


Ângulo de inclinação em moldagem por injeção:diretrizes de projeto e importância crítica
A moldagem por injeção continua sendo o método preferido para a produção rápida e em alto volume de peças complexas. Uma única característica geométrica – o ângulo de inclinação – desempenha um papel fundamental para garantir que essas peças atendam às expectativas de qualidade, custo e desempenho.
Neste artigo, desmistificamos os ângulos de inclinação:o que são, por que são importantes e como projetá-los para obter os melhores resultados. Seguindo essas diretrizes, você evitará defeitos dispendiosos, reduzirá os tempos de ciclo e obterá o acabamento necessário.
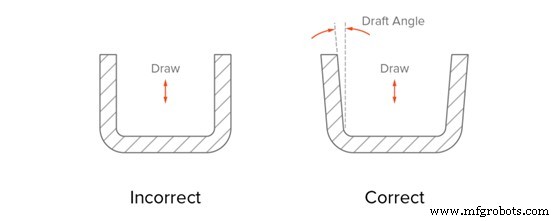
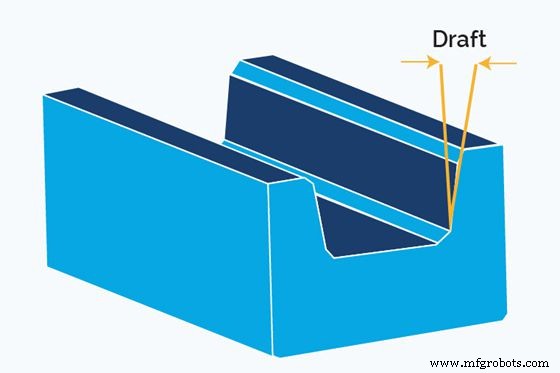
O ângulo de inclinação é a conicidade intencional aplicada às paredes de um molde, medida em graus em relação à direção de desenho da peça. Embora o ângulo seja uma característica do molde, ele também é visível no componente acabado. Os engenheiros normalmente visam cerca de 1,5°, embora valores entre 0,5° e 10° sejam comuns para peças especializadas.
Por que o ângulo de saída é importante na moldagem por injeção
Ejeção suave de peças
Durante a ejeção, a peça entra em contato com as paredes do molde, criando atrito que pode deformar a superfície, aumentar a força de ejeção necessária e diminuir a vida útil da ferramenta. Um ângulo de inclinação adequado libera a peça instantaneamente à medida que os pinos ejetores a empurram para fora, eliminando contato e atrito.
Sem inclinação, a peça desliza ao longo do molde, comprometendo o acabamento superficial e as tolerâncias e levando a maiores forças de ejeção.
Prevenção de Deformação
À medida que uma peça se separa do molde, pode formar-se um vácuo se não houver corrente de ar, puxando a peça para dentro e causando empenamento. A tiragem permite a entrada imediata do ar, evitando a formação de vácuo e mantendo a geometria plana.

Acabamento superficial superior
Ao eliminar o atrito contra o molde, o rascunho preserva detalhes finos da superfície e reduz a necessidade de acabamento pós-processamento. Ao lidar com texturas, o rascunho deve acomodar não apenas a forma bruta, mas também as saliências finas.
Reduz Deep Draw e Flash
A estampagem profunda – quando as metades do molde se separam ao longo de uma linha que corta a peça – representa um risco de aderência da peça. Um ângulo de inclinação maior atenua isso, facilitando a separação e reduzindo o flash.
Economia de custos
Os ângulos de inclinação reduzem o empenamento, melhoram a qualidade da superfície e reduzem as forças de ejeção. Esses benefícios se traduzem em menos rejeições, menos usinagem e redução do desgaste da ferramenta, reduzindo, em última análise, os custos de produção e manutenção.
Diretrizes de projeto para ângulos de inclinação
Escolher o ângulo de inclinação correto requer equilibrar questões funcionais, estéticas e de fabricação. Abaixo estão regras práticas comprovadas.
1. Ajustes mecânicos e contração térmica
Os ângulos de inclinação afetam a forma como uma peça encolhe durante o resfriamento. As faces externas movem-se para fora, enquanto as faces internas puxam para dentro, alterando potencialmente as tolerâncias dimensionais. Certifique-se de que a geometria desenhada ainda atenda aos requisitos de ajuste após a contração.
