


Frisbee
Antecedentes
Quase 300 milhões de frisbees foram vendidos desde sua introdução há 40 anos, tanto para esportes organizados quanto para recreação. De acordo com a Mattel, 90% dos americanos já brincaram com esse brinquedo voador uma vez ou outra, o que significa que 15 milhões de pessoas gostam do esporte todos os anos. Agora, as versões mais antigas deste brinquedo se tornaram itens de colecionador que valem centenas de dólares ou mais.
As origens do frisbee na verdade remontam a uma padaria chamada Frisbie Pie Company de New Haven, Connecticut, fundada por William Russell Frisbie após a Guerra Civil. A padaria permaneceu em operação até 1958 e, durante esse período, o lançamento das latas de torta da empresa, primeiro pelos motoristas da empresa e depois por estudantes universitários da Ivy League (alguns dizem que era tampa de lata de biscoito), fez com que o frisbie se tornasse um termo bem conhecido descrevendo a reprodução de discos voadores no Nordeste.
Vários anos após a Segunda Guerra Mundial, Walter Frederick Morrison - filho do inventor do farol de viga selada para automóveis - e seu parceiro Warren Franscioni, investigaram o aperfeiçoamento da lata de torta em um produto comercial. Primeiro, eles soldaram um anel de aço dentro do aro para melhorar a estabilidade da placa, mas sem sucesso. Então, eles mudaram para o plástico e o frisbee como o conhecemos hoje nasceu.
O projeto inicial, que incorporava seis spoilers ou pás curvos na parte superior, foi amplamente aprimorado em 1951 e se tornou o Plutão Platter, o primeiro disco voador produzido em massa. Este projeto, que incorpora uma inclinação no terço externo do disco, permaneceu como parte do projeto básico até hoje. O Morrison Pluto Platter tinha a primeira cúpula verdadeira (cabine nas andorinhas-do-mar de Morrison) e lembrava o conceito de discos voadores (OVNIs) retratado durante este período completo com vigias. Em 1954, a Universidade de Dartmouth realizou o primeiro torneio de frisbee, envolvendo um jogo chamado Guts.
Os fundadores da Wham-O, uma empresa de brinquedos da Califórnia, se interessaram por este disco voador em 1955 e cerca de um ano depois começaram a produção após adquirir os direitos de Morrison. O nome foi alterado para frisbee depois que a empresa ouviu falar de um jogo de lata de tortas na costa leste chamado Frisbie-ing. (Wham-O comercializou o Pluto Platter pela primeira vez em janeiro de 1957, mas não acrescentou a palavra frisbee até julho de 1957.) Em 1959, o primeiro modelo profissional de frisbee foi produzido.
Não foi até o início dos anos 1960 quando os frisbees se tornaram a moda e logo organizações foram estabelecidas para promover eventos esportivos, incluindo a International Frisbee Association e a Olympic Frisbee Federation. O primeiro jogo do Ultimate Frisbee, um esporte de distância e precisão semelhante ao futebol americano, foi jogado em 1968 em uma escola de segundo grau em Nova Jersey. Agora, é jogado em cerca de 600 faculdades e em 32 países. Em 1969, o Exército dos EUA até investiu US $ 400.000 para ver se os sinalizadores colocados em frisbees permaneceriam no ar, mas sem sucesso.
Durante a década de 1970, várias organizações foram formadas para promover eventos específicos, incluindo golfe de disco, freestyle e Guts. A Professional Disc Golf Association (PDGA) agora tem mais de 14.000 membros em 20 países, jogando em mais de 700 campos de golfe de frisbee. Hoje, 40.000 atletas em 35 países competem no Ultimate Frisbee. A formação dessas associações levou à realização de campeonatos mundiais na década de 1980.
Hoje, competições organizadas em nove eventos diferentes (incluindo disc golf e freestyle) acontecem a cada ano em todo o mundo, sob os auspícios da World Flying Disc Federation (WFDF). Estabelecido em 1984, o WFDF tem associações membros em 22 países e membros provisórios em outros 28 países. Durante a Operação Escudo do Deserto em 1991, o frisbee foi usado para levantar o moral dos 20.000 soldados americanos em serviço na Arábia Saudita.
