pode baixar uma avaliação gratuita neste link.
Espero que este post tenha ajudado você a aprender um pouco mais sobre como usinar um molde de volante. Fique ligado para mais posts sobre “Como usinar”!

A diferença entre WCS e orientação de ferramenta no Fusion 360
Como usinar uma placa de aranha com o Fusion 360
Tecnologia industrial
- Como gerenciar e armazenar dados do projeto com Fusion 360
- Obtendo um punho com um volante impresso em 3D
- Insta-connection – Como uma equipe local de robótica fez parceria com uma empresa de máquinas CNC
- Como usinar vidro com quase qualquer roteador CNC?
- Gerenciamento seguro de dados com a extensão Fusion 360 Manage
- Como o Fusion 360 oferece suporte à engenharia simultânea?
- O Gaudio transforma o design do fone de ouvido intra-auricular com o Fusion 360
- Usinagem de 5 eixos com Fusion 360
- Como melhorar a operação de moagem da sua oficina mecânica
- Como usinar joias com usinagem CNC?