


Design de Passe de Rolo
Design do passe de rolagem
Os produtos longos são normalmente laminados em várias passagens, cujos números são determinados pela relação entre o material de entrada inicial do aço (tarugo quadrado ou redondo ou bloco) e a seção transversal final do produto acabado. A área da seção transversal é reduzida em cada passagem e a forma e o tamanho do material de aço que está sendo laminado se aproximam gradualmente do perfil desejado.
A laminação é realizada entre rolos ranhurados. Duas ranhuras opostas nos rolos colaboradores formam um passe, que corresponde à forma da seção transversal de uma peça de trabalho esperada após o passe. Após cada passagem, a seção transversal diminui e sua forma se aproxima da forma do produto final. O desenvolvimento de formas de passe subsequentes e sua localização adequada nos rolos é chamado de projeto de passe de rolo.
O projeto do passe de rolo é uma parte essencial do processo de laminação de produtos longos, uma vez que os produtos longos são laminados entre os rolos moldados nos laminadores de produtos longos. O design do passe de rolo geralmente significa o corte de ranhuras no corpo do rolo através do qual o aço a ser laminado é feito para passar sequencialmente para obter o contorno e o tamanho desejados.
O objetivo principal do projeto do passe de rolo é garantir a produção de um produto de perfil correto dentro dos limites de tolerância, livre de defeitos, com boa qualidade superficial e as propriedades mecânicas exigidas. Além disso, a condição econômica deve ser alcançada durante a laminação do produto, por exemplo, produtividade máxima com o menor custo, utilização ideal de energia, condições de trabalho fáceis para a equipe de laminação e desgaste mínimo do rolo.
O projeto do passe de laminação é um conjunto de métodos para determinar as dimensões, forma, número e tipo de disposição dos passes do laminador. O design do passe de rolagem também inclui o cálculo das forças de pressão e sua distribuição nos passes de rolagem. Vários passes são feitos para cada seção; um tarugo ou flor quadrado ou redondo adquire uma forma especificada em cada passagem sucessiva. Os passes de laminação são projetados para evitar tensões excessivas no aço sendo laminado, uma vez que tais tensões podem levar à formação de rachaduras e outras falhas.
O projeto do passe de laminação é baseado nas características de entrada inicial (peso do tarugo/bloom, grau do aço e temperatura do aço antes e durante o curso da laminação), características do produto laminado acabado (dimensão da seção, tolerâncias e especificação quanto às propriedades mecânicas , e acabamento superficial do produto laminado) e características do laminador (número de suporte, diâmetro do rolo, resistência dos rolos, velocidade de laminação, potência disponível do motor de acionamento e equipamento do laminador disponível). Outros fatores que são importantes para um bom projeto de passe de rolo são a carga de laminação, calado, deformação e taxa de transferência de calor que afetam a condição do fluxo plástico do material de aço. A forma adicional de uma seção em um passe específico deve garantir um fluxo livre de aço na fenda/ranhura do rolo. A seleção do ângulo de conicidade/ranhura apropriado no passe é necessária para evitar o emperramento do material de aço nos rolos.
Tradicionalmente, o design do roll pass era visto mais como arte do que como ciência. Em 1969, um grande trabalho, sistematizando os princípios do design do passe de rolo, foi publicado por Wusatowsky. Desde então, a complexidade dos processos de laminação de produtos longos aumentou. Os modernos laminadores de produtos longos são construídos como laminadores contínuos ou semicontínuos. Além disso, muitos novos tipos de aço foram desenvolvidos, exigindo novas estratégias de laminação, como laminação controlada e resfriamento controlado, conhecido como processamento termomecânico. Hoje, esse processamento é uma prática comum, melhorando a qualidade do produto otimizando a microestrutura obtida por processos de deformação e temperatura, como recristalização e crescimento de grãos. Assim, o projeto do passe de rolo se torna ainda mais complicado ao otimizar a microestrutura final e os projetistas de passe de rolo precisam aplicar modelos sofisticados de material e processo em seu trabalho. Felizmente, na última década, simulações assistidas por computador tornaram-se viáveis para tal abordagem, reduzindo gradualmente a abordagem dispendiosa de tentativa e erro para otimizar o processo de laminação de produtos longos.