Design
Os fabricantes de frisbees usam um software de design auxiliado por computador para criar um modelo. Um protótipo é então feito para testar o design. Às vezes, um túnel de vento e outros métodos sofisticados são usados para testar as características de vôo, dependendo do tipo de frisbee. Tolerâncias de fabricação de alguns milésimos de polegada agora são incorporadas ao design.
Os designers estão sempre procurando por novas maneiras de manipular as propriedades físicas que ditam as características de voo, alterando o design ou a forma para melhorar a sustentação, arrasto, rotação, momento angular, torque e outras forças que afetam a forma como um objeto voa. Por exemplo, adicionar uma pequena borda e uma borda côncava a um disco aumenta muito sua estabilidade em vôo.
Um grande obstáculo que os projetistas de discos devem superar é a instabilidade causada pela precessão giroscópica, a tendência de os objetos girarem para a direita ou para a esquerda durante o vôo, dependendo da direção de seu giro e de onde obtêm sua sustentação aerodinâmica. Quanto mais próximo o centro de gravidade do disco permanecer de seu centro de sustentação, mais estável e direto será o vôo.
À medida que um disco giratório voa, seu centro de sustentação fica próximo à frente, ou borda de ataque, do disco e tende a lançá-lo para cima. Por causa do giro, grande parte da força de levantamento em um ponto próximo à borda do disco não se aplica até cerca de um quarto de revolução depois. Essa precessão giroscópica empurra o disco para o lado, causando um rolamento lateral. É por isso que os frisbees, que normalmente são lançados com o backhand para girar no sentido horário quando vistos de cima, tendem a rolar para a esquerda da perspectiva do lançador durante o vôo.
Uma vez no ar, a sustentação e o momento angular atuam no frisbee, dando-lhe uma performance de balé. A sustentação é gerada pelas superfícies em forma do frisbee à medida que ele passa pelo ar. Mantendo um ângulo de ataque positivo, o ar que se move por cima do frisbee flui mais rápido do que o ar que se move por baixo dele.
De acordo com o Princípio de Bemoulli, há uma pressão de ar mais baixa no topo do frisbee do que embaixo dele. A diferença de pressão faz com que o frisbee suba ou suba. Este é o mesmo princípio que permite aos aviões decolar, voar e pousar. Outro fator significativo que atua na elevação do frisbee é a Terceira Lei de Newton. Afirma que para cada ação há uma reação igual e oposta. O frisbee força o ar para baixo (ação) e o ar força o frisbee para cima (reação). O ar é desviado para baixo pela inclinação ou ângulo de ataque do frisbee.
Girar o frisbee quando ele é lançado, ou dar a ele um momento angular, fornece estabilidade. O momento angular é uma propriedade de qualquer massa giratória. Jogar um frisbee sem girar permite que ele caia no chão. O impulso do giro também dá estabilidade de orientação, permitindo que o frisbee receba uma elevação constante do ar à medida que passa por ele. Quanto mais rápido o frisbee gira, maior sua estabilidade.
Matérias-primas
Os frisbees são feitos de um material termoplástico chamado polietileno desde o início dos anos 1950. O polietileno é o polímero de maior volume consumido no mundo. Este material é derivado do etileno, um gás incolor e inflamável. Esse gás é submetido a elevadas temperaturas e pressões na presença de um catalisador, que converte o gás em um polímero. Outros ingredientes que podem ser adicionados incluem corantes, lubrificantes e produtos químicos para melhorar a estabilidade dimensional e resistência a rachaduras.
O processo de fabricação
Para fazer um frisbee, utiliza-se um processo de alta velocidade denominado moldagem por injeção, que se baseia na injeção de um material plástico fluido em um molde fechado, geralmente do tipo multicavidades. Uma vez no molde, o plástico é resfriado a uma forma que reflete o
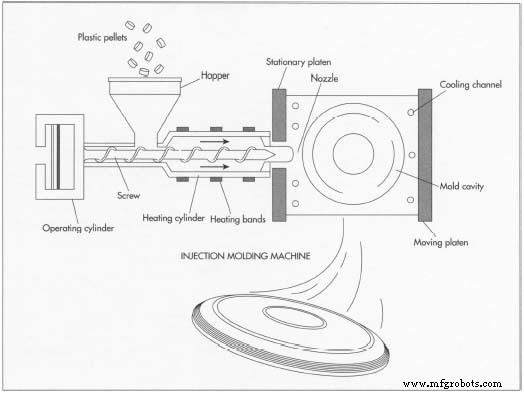 Os frisbees são produzidos em um processo de alta velocidade denominado moldagem por injeção, que se baseia na injeção de um plástico fluido material em um molde fechado, geralmente do tipo multicavidade. Uma vez no molde, o plástico é resfriado para uma forma que reflita a cavidade. cavidade. Uma vez que formas complexas podem ser feitas usando este processo, um pequeno corte após a remoção do molde é o único outro acabamento necessário. Por conta dessas vantagens, esse processo é utilizado para a fabricação de uma ampla gama de produtos, desde brinquedos diversos até pára-choques automotivos.
