


Processos de produção para tubos soldados
Processos de produção para tubos soldados
Os tubos de aço são tubos longos e ocos que são usados principalmente para transportar fluidos ou produtos fluidizados de um local para outro. Eles são produzidos principalmente por dois processos de produção distintos que resultam em um tubo soldado ou um tubo sem costura.
Os tubos de aço soldados são produzidos com costura longitudinal ou em espiral (helicoidal). Os diâmetros desses tubos variam de cerca de 6 mm a 2.500 mm com espessuras de parede na faixa de 0,5 mm a cerca de 40 mm.
O material de partida para a produção dos tubos soldados é o produto plano laminado que, dependendo do processo de produção do tubo, dimensões do tubo e aplicação, pode ser laminado a quente (HR) ou laminado a frio (CR)/skelp, e tira larga HR ou prato. Este material de partida pode ser formado em forma de tubo em condição quente ou fria. O processo de formação pode ser um processo contínuo ou um processo de formação de tubo único.
No processo de formação de tubo contínuo, o material de tira desenrolada é retirado de um acumulador, com a extremidade dianteira e a extremidade traseira das bobinas consecutivas sendo soldadas juntas. No processo de formação de tubo único, a operação de formação e soldagem de tubo é realizada em comprimento de tubo único.
Existem dois tipos de processos de soldagem que são usados principalmente para a produção de tubos soldados. Estes são (i) processos de soldagem por pressão e (ii) processos de soldagem por fusão. Os processos de soldagem por pressão comumente usados são (i) processo de soldagem por pressão e. Processo Fretz-Moon, (ii) soldagem por resistência elétrica DC (corrente contínua) (ERW), (iii) soldagem por resistência elétrica de baixa frequência (LF), (iv) soldagem por indução de alta frequência (HF) e (v) soldagem por condução HF . Os processos de soldagem por fusão comumente usados são (i) soldagem a arco submerso (SAW) e (ii) soldagem com proteção de gás.
| Guia 1 Processos de produção de tubos soldados | |||||
| Processo de conformação | Processo de soldagem | Tipo de soldagem | Tipo de solda | Intervalo de tamanho do tubo (OD) em mm | |
| Processo contínuo | Soldagem de alta pressão | Lua Fretz | Longitudinal | 13-115 | |
| Soldagem por resistência elétrica (ERW) | 1. Corrente contínua (CC) 2. Baixa frequência (LF) 3. Alta frequência (HF) | Longitudinal | 10-20 | ||
| 10-115 | |||||
| 20-600 | |||||
| Soldagem a arco elétrico (soldagem por fusão) | 1. Arco submerso (SAW) 2. Arco de gás metálico (MAG) (para soldagem por pontos) 3. Arco de gás metálico (TIG, MIG, ERW)* | Espiral Espiral/ longitudinal | 168-2.500 | ||
| 405-2030 | |||||
| 30-500/ 10-420 | |||||
| 1. Operação de conformação simples 2. Máquina de dobra de 3 rolos 3. Prensa C-ing | 1. Arco submerso (SAW) 2. Arco de gás metálico (TIG, MIG, ERW)* | Longitudinal | 500 e superior | ||
| 200-600 | |||||
| 1. Operação de conformação simples 2. Prensa U/O | 1. Arco submerso (SAW) 2. Arco metálico de gás (MAG) (para soldagem por aderência) | Longitudinal | 455-1625 | ||
| *Tubo de aço inoxidável (SS) | |||||
Processos de soldagem por pressão
O processo de soldagem por pressão popular é o processo Fretz-Moon.
Processo Fretz-Lua – Fretz-Moon é o nome do inventor do processo. Neste processo, a tira de aço na forma de tira contínua é aquecida até a temperatura de soldagem em uma linha de conformação e soldagem (Fig. 1). Os rolos formam continuamente a tira em um tubo de costura aberta. Depois disso, as bordas de contato são pressionadas e soldadas por um processo baseado na técnica de soldagem por forja. Tubos de 40 mm a 115 mm de diâmetro externo (OD) podem ser produzidos por este método. A velocidade de soldagem varia de 200 m/min (metros por minuto) a 100 m/min respectivamente.
