


Projeto de peça moldada por injeção, parte 5:Rascunho
O calado é a necessidade no projeto de peças moldadas por injeção de superfícies angulares nas laterais da peça para que ela possa sair do molde. Essas superfícies da peça moldada por injeção podem ter sido planejadas para serem paralelas e não piramidadas, mas então a peça pode grudar na ferramenta de moldagem de metal ou pelo menos arranhar as faces laterais de plástico recém-formadas ao ser removida.

Na verdade, o rascunho é um aspecto fundamental para o design do produto de peças moldadas por injeção, pois pode causar estragos na aparência do produto pretendido, forma e encaixe na montagem se não for devidamente considerado no início. Os projetistas e engenheiros mecânicos de peças moldadas por injeção de plástico devem levar em consideração a intenção do projeto, o alinhamento da peça e a facilidade de fabricação.
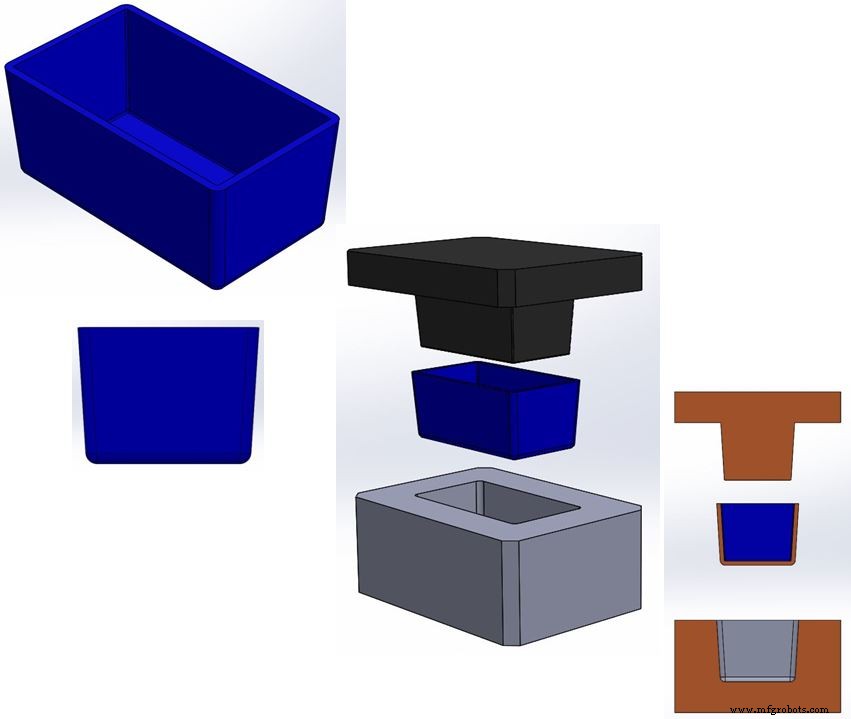
As peças de plástico moldado por injeção sendo projetadas terão que ser formadas em uma grande cavidade de metal criada nas duas metades de metal do molde onde o plástico derretido deve ser empurrado sob pressão. Quando o plástico esfria e solidifica, as metades da ferramenta principal se separam e ejetam a nova peça. Quanto maior for a inclinação nas paredes laterais da peça de plástico, mais fácil é tirar a peça do molde e mais rápido.
Se uma peça de plástico moldado por injeção tiver uma textura ou padrão pesado nas superfícies laterais moldadas, o padrão será, na verdade, feito de pontos altos e baixos muito pequenos. Um ponto baixo inserido na peça de plástico moldado por injeção exigiria que a ferramenta de molde de metal tivesse material elevado que poderia prender ou arrastar nas laterais da peça de plástico recém-formada se eles não fossem estirados o suficiente.