Os frisbees são produzidos em um processo de alta velocidade denominado moldagem por injeção, que se baseia na injeção de um plástico fluido material em um molde fechado, geralmente do tipo multicavidade. Uma vez no molde, o plástico é resfriado para uma forma que reflita a cavidade. cavidade. Uma vez que formas complexas podem ser feitas usando este processo, um pequeno corte após a remoção do molde é o único outro acabamento necessário. Por conta dessas vantagens, esse processo é utilizado para a fabricação de uma ampla gama de produtos, desde brinquedos diversos até pára-choques automotivos. Uma máquina de moldagem equipada com um funil, cilindro extrusor aquecido, parafuso alternativo, bico e braçadeira de molde é normalmente usada. Esta máquina aquece o plástico até que ele seja capaz de fluir facilmente sob pressão, pressuriza esse fundido para injetá-lo em um molde fechado, mantém o molde fechado durante a injeção e solidificação do material e abre o molde para permitir a remoção da parte sólida .
Preparação da matéria-prima
- 1 Uma operação de composição separada é usada para converter a forma de uma resina, enquanto também introduz quaisquer aditivos, em uma adequada para moldagem por injeção. Para termoplásticos, isso geralmente significa transformar o material em grânulos secos e fluidos por uma combinação de etapas de extrusão e secagem, que geralmente ocorrem no fabricante do plástico. Uma vez que a etapa de composição é concluída, o material é verificado quanto ao teor de umidade e peso molecular médio.
- 2 Os pellets plásticos são então enviados ao fabricante do frisbee em sacos de 50-100 lb (22,7-45,4 kg) ou em uma caixa de 500-1.000 lb (227-454 kg). Os grânulos de plástico são colocados em um grande tambor, ao qual são adicionados pigmentos e aditivos que aumentam o peso. Um agente de ligação, como óleo, é usado para aderir o pigmento aos grânulos. O tambor é vibrado para misturar os materiais.
Alimentando o material
- 3 Os pellets não derretidos são colocados na tremonha que alimenta o material no cilindro. A tremonha pode ser equipada com um sistema de secagem para remover a umidade extra e um ímã para remover quaisquer contaminantes de ferro. Às vezes, toda ou parte da operação de composição ocorre durante esta etapa.
Transporte e derretimento
- 4 Durante esta etapa, o composto de moldagem se move da seção de alimentação para o cilindro da extrusora aquecida que contém a rosca recíproca. Aqui, o material é derretido gradualmente à medida que é transportado para a frente pelo barril. Os parafusos cônicos fornecem bombeamento, compressão, descompressão e mistura, resultando em um gradiente de pressão que desgaseifica o material com a ajuda de aberturas no parafuso. Os materiais termoplásticos requerem roscas mais longas de taxas de compressão (volume aberto na zona de alimentação dividido pelo volume na extremidade da rosca) na faixa de dois a três ou mais. A taxa de compressão adequada para um parafuso de moldagem por injeção será ligeiramente maior do que a densidade aparente do composto de moldagem recebido dividido pela densidade do fundido.
- 5 No final do processo de transporte, uma quantidade volumetricamente predeterminada de composto se acumula em algum lugar na frente do parafuso conforme o parafuso desliza para fora do cilindro. Chamado de tiro, ele é forçado para frente quando o curso do parafuso é invertido. Para evitar que o composto de moldagem flua de volta para o parafuso durante a injeção, uma válvula mecânica é colocada na ponta do parafuso.