Atualmente, o tubo sem fim da fábrica de Fretz-Moon é alimentado diretamente em uma fábrica de redução de estiramento. Este moinho é fornecido na linha de saída para laminar o tubo do mesmo calor em vários diâmetros até cerca de 13 mm. O tubo é então cortado em comprimentos individuais para colocação nos leitos de resfriamento. Essa combinação oferece a vantagem de que a planta Fretz-Moon pode ser usada para um diâmetro de tubo único e constante, eliminando assim o trabalho dispendioso de troca de rolos e reajuste.
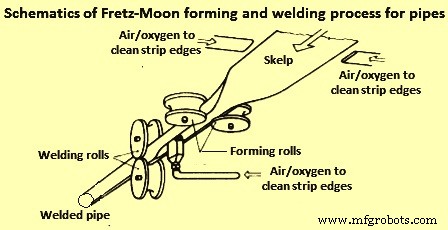
Fig 1 Esquema do processo de soldagem e conformação Fretz-Moon para tubos
As bobinas HR são usadas como material de partida. As bobinas são desenroladas em alta velocidade e a tira é armazenada no acumulador de loop. O material armazenado atua como um buffer durante o processo de produção contínuo. Isso permite que a extremidade traseira da tira de corrida seja soldada a topo à extremidade da cabeça da tira da próxima bobina. A tira contínua é então levada para um forno túnel onde é aquecida a uma temperatura elevada. Queimadores dispostos lateralmente aumentam a temperatura nas bordas da tira para uma temperatura de soldagem que é cerca de 100°C a 150°C mais alta do que a temperatura prevalecente no centro da tira. O suporte do rolo formador molda continuamente a tira de entrada em um tubo de costura aberta, cuja circunferência é ligeiramente reduzida (em cerca de 3%) no suporte de soldagem do rolo de compressão a jusante. O suporte de soldagem é deslocado em 90 graus em relação ao suporte anterior. O suporte de soldagem produz a pressão de recalque que faz com que as bordas sejam pressionadas e soldadas. A estrutura de solda é ainda mais comprimida nos suportes de rolos redutores a jusante novamente deslocados em 90 graus. Esses suportes de rolos redutores dimensionam o tubo. Caso não haja moinho de redução de estiramento, uma serra voadora localizada a jusante corta o tubo sem fim em comprimentos individuais. Esses tubos cortados são transportados através do leito de resfriamento para a seção de acabamento do tubo.
Processos de produção de tubos ERW
Tanto a corrente contínua (DC) quanto a corrente alternada (AC) são usadas para a produção de tubos ERW. Nos processos de soldagem CA, tanto a corrente LF quanto a corrente HF estão sendo usadas.
processo DC – O processo DC emprega o efeito de corrente quase contínua (sistema de onda quadrada). A principal característica de um soldador de onda quadrada é que apenas alta tensão/baixa corrente é usada até que o ponto de solda seja atingido. Eletricamente, a principal diferença entre a CC e a onda quadrada é que a corrente da linha é retificada (através de um retificador de onda cheia) sem passar por um transformador abaixador. O processo DC é utilizado para a soldagem longitudinal de tubos pequenos até 20 mm OD (30 mm OD em casos especiais), com espessuras de parede finas que variam de 0,5 mm a 2 mm. A tira CR é usada como material de partida para este processo devido aos requisitos de tolerância.
A vantagem da soldagem DC em comparação com os métodos de soldagem LF e HF é o acabamento liso do passe interno com pequenos sulcos (reforço). Isso é importante quando o tubo precisa de uma solda interna lisa e onde não é possível remover o flash de soldagem (por exemplo, tubos de trocador de calor).