2. Rascunho baseado em textura
Quanto mais áspera for a textura da superfície, maior será a tiragem necessária para evitar abrasão durante a ejeção. Para acabamentos espelhados, 0,5° é típico. Aumente a inclinação em 0,4° para cada 0,1 mm de rugosidade adicionada, até 10° para padrões extremos.
3. Rascunho baseado em profundidade
Recursos mais profundos geram mais risco de vácuo. Adicione 1° de inclinação para cada polegada de profundidade da peça (≈25 mm). Ajuste ligeiramente para o material ou tamanho da peça, mas esta regra é válida para a maioria dos casos.
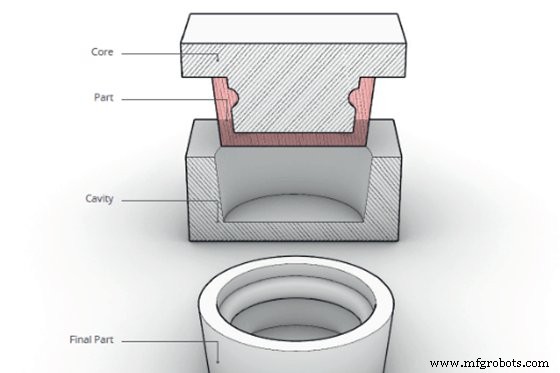
4. Abordagem núcleo-cavidade
Quando uma superfície externa deve permanecer lisa enquanto o interior pode ser áspero (por exemplo, caixas de proteção), aplique uma tiragem ligeiramente maior ao núcleo. O núcleo encolhe no molde, enquanto a superfície externa se destaca de forma limpa.
Referência rápida:dicas de ângulo de inclinação
- Comece com uma inclinação de 1,5° para a maioria das peças.
- Desenho da cavidade e do núcleo; o calado do núcleo pode ser 0,2–0,5° maior.
- Adicione 1° por polegada de profundidade.
- Para cada 0,1 mm de rugosidade, aumente a inclinação em 0,4°.
- Aplique inclinação a todos os recursos verticais:paredes, nervuras, venezianas, cortes inferiores.
- Use o método da cavidade central para exteriores esteticamente suaves.
- Inclua também rascunhos em elementos desenhados lateralmente.
- Materiais duros e abrasivos garantem correntes de ar maiores do que materiais macios e dúcteis.
Conclusão
Os ângulos de inclinação são mais do que um detalhe do molde:eles são a base de peças moldadas por injeção confiáveis e de alta qualidade. Ao incorporar as diretrizes acima, você reduzirá defeitos, reduzirá custos e melhorará o desempenho geral de fabricação.
A WayKen Rapid Manufacturing é especializada em projetos de moldes de precisão e ferramentas rápidas. Nossos serviços incluem análises detalhadas de DFM, simulação precisa de ângulos de inclinação e soluções de produção prontas para uso. Contate-nos hoje para acelerar seus projetos de moldagem por injeção.
Perguntas frequentes
Quando devo incluir um ângulo de inclinação?
Os ângulos de projeto devem ser considerados desde o estágio inicial do projeto – de preferência durante os esboços conceituais e o desenvolvimento do protótipo – para garantir a capacidade de fabricação e a integridade da peça.
Posso pular ângulos de inclinação?
Omitir ângulos de inclinação é arriscado. Embora peças pequenas com tolerâncias restritas possam tolerar isso, o risco de empenamento, defeitos superficiais e maior desgaste das ferramentas torna isso desaconselhável na maioria dos casos.
O que são rascunhos positivos e negativos?
Uma tiragem positiva significa que a peça se estreita em direção à cavidade do molde (mais larga na base). Uma tiragem negativa diminui para fora, o que raramente é usado na moldagem por injeção devido aos desafios de ejeção.
Moldagem a vácuo:o que é e como funciona
Otimizando pinos ejetores para desempenho superior de moldagem por injeção
Tecnologia industrial
- Raspberry Pi 3 B vs Raspberry Pi 3 B+:qual você deve obter
- Encontrar materiais reciclados para projetos de engenharia em escolas e universidades
- Soldagem a laser:ligação de metal de precisão explicada
- Quais são os erros comuns a serem evitados ao projetar para fabricação?
- Guia do fabricante para computação em nuvem
- Como o gerenciamento preciso de estoque impulsiona o sucesso em serviços de fabricação de eletrônicos
- 23 Unidade 6:Controle de Haas
- Habilidades transferíveis importantes para facilitar a mudança de carreira
- Diretrizes de projeto para montagens de várias peças
- 3 maneiras ocultas de que o rastreamento de ativos economiza tempo e dinheiro