Injeção
- 6 Assim que houver material suficiente para preencher o molde, a rotação da rosca para e a máquina está pronta para a injeção. O plástico derretido é injetado no molde através do bico, sob alta pressão (normalmente, 10.000-30.000 psi) usando um sistema de canais que conduzem à porta do molde. Normalmente, mais de uma porta é usada para entregar o material no molde, com cada porta sendo alimentada por um canal ou canal. Para a injeção adequada, o ar dentro do molde também deve ser ventilado de forma adequada.
Resfriamento e remoção
- 7 Para acelerar o processo de solidificação, um método de resfriamento é incorporado ao molde. Isso geralmente envolve furos no molde, através dos quais um fluido de resfriamento, como a água, pode circular. Após a solidificação, a braçadeira do molde, que mantém as metades do molde fechadas contra a pressão de injeção do fundido, abre o molde para permitir que os braços retráteis removam as peças. Durante esta etapa, o parafuso começa a girar e derreter o novo material para a próxima injeção.
Decoração
- 8 Após o frisbee ser removido do molde, uma impressão ou decoração é aplicada com o nome do frisbee, fabricante e outras informações ou desenhos. Existem três métodos usados, sendo a estampagem a quente o mais comum. Outros métodos envolvem a aplicação de tinta usando uma máquina de serigrafia ou impressão de cartas. A impressão de letras usa uma almofada de tinta diferente para cada cor.
Embalagem
- 9 Após a decoração, os frisbees estão prontos para serem embalados. Um método envolve colocar cada frisbee em um saco plástico ao qual um cabeçalho de papelão é automaticamente preso com grampos. Outro método coloca o frisbee em um suporte de papelão, que é então embalado com um filme plástico. Às vezes, os frisbees são embalados em caixas.
Controle de qualidade
O peso é uma das propriedades mais importantes e é controlado automaticamente durante o processo de moldagem por injeção pelo parafuso na máquina que empurra a quantidade adequada de material no molde. Outra propriedade importante para os frisbees de golfe é a flexibilidade, que é testada colocando um peso na borda do disco e medindo o grau de curvatura. O PDGA só precisa testar uma amostra de um novo disco de golfe para flexibilidade.
Subprodutos / resíduos
Normalmente, há poucos resíduos produzidos durante o processo de fabricação. Às vezes, depois que o frisbee é removido do molde, ele tem excesso de material, chamado de flash, ao redor da borda. Este é aparado, enviado para uma retificadora e depois misturado com o material virgem. Outros frisbees podem ser rejeitados se não tiverem o peso correto ou se apresentarem defeitos de descompressão. Após a retirada da decoração, seja por corte ou por meio de solvente, dependendo do método de aplicação, os rejeitos também são reciclados de forma semelhante.
O Futuro
Espera-se que o frisbee domine o século XXI como um dos grandes esportes e passatempos. Os esportes de frisbee devem continuar crescendo, assim como grupos de colecionadores interessados em preservar sua história. Embora outros brinquedos voadores tenham chegado ao mercado - como bumerangues, cilindros e anéis - o disco voador continuará a fornecer mais horas de entretenimento para as pessoas ao redor do globo do que provavelmente qualquer outra coisa já inventada.
O golfe do disco, especificamente, está experimentando um crescimento recorde. Em cada um dos últimos três anos, o número de cursos apenas nos Estados Unidos aumentou 10%. Esse crescimento deve continuar, pois ainda existem muitas áreas do país que ainda não conhecem o golfe do disco e os benefícios que ele oferece.
Além disso, o frisbee pode algum dia ser um esporte olímpico. Para que um esporte seja elegível para as Olimpíadas, ele deve ser praticado por dois anos em pelo menos 50 países. Ultimate Frisbee já é jogado em 35 países e sua popularidade está crescendo, junto com outros esportes de frisbee.
Processo de manufatura
- Crie sua primeira IOT com um Raspberry Pi, sensor DHT11 e Thingspeak.
- Melhoria:O que vem primeiro?
- Melhorar o sistema básico de trabalho primeiro
- O controle de qualidade é a primeira etapa para a confiabilidade do motor
- Apresentando o primeiro smartphone de fibra de carbono do mundo
- Evonik conclui a primeira planta do novo complexo de nylon 12
- Primeiros fones de ouvido feitos de materiais sustentáveis no mercado
- Sepro apresenta seu primeiro robô ‘Made-in-America’
- Pedidos de robôs surgidos no primeiro trimestre
- Primeiras imagens 3D de rachaduras microscópicas em ligas