Sulcos de rolo
Existem diferentes tipos de ranhuras que são usadas para laminação de seções. As ranhuras comuns são ranhuras retangulares, ranhuras diagonais, como quadrados e ranhuras rômbicas (losangos), ranhuras redondas ou falsas, bem como ranhuras ovais. As ranhuras podem ser simétricas, assimétricas e ranhuradas. Parâmetros importantes das ranhuras são altura (profundidade), ângulo da ranhura, raio de alívio, raio inferior, larguras no colar, deflexão superior e inferior média e inferior média. Normalmente, uma combinação de ranhuras é usada no projeto do roll pass. Desenhos típicos de alguns sulcos simétricos, assimétricos e de passagem de fenda são mostrados na Fig 1.
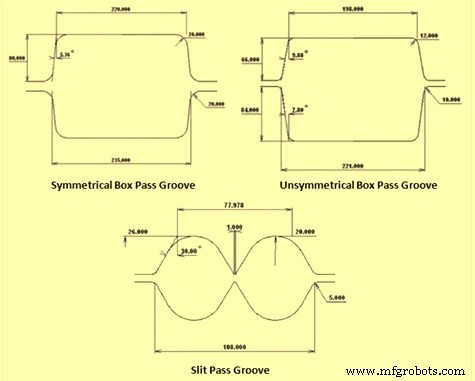
Fig 1 Desenhos típicos de algumas ranhuras de passagem
Regras de polegar
Algumas regras de polegar usadas no projeto de passe de laminação para ângulo de ranhura, raio de alívio, raio inferior e encaixe são fornecidas na Tab 1.
Tab 1 Algumas regras básicas | ||||
| Ângulo da ranhura | Ângulo inferior | Raio de alívio | Raio inferior | |
| Passagem de caixa | 8-10 graus | 10 mm | ||
| Passe diamante | > 90 graus | 18mm | ||
| Passe quadrado | 45 graus | Cerca de 90 graus | 5 mm | |
| Passe oval | 60 graus | 5 mm | ||
| Passe redondo intermediário | 60 graus | 30 graus | ||
| Para rodadas | 0,2 x raio inferior | 0,5 x diâmetro | ||
| Para rodadas no passe final | 1,5 | |||
| (1) Acessórios de oval para redondo devem ser de 0,3 a 0,7. | ||||
| (2) Para ovais, a proporção entre largura e altura deve ser menor que 3,0. | ||||
Os requisitos básicos para um projeto de passe de rolo correto são fornecidos abaixo.
- O número e a disposição dos passes em um suporte de rolo específico deve garantir a exploração uniforme possível de todos os passes em cada suporte. Números mais altos de passes resultam em menor saída do suporte do rolo, enquanto o número menor de passes causa desgaste excessivo do rolo. Além disso, se o número de passes não for o ideal, há perigo de defeitos de rolamento ou possibilidade de fratura do rolo.
- Deve haver calado uniforme nos últimos passes e calado diferente nos primeiros passes de conformação do perfil, onde a seção é grande e o aço está quente.
- A tiragem deve ser distribuída de modo a garantir o desgaste uniforme do passe o mais possível e evitar a sobrecarga dos acionamentos e dos rolos.
A seguir estão as características de um bom projeto de passe de rolo.
- Deve garantir um perfil com superfície lisa e dimensões corretas dentro dos limites especificados na norma em questão.
- Deve garantir um consumo específico mínimo de energia, potência e rotação.
- Deve deformar o material circulante de forma e em etapas para que haja tensões internas mínimas no produto acabado.
- Deve criar uma cultura de trabalho simples e conveniente no estande, minimizando ao mínimo a operação manual e deve ser possível introduzir a automação do processo tecnológico.
- Deve-se otimizar o número de passadas necessárias para a rolagem para reduzir o tempo total do ciclo de laminação, com tempo mínimo gasto para troca e ajuste de rolos.
O processo de design do passe de rolo envolve os seguintes cálculos.
- Determinação da dimensão do produto acabado. As dimensões são calculadas em função da geometria, material de aço, temperatura e tensão. Os cálculos são feitos usando a fórmula de spread que geralmente é a fórmula de spread de Wusatowski aplicada no método de Lendl.
- Cálculo do fator de contração do aço. A dimensão fria é a dimensão quente dividida pelo fator de expansão que se baseia na temperatura real e na tensão de fluxo real.
- Laminação a quente é um processo de compressão. A força do rolo, que é a força imposta aos rolos pelo metal processado durante a laminação a quente, é uma questão importante de projeto. A força e o torque de separação dos rolos influenciam todo o processo de projeto do passe de rolo. O cálculo da força de laminação é necessário para garantir que o laminador não esteja sobrecarregado e que haja energia suficiente disponível para que a redução de laminação seja feita.
- Cálculo do alongamento médio e número de passagens necessárias.
- Cálculos de potência de rolamento necessária e cargas em equipamentos mecânicos. Os cálculos de carga, torque e potência são feitos com base na fórmula Sims desde o tarugo/bloom até a dimensão do acabamento em função da geometria, grau do aço, temperatura e tensão. O cálculo da temperatura é função da potência, dimensão e coeficiente de transferência de calor.
- Determinação da progressão de passes e árvore genealógica.
- Desenho de formas de passe detalhadas.
Também para o controle da tensão entre as bancadas, é importante definir uma velocidade precisa e as relações de controle de rotação do motor entre as bancadas/motores em um moinho contínuo. O cálculo da velocidade e rotação do motor é feito a partir da velocidade de saída do acabamento a montante do tarugo/bloom de acordo com o princípio do fluxo de massa constante. O cálculo da velocidade é uma função da velocidade de acabamento, área da barra, diâmetro do rolo, tensão e deslizamento para frente.
O projeto do passe de rolo não visa apenas melhorar o tamanho, a forma e as propriedades mecânicas dos produtos laminados, mas também busca otimizar o próprio processo de passe de rolo. Embora o projeto do passe de rolo para laminação de seção seja geralmente baseado no conhecimento empírico de especialistas humanos, a maioria das fórmulas empíricas só dá bons resultados dentro de uma gama limitada de aplicações. A laminação de seção sempre representou o processo de laminação mais complicado para otimização.
Ainda é difícil decidir sobre a solução ótima para um determinado problema de projeto de passe de rolo. Parte do problema é que não há regras específicas predeterminadas para o projeto do roll pass, de modo que, quando ocorre um problema, é difícil saber a causa exata. Além disso, o problema fica mais complicado quando há objetivos hierárquicos concorrentes.
A velha arte do design do roll pass está se transformando em uma tecnologia moderna baseada no progresso científico. A tarefa de projeto de rolos a quente hoje em dia requer o uso de ferramentas e metodologias modernas de projeto. Com o rápido desenvolvimento de hardware e software de computador, as seguintes metodologias foram desenvolvidas.
- Método de elementos finitos ou FEM para o projeto de passe de rolo em laminação de seção.
- A configuração de forma hierárquica foi usada com sucesso para classificar e destacar problemas de projeto no projeto do passe de rolo. Foi demonstrado que um sistema de classificação hierárquica pode ser realizado usando um sistema de menu em cascata.
- Método de projeto de passe de rolo a quente baseado em matriz. Foi visto que o projeto do passe de rolo é dominado pelo cálculo de vários parâmetros. Esses parâmetros, como força de rolamento, torque, espalhamento, alongamento e calado, etc., envolvem um processo de cálculo complicado. Todas as fórmulas e métodos estão integrados no sistema de design de passe de rolo baseado em matriz
O complicado processo de projeto de laminação a quente de produtos longos foi integrado ao sistema de projeto de rolo baseado em matriz. Como os métodos e informações de projeto disponíveis, como métodos empíricos, experimentais, teóricos e EF podem ser encontrados na matriz, a abordagem tem o potencial de produzir produtos laminados de maior qualidade usando o método de projeto de passe de rolo otimizado em comparação com aqueles que usam as condições de aplicação dos métodos ad hoc existentes. Portanto, o sistema de design de passe de rolo baseado em matriz está se tornando mais popular nos dias de hoje.
Processo de manufatura
- Projeto da peça moldada por injeção - Parte 4:Warp
- Design de produto de consumo:um breve guia
- Projeto para capacidade de fabricação:um guia prático
- Os desafios do design de produto
- Mudar design de contato
- Passar arrays para uma função em C
- Instrução de passagem do Python
- Tutorial Verilog
- O que é projeto de arquitetura?
- Por que o design para fabricação é importante?