


Designs que amamos:moldagem por injeção
Existem muitos elementos de design que adoramos ver em modelos destinados a se tornarem peças moldadas por injeção. Às vezes, temos modelos que simplesmente acertam. Você pode dizer que o designer/engenheiro tem uma excelente noção do que você pode ou não fazer com o processo, e tudo começa com um conhecimento sólido de como funciona a moldagem por injeção.
Obtenha seu projeto para verificação de moldagem!
Se você deseja uma peça moldada, seus projetos devem falar desse processo. Podemos revisar seu CAD e determinar antecipadamente se a peça foi projetada para moldabilidade ou podemos sugerir o uso de outra opção, como impressão 3D ou usinagem CNC. Podemos até sugerir pequenas mudanças que podem fazer muita diferença assim que a produção das peças começar. Obter esse feedback inicial pode poupar muitas dores de cabeça, tempo e dinheiro posteriormente.
Resfriamento:como a espessura afeta as peças
Você projeta suas peças moldadas pensando na espessura da parede? Adoramos ver espessuras de parede uniformes nos modelos. Isso nos permite saber que você estava visualizando como as peças moldadas resfriam e endurecem. Ter espessuras de parede uniformes entre 0,060 e 0,120 pol. (1,5-3,0 mm) nas peças é crucial para garantir que as peças esfriem uniformemente. Olhando de outra forma, tenha cuidado para não economizar muito peso, com o risco de tornar as peças muito quebradiças ou difíceis de preencher.
Além de usar espessuras uniformes, se você projetar paredes finas, poderá acabar com:
- quebrando
- resfriamento suprimido e possivelmente deformação se estiverem cercados por paredes espessas
- preenchimento incompleto ou shorts
- linhas de malha fracas e pontos de fratura
- desgaste excessivo/prematuro na linha de partição
Faça suas paredes muito grossas e você terá outras bagunças funcionais:
- afundar
- porosidade
- deformação
- linhas de fluxo
Escolhas nº 1 do draft OU adição de 1 grau para separação
O rascunho é aquele (geralmente) pequeno ângulo incluído nas peças para garantir que elas possam sair facilmente de um molde sem danos. Esperançosamente, você adiciona rascunho automaticamente. Se você criar uma peça sem detalhamento no desenho, poderá ter dificuldade em adicioná-la ao final. Também recomendamos não esperar que seu fornecedor decida onde o rascunho deve ou não estar. Isso é arriscado quando eles estão fornecendo uma peça para sua montagem. Comunicar os locais de rascunho em seu projeto pode contar a história correta para o fabricante do molde. O que amamos no rascunho é como é fácil incluí-lo em seus modelos, então sempre adicione alguns aos seus designs.
O rascunho permite que as peças sejam batidas ou empurradas para fora do molde facilmente sem tensão adicional. Costumamos usar exemplos de culinária como waffle irons ou Bundt pans. Cada um tem uma quantidade saudável de rascunho para permitir que o produto assado caia livremente de seu molde.
Peças cosméticas precisam de mais rascunho, especialmente ao aplicar texturas e polimento. As peças funcionais podem não precisar de tanto calado, mas 1 grau deve ser o calado mínimo considerado na moldagem por injeção, especialmente ao usar ferramentas de alumínio. Além disso, o número “1” é mais fácil de digitar do que “0,5” para meio grau. Basta pensar no número 1 (no mínimo) ao adicionar rascunho.
A tração, em combinação com espessuras de parede uniformes, permite que a peça resfrie dentro do molde sem emperrar ou torcer, o que adicionaria tensão interna à peça e ao molde. Se a sua parte batata frita dentro do molde, a força de travamento adicional da ligação da peça adiciona tensão ao sistema de ejeção e pode entortar os pinos ejetores e outros componentes, arriscando danos aos moldes e tempo de inatividade. Na pior das hipóteses, a falta de calado pode quebrar elementos de alumínio e aço no molde e resultar em reparos dispendiosos em dinheiro e tempo.
Por que amamos os raios (e por que você também deveria)
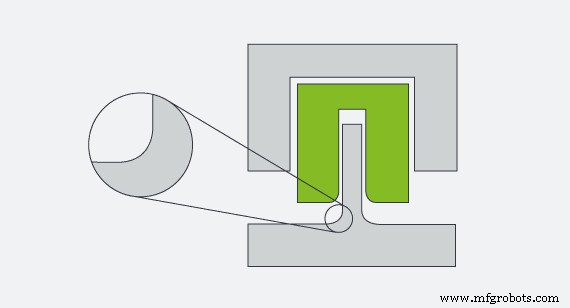
Com a moldagem por injeção, estamos fluindo resina fundida através de uma cavidade. A resina odeia ser forçada a ficar em um canto afiado - especialmente quando esfria e relaxa. Os raios ajudam a reduzir o cisalhamento e a turbulência criados por cantos agudos e mudanças abruptas no fluxo. Uma borda afiada em suas peças naturalmente deseja relaxar e formar um pequeno raio, então dê a ela algo que deseja espelhar - uma curva, em vez de um canto agudo. Adicionar raios aos cantos internos da geometria da peça é fundamental para ajudar uma peça a ser ejetada de forma limpa do molde.
Prepare-se! Coloque seus chapéus e óculos de visualização - sua parte é a forma positiva. O molde é a forma negativa dividida ao meio. Portanto, um canto interno de sua parte é um canto externo do molde. À medida que a peça esfria, ela encolhe. Quando isso acontece, o canto interno da peça é pressionado com mais força contra o canto externo do molde. Se esse canto externo do molde for pontiagudo, a peça de plástico acabará abraçando uma borda afiada. Isso leva a agarrar ou beliscar naquele canto afiado, criando agarrar ou amarrar. Os sistemas ejetores devem empurrar essa garra, e isso cria tensão no molde e na peça. Você acaba com peças quebradas, possíveis moldes quebrados e peças mal processadas, pois o moldador tenta reduzir o risco tanto para o molde quanto para as peças do cliente.
Se você usar núcleos de passagem para eliminar ferramentas caras, como elevadores, cames e outras tecnologias de conformação rebaixadas, eles também precisam de raios nos cantos. Muitas vezes, criamos soluções para reduzir custos projetando o rebaixo através da peça para formar o núcleo de passagem sem criar alívios de canto ou adicionar espaço para raios para ajudar a peça a ser ejetada do molde. Resumindo:não se esqueça dos seus raios.
A resina dá voltas e voltas e sai aqui
Parece engraçado dizer isso para designers de peças experientes, mas lembre-se:os modelos de moldagem por injeção requerem um orifício (porta) para empurrar a resina para dentro da cavidade e pinos ejetores para empurrar a peça para fora do molde. Você provavelmente sabia disso, e isso nos deixa felizes. Aqui estão mais algumas dicas para garantir que seus projetos estejam prontos para moldagem.
A moldagem de cavidade única padrão e a moldagem de tempo de rotação rápida serão padronizadas para o portão de aba. É simples, eficaz e não requer hardware especial para que isso aconteça. Os consumidores estão acostumados a ver peças de produção de alto volume com gating oculto ou camuflado. Geralmente, as empresas pagam um custo inicial significativo para adicionar um gating especializado para ocultar isso. É caro e requer prazos estendidos para ocultar seu portão. Um portão de aba não requer tempo, ele só precisa ser cortado na linha de partição e, bum, você pode começar a moldar as peças.
São necessários pinos ejetores. Eles são simples e eficazes. A boa notícia é que normalmente há um lado show e um lado não show em uma parte. O lado não visível está dentro do conjunto - o interior do invólucro ou caixa. Onde você pode ter dificuldade é se estiver fazendo algo como uma saboneteira onde o interior é o lado do show. Lembre-se de que a peça está encolhendo no molde à medida que esfria. Isso poderia fazer com que ela grudasse no molde, exigindo que o moldador colocasse o interior da peça no lado do ejetor e também exigiria pinos ejetores para empurrar a peça agora menor para fora do núcleo do molde. Isso deixa pequenas características redondas no interior da nossa saboneteira, a ruína da indústria de saboneteiras.
Adoramos ver arquivos CAD onde é óbvio que o designer considerou o processo de moldagem por injeção. O que gostamos ainda mais é quando você carrega seu arquivo CAD com antecedência para receber feedback sobre sua geometria e nosso processo de fabricação. Se você ainda não entendeu todas as regras, inicie um diálogo conosco no início do design para que possamos orientá-lo para a melhor parte no menor tempo possível. Esperar até que seu projeto esteja completo pode surpreendê-lo quando o moldador solicitar alterações. Também pode afetar peças adicionais em sua montagem no momento em que você estiver pronto para comprar.
Então, essas são algumas das coisas que adoramos ver em modelos CAD para moldagem por injeção. Leia sobre os elementos de design que amamos em nossas outras linhas de serviço:usinagem CNC, impressão 3D e fabricação de chapas metálicas.
Tecnologia industrial
- Projeto de peça moldada por injeção, parte 5:Rascunho
- Por que o design do ângulo de inclinação é essencial para moldagem por injeção?
- O que é moldagem por injeção de reação
- Fundição x moldagem por injeção
- Termoformagem versus moldagem por injeção de reação (RIM)
- Moldagem por injeção versus moldagem por injeção de reação (RIM)
- Moldagem por fundição versus moldagem por injeção de reação
- Moldagem por injeção de alumínio na fabricação de produtos
- Moldagem por injeção de rebaixos:como usar rebaixos de forma eficaz em projetos de moldagem por injeção
- Opções de materiais para moldagem por injeção