A faixa de aplicação para o processo DC é limitada pela energia elétrica que pode ser transmitida pelos eletrodos de disco usados no processo. A velocidade de soldagem obtida no processo varia de 50 m/min a 100 m/min. Tubos que são produzidos pelo processo DC são normalmente estirados a frio posteriormente. Devido a isso, a espessura do corpo principal do tubo é aumentada ligeiramente mais do que a da zona de solda, resultando em tubo mostrando praticamente nenhuma saliência interna de solda.
processo LF –No processo LF, a soldagem é feita com CA na faixa de frequência entre 50 Hz (hertz) a 100 Hz. Um eletrodo composto por dois discos isolados de uma liga de cobre (Cu) é usado não apenas para a alimentação de energia, mas também como ferramenta de conformação e elemento que gera a pressão de soldagem necessária (Fig. 2). O processo é usado para produzir tubos soldados longitudinais na faixa de diâmetro de 10 mm a 115 mm em velocidades de soldagem de até 90 m/min, dependendo da espessura da parede.
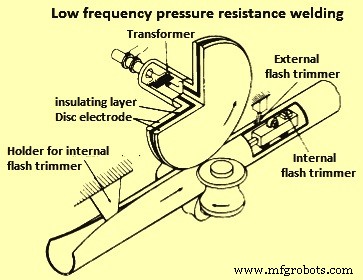
Fig 2 Soldagem por resistência de pressão de baixa frequência
Os eletrodos são o componente crítico do processo, pois devem ser fornecidos com uma ranhura que corresponde ao diâmetro do tubo que está sendo produzido. Além disso, esta ranhura deve ser constantemente monitorada quanto ao desgaste durante a operação.
O material durante o processo de soldagem por pressão forma um flash interno e externo ao longo da zona de solda que deve ser removido em linha a jusante por trimmers internos e externos. O processo pode produzir soldas de alto grau de perfeição, desde que o processo seja cuidadosamente monitorado para atender aos diversos requisitos.
Processos HF – O processo de soldagem por resistência elétrica HF para a produção de tubos foi introduzido na década de 1960. O processo envolve a aplicação de corrente elétrica HF AC na faixa de 200 kHz (quilo hertz) a 500 kHz. As operações de formação de tubos e entrada de energia são realizadas por unidades separadas. A tira é moldada em um laminador ou em um suporte de rolo ajustável (formação de função natural) em um tubo de costura aberta para uma ampla gama de produtos de tubo. Estes incluem tubos de linha e tubos estruturais nas faixas de tamanho de cerca de 20 mm a 600 mm de diâmetro externo e faixa de espessura de parede de 0,5 mm a 16 mm, e blanks de tubos para um laminador de redução de estiramento a jusante. O material de partida é tira de aço larga HR ou skelp. Dependendo da dimensão do tubo e da aplicação, e particularmente no caso de tubos de precisão, a tira de aço pode ser submetida a uma operação de decapagem a montante ou a tira CR é usada. As bobinas são desenroladas em alta velocidade e a tira é armazenada no acumulador de loop. O material armazenado atua como um buffer durante o processo de produção contínuo. Isso permite que a extremidade traseira seja soldada à extremidade dianteira da tira da próxima bobina. A máquina de solda de tubos opera continuamente a uma velocidade que varia de 10 m/min a 120 m/min puxando a tira do acumulador de loop.
A Fig. 3 mostra o princípio de um laminador laminador. O laminador é usado para diâmetros de tubo de até 600 mm no máximo. Normalmente consiste em 8 a 10 suportes de perfilagem amplamente acionados, nos quais a tira é gradualmente moldada em etapas (1 a 7 suportes) em um tubo de costura aberta. Os últimos três passes (8-10 suportes) são geralmente passes de acabamento que guiam o tubo de costura aberta em direção à mesa de soldagem (11). Os rolos formadores devem ser ajustados com precisão ao diâmetro final do tubo. No caso de tubos de grande diâmetro, o processo natural de formação de função também pode ser aplicado.