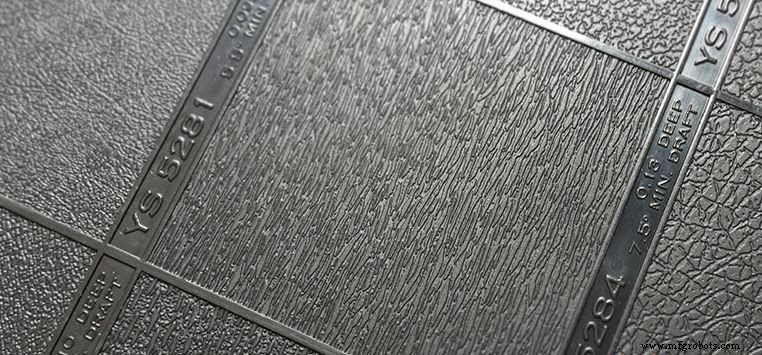
Normalmente, uma inclinação adicional é necessária conforme o relevo da textura se aprofunda. Uma boa regra geral e o que havia sido recomendado anteriormente pela Mold-Tech era de 1,0 a 1,5 graus de inclinação para cada 0,001 polegada de profundidade de textura, mas as recomendações para isso costumam ser ângulos de inclinação maiores para paredes internas, pois as peças moldadas por injeção de plástico encolhem à medida que esfriam e, portanto, aumente o arrasto nessas superfícies do molde.
Além disso, alguns moldadores recomendam mais rascunho para basicamente tornar seu trabalho mais fácil e reduzir problemas de risco com o acabamento das peças, menos risco de peças grudarem nos moldes e tempos de ciclo de injeção aumentados, o que às vezes significa apenas maior margem de lucro para o moldador.
Isso faz com que pareça que mais rascunho sempre seria melhor, e se todos os designs de nossos produtos chegassem a um ponto, esse poderia ser o caso. Freqüentemente, para a folga dos componentes internos, ou um design compacto de ajuste apertado, ou uma aparência simplificada e retilínea que exige peças de plástico com paredes paralelas, a inclinação está em oposição. Isso pode aumentar o custo e o risco do ferramental com a manutenção dos acabamentos das peças de plástico moldado por injeção.
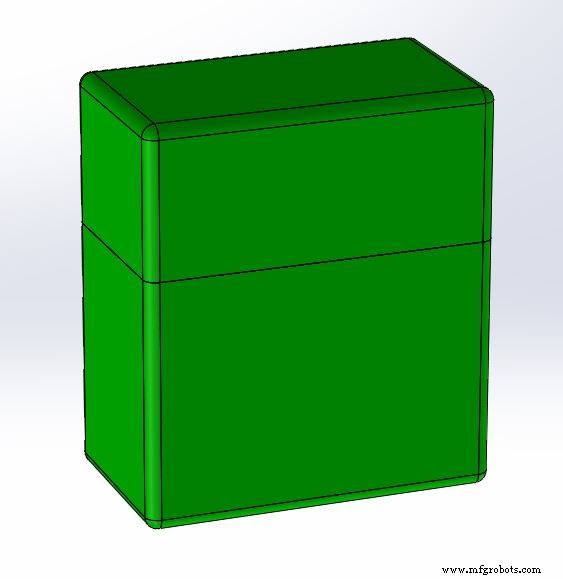
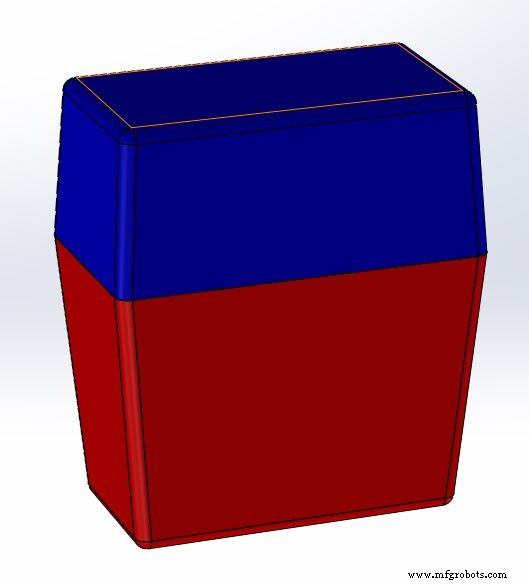
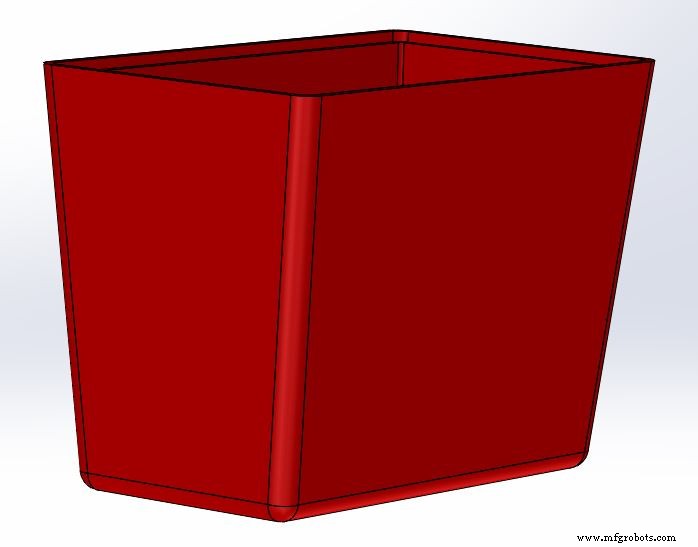
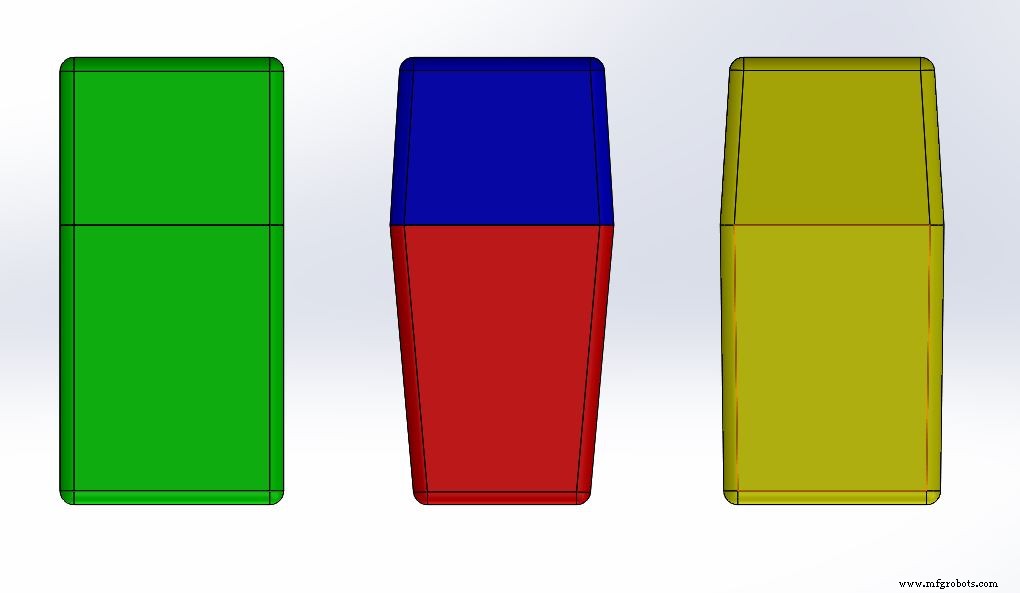
Look procurado pela equipa de desenho industrial e marketing em verde e peças pesadamente trabalhadas a pedido da moldadora em vermelho / azul, que neste caso não atinge o look pretendido prometido ao cliente. O que fazer?
Então, até onde podemos atrasar o draft? Existem compromissos que podem ser alcançados. O rascunho necessário é impulsionado por vários fatores, incluindo material, tempo de ciclo, questões de desmoldagem e acabamento, dos quais falamos. O objetivo é, na verdade, tentar obter o melhor resultado para todos os envolvidos, mas isso pode significar que algum compromisso é necessário em algumas áreas.
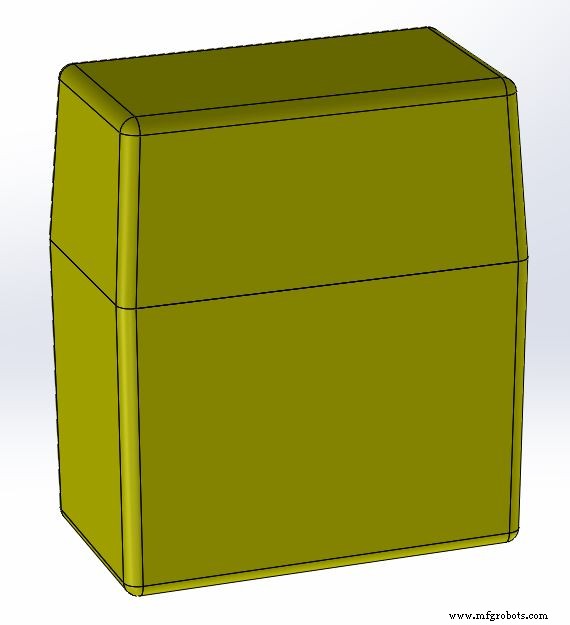
Não é incomum trabalhar com a equipe de design industrial, cliente e moldador para chegar ao melhor resultado. Talvez a textura seja um pouco mais leve para aliviar um pouco a corrente de ar necessária. Um passo mais suave no acabamento geralmente não é tão perceptível. As superfícies internas, se lisas, podem ter menos calado, de modo a não diluir as paredes e as nervuras internas para muito na parte superior das partes mais altas.

A margem de manobra no rascunho para recomendações de textura em superfícies externas pode permitir trabalhar com o moldador e seu processo. Eles podem ter menos preocupação com certos materiais e peças de menor volume, já que o tempo de ciclo é menos crucial e mais tempo de resfriamento significa que a peça de plástico irá puxar sua superfície externa do molde de metal ao redor dela. A textura também pode ser “desbotada” se as superfícies curvas estiverem próximas à tangência nas linhas da peça para o alinhamento das partes correspondentes e se igualar a ângulos de inclinação próximos a zero nessas regiões, por exemplo.
Como uma consultoria de design de produto, muitas vezes vemos produtos e peças de plástico que foram projetados em um esboço em um ponto e, em seguida, deixados para um ferreiro contratado no exterior para interpretar e moldar, o mais barato possível, e o cliente nos procura querendo que consertemos o resultado ruim depois de terem gasto centenas de milhares de dólares.
O design do produto de peças moldadas por injeção é um esforço da equipe, e toda a equipe deve ser incluída no processo e na tomada de decisões ao longo do projeto para obter os melhores resultados. Essa abordagem integrada, incluindo engenharia para projeto de peças moldadas por injeção, também economiza dinheiro e tempo de lançamento no mercado. Portanto, agora você tem um ângulo sobre o esboço da peça de plástico moldado por injeção.
Veja mais como este:rebaixos, marcas de afundamento, saliências
Projeto da peça moldada por injeção - Parte 6:Gerenciamento de equipes e fabricantes contratados
Projeto da peça moldada por injeção - Parte 4:Warp
Processo de manufatura
- Como a moldagem por injeção é realizada
- Projeto da peça moldada por injeção - Parte 6:Gerenciamento de equipes e fabricantes contratados
- Projeto da peça moldada por injeção - Parte 4:Warp
- Projeto da peça moldada por injeção, parte 3:Chefes
- Projeto de peça moldada por injeção - Parte 2:Marcas de dissipação
- Melhores materiais de moldagem por injeção de plástico
- Moldes de injeção de plástico de alumínio versus aço
- Máquinas de moldagem por injeção
- Dicas de design para moldagem por injeção
- Materiais comuns de moldagem por injeção de plástico