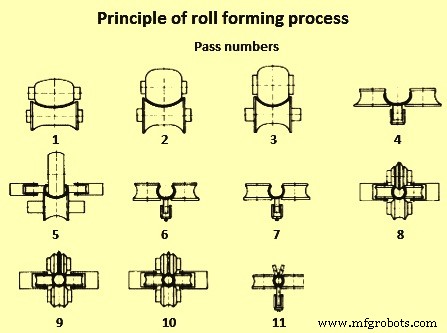
Fig 3 Princípio do processo de laminação
As principais características de um suporte de rolo de formação é que um número de rolos de formação internos e externos não acionados, ajustáveis em uma ampla faixa de diâmetro do produto, são dispostos em uma linha de formação em forma de funil que gradualmente dobra a tira em uma forma de tubo de costura aberta. Apenas o suporte de desmontagem na entrada e os suportes de passagem de acabamento na extremidade de saída são realmente acionados. Uma vista esquemática dos suportes de rolos em uma laminadora é apresentada na Fig. 4. Na figura são mostrados alguns detalhes de seção transversal que indicam o grau de deformação n e a disposição dos rolos de formação em várias seções ao longo da linha.
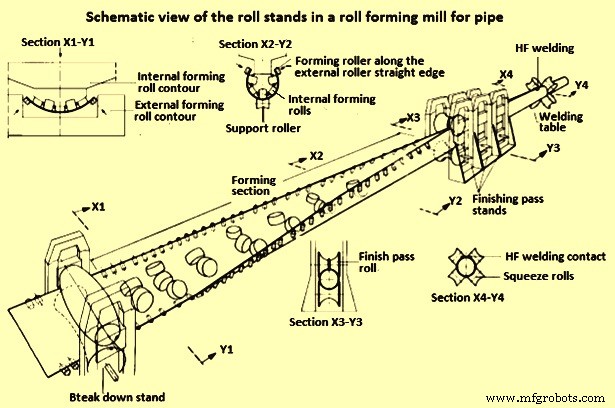
Fig 4 Vista esquemática dos suportes de rolos em uma laminadora
O processo de soldagem usa simultaneamente pressão e calor para unir as bordas das tiras da costura aberta sem o uso de material de enchimento. Os rolos de compressão e pressão no suporte de soldagem aproximam gradualmente as bordas do tubo de costura aberta e aplicam a pressão necessária para a soldagem. Existem várias vantagens com o uso de energia elétrica HF AC como fonte de energia para gerar o calor necessário para o processo de soldagem. Como exemplo, tem a vantagem sobre a energia AC normal de gerar uma densidade de corrente muito alta (fluxo) sobre a seção transversal do condutor. Devido ao seu HF, a corrente HF tem o efeito de construir um campo magnético no núcleo central do condutor. A resistência ôhmica do condutor é mais alta neste campo, de modo que o elétron segue o caminho de menor resistência na região da superfície externa do condutor (efeito pelicular). Assim, a corrente flui ao longo das bordas das tiras do tubo de costura aberta até o ponto em que as bordas das tiras se unem (ponto de soldagem), e a conseqüente concentração, promovida pela proximidade do condutor negativo, resulta em um alto nível de utilização de energia . Abaixo do ponto Curie (768 graus C), a profundidade da penetração da corrente atinge apenas alguns centésimos de mm. Uma vez que o aço é aquecido acima desta temperatura, torna-se não magnético e a profundidade de penetração da corrente sobe para vários décimos de milímetro em frequências na região de 450 kHz.
A corrente de soldagem pode ser introduzida na costura aberta tanto por meios condutores, usando contatos deslizantes, quanto por meios indutivos, usando bobinas de vento simples ou múltiplas. Assim, é feita uma distinção na nomenclatura entre soldagem por indução HF (HFI) e soldagem por condução HF. Uma vista esquemática da soldagem HF do tubo é mostrada na Fig 5.
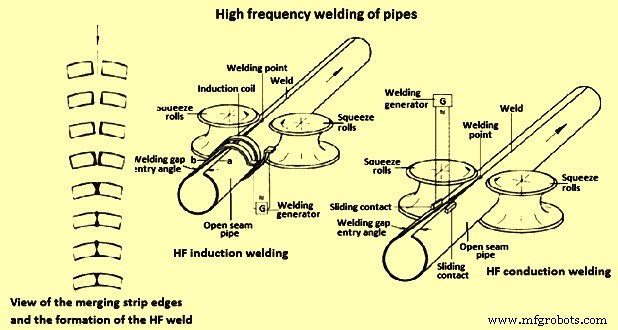
Fig 5 Soldagem HF de tubos
Nos últimos tempos, a fim de acomodar pequenos lotes de produção, graus de aço de baixa liga de alta resistência (HSLA) e relações extremas de espessura de parede/diâmetro, um processo de conformação de borda reta foi desenvolvido. Neste processo, em vez dos rolos formadores de fundo, são usadas bordas retas de rolos. Isso resultou em uma redução substancial no comprimento da linha de formação. Este processo pode formar tubos com proporções de espessura de parede/diâmetro que variam de 1:8 a 1:100.
O aumento da eficiência do moinho é alcançado reduzindo o tempo de conversão de um tamanho de tubo para outro tamanho de tubo através da introdução do processo de conformação de ajuste de ferramenta centralizado (CTA). Todos os rolos da linha de conformação são montados em uma viga e são ajustados através do processo CTA por um único motor. Isso significa que em toda a faixa de tamanho não são necessárias mudanças no rolo de formação (ferramenta). Isso resulta em uma redução considerável na conversão de tamanho e no tempo de configuração.
Antes da entrada da tira na seção de formação, a tira é endireitada e cortada a uma largura constante por um aparador de borda longitudinal. As bordas cortadas podem ser chanfradas adicionalmente para a preparação da soldagem. A tira é então formada em um tubo de costura aberta e com a folga ainda relativamente grande, é alimentada através dos suportes de passagem de acabamento para a mesa de soldagem. Os rolos de acabamento suspensos, cuja largura é afunilada em direção ao ponto de soldagem, determinam o ângulo de entrada da folga e controlam sua posição central na mesa de soldagem. Lá, as bordas das tiras convergentes são empurradas umas contra as outras pelos rolos de compressão moldados e depois soldadas por meio do processo de resistência elétrica HF. A corrente pode ser transferida indutivamente através de uma bobina de indução disposta em torno do tubo de costura aberta ou condutivamente através de contatos deslizantes que passam ao redor do tubo de costura aberta.
As nervuras externas e internas que ocorrem durante a soldagem por pressão de tubos com diâmetro interno em torno de 30 mm e superior, normalmente são recortadas por planejamento ou raspagem do material ainda quente. O tubo é então arredondado e dimensionado entre dois a seis suportes de dimensionamento. Esses suportes são geralmente projetados para redução circunferencial. O processo também causa efeito de endireitamento no tubo. A adição de uma unidade de dimensionamento de rolos de conformação de fios múltiplos na seção de saída do tubo do moinho também pode permitir que o tubo redondo seja formado diretamente em seções especiais.
A solda aparada é examinada através de testes não destrutivos e o tubo é cortado nos comprimentos desejados por uma máquina de corte voadora. O corte do tubo pode ser feito por qualquer um dos métodos, a saber (i) quebrando o tubo em uma zona estreita aquecida indutivamente, (ii) corte rotacional pelas lâminas do tipo disco, ou (iii) por serras de corte a frio ou por fricção .
A solda de pressão HF pode ser deixada em sua condição de soldada ou posteriormente tratada termicamente na faixa de normalização, dependendo da aplicação do tubo. O recozimento indutivo parcial da solda também pode ser realizado no tubo contínuo, ou o tubo individual pode ser submetido a um tratamento térmico separado após seu corte no comprimento.
No processo de soldagem por indução HF, velocidades de soldagem de até 120 m/min podem ser obtidas dependendo da espessura da parede e da aplicação. O processo é mostrado na Fig 5. A soldagem por condução HF também é conhecida como processo 'Thermatool'. Neste processo, velocidades de soldagem de até 100 m/min podem ser alcançadas dependendo da espessura da parede e da aplicação. O processo também é mostrado na Figura 5.
Processos de soldagem por fusão
O tubo de aço soldado por fusão é normalmente usado para a produção de tubos de grande diâmetro para construção de dutos. Os processos de conformação de tubos usados no caso de soldagem por fusão são (i) o processo de dobra de três rolos para conformação de chapas, empregado como processo de conformação a frio ou a quente, (ii) o processo de prensagem C para conformação a frio de chapas, (iii) ) o processo de prensagem em U e O-ing para conformação a frio de chapas, e (iv) o processo de conformação de tubos em espiral para conformação a frio de tiras largas ou chapas. Esses processos são mostrados na Figura 6.
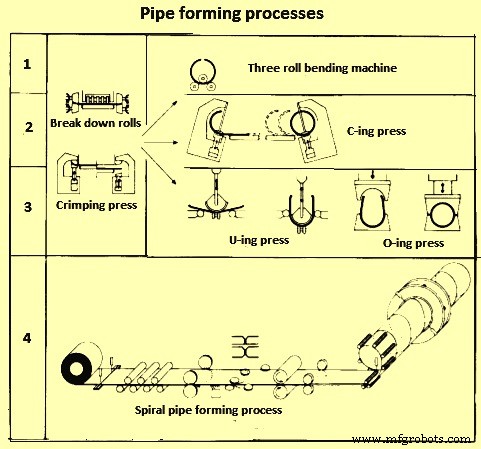
Fig 6 Processos de formação de tubos
Dos quatro processos acima, os dois últimos processos, a saber (i) o processo de prensagem em U e O-ing para conformação a frio de chapas, e (ii) o processo de conformação de tubos em espiral para conformação a frio de tiras largas ou chapas são os processos frequentemente usados na maioria das instalações de produção de hoje.
O processo de soldagem por arco submerso (SAW) ou uma combinação de soldagem por arco blindado com gás com soldagem por arco submerso a jusante é amplamente aceito como o método padrão para soldagem de tubos de grande diâmetro. Os processos de soldagem por fusão também são utilizados na produção de tubos soldados espirais e longitudinais de aços inoxidáveis de alta liga. O produto neste caso está na forma de tubo de parede fina na faixa de diâmetro de cerca de 10 mm a 600 mm. Além do processo TIG puro (soldagem a gás inerte de tungstênio), vários métodos de soldagem combinados também são usados. Por exemplo, estes são os processos de soldagem a arco TP (plasma de tungstênio) + TIG, soldagem TP + MIG (gás metálico inerte) e processos TP + SAW.
processo SAW – O processo SAW é um método de soldagem por fusão elétrica que é realizado com arco oculto. Em comparação com a soldagem a arco com eletrodos de soldagem, o arco no processo SAW está escondido sob uma manta de escória e fluxo. Uma das características do processo SAW é sua alta taxa de deposição, que decorre essencialmente da alta força de corrente aplicada combinada com um balanço térmico favorável.
O metal de adição usado assume a forma de fio de solda brilhante e enrolado que é alimentado continuamente na poça de metal líquido ditada pela taxa de deposição. Logo acima do metal de base (tubo), a corrente de soldagem é conduzida pelos contatos deslizantes no eletrodo de arame e retornada através do fio terra conectado ao material do tubo (Fig 7)
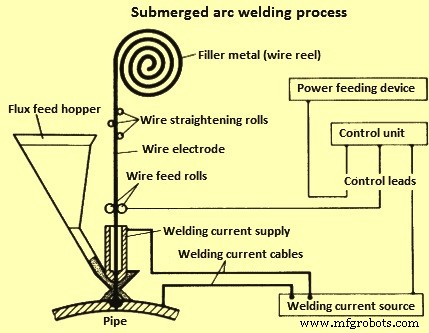
Fig 7 Processo de soldagem por arco submerso
O arco faz com que o fio de entrada e as bordas da costura aberta derreta. Uma parte do fluxo de soldagem alimentado continuamente também é derretido pelo calor do arco, fazendo com que ele forme uma cobertura líquida de escória que protege a poça de fusão, o eletrodo de arame fundido e o próprio arco das influências atmosféricas.
Além disso, o fluxo de soldagem também favorece a formação do cordão de solda e serve como doador dos elementos de liga para compensar as perdas por fusão e oxidação. Em muitos casos, também é usado especificamente para ligar o metal de solda a fim de conferir a ele propriedades químicas e mecânicas específicas. Após o movimento do arco, a escória líquida, que fica para trás, solidifica. O fluxo de soldagem que não derrete é recuperado por extração a vácuo e reutilizado. A escória é facilmente removida quando solidificada. A composição química do eletrodo de arame e o fluxo de soldagem são necessários para combinar com o material a ser soldado. A soldagem SAW de tubos é normalmente feita pelo método de duas passagens (ou seja, primeira passagem seguida de vedação ou corrida de apoio) e geralmente é realizada com a passagem interna primeiro seguida pela passagem externa em segundo. Isso garante que as duas passagens se sobreponham suficientemente.
O resultado é uma solda por fusão que geralmente não precisa de nenhum tratamento térmico adicional. A soldagem com SAW pode ser feita tanto com CA e CC quanto em sistemas multifios onde uma combinação de CA e CC pode ser usada. A eficiência do processo SAW é dada pela taxa do metal de adição depositado por unidade de tempo (taxa de deposição). Como resultado, é possível uma velocidade de soldagem muito alta.
A taxa de deposição pode ser aumentada aumentando a corrente de soldagem. No entanto, devido à capacidade limitada de transporte de corrente do fluxo, o desempenho pode ser aprimorado na soldagem de fio único até uma entrada máxima de cerca de 1200 A (ampères). Qualquer aumento na taxa além deste limite necessita da implantação de vários eletrodos de arame. Isso permite então que uma corrente geral mais alta seja aplicada para o trabalho de soldagem sem o perigo de a capacidade de carga de corrente do fluxo ser excedida em qualquer um dos eletrodos de arame individuais. Em operações práticas, o aumento do desempenho é obtido usando uma configuração de soldagem multifios com 2, 3 ou 4 eletrodos. A maior taxa de deposição obtida com a soldagem multifios resulta em uma maior velocidade de soldagem sob condições práticas de soldagem.
Com o uso de fluxos de alto desempenho, o processo de soldagem a três fios normalmente é suficientemente eficiente para espessuras de parede de até 20 mm. no caso de espessuras de parede superiores a 20 mm; quarto fio é necessário para a manutenção da velocidade de soldagem e, portanto, para alcançar a eficiência da produção. Um requisito para a aplicação econômica da soldagem multifios é que os parâmetros do processo sejam otimizados para garantir o cumprimento confiável dos requisitos de qualidade especificados da solda. Na prática, as velocidades de soldagem que variam de 1 m/min a 2,5 m/min podem ser alcançadas dependendo do processo de soldagem, espessuras de parede e tipo de fluxo utilizado.
Soldagem por arco blindado a gás – É também um processo de soldagem por fusão elétrica. Neste processo, a poça de fusão é produzida pelos efeitos de um arco elétrico. O arco é bastante visível, pois queima entre o eletrodo e a peça de trabalho. O eletrodo, arco e poça de solda são protegidos contra a atmosfera por um gás de proteção inerte ou ativo que é constantemente alimentado na área de solda.
Os processos de soldagem a arco de proteção a gás são classificados de acordo com o tipo de eletrodos e o gás utilizado. Estes são normalmente divididos em duas categorias principais. As categorias são (i) soldagem a arco de tungstênio a gás (GTAW), ou seja, soldagem a arco TIG, TP e THG (gás hidrogênio de tungstênio), e (ii) soldagem a arco de metal a gás (GMAW), ou seja, soldagem MIG e MAG (gás ativo de metal). . Os processos utilizados principalmente para a produção de tubos são os processos de soldagem TIG, MIG e MAG. Os processos de soldagem TIG e MIG são usados principalmente para a produção de tubos SS. No processo de soldagem TIG, o arco queima entre um eletrodo de tungstênio não fundido e a peça de trabalho. Qualquer metal de adição é alimentado principalmente sem qualquer entrada DC. O gás de proteção flui de um bocal de gás e protege o eletrodo, o metal de adição e a poça de líquido do contato com o ar atmosférico.
O gás de proteção é normalmente inerte argônio (Ar), hélio (He) ou uma mistura desses gases. Nos processos MIG e MAG, ao contrário do processo TIG, o arco queima entre a peça de trabalho e um eletrodo consumível de fusão que fornece o metal de adição. O gás de proteção utilizado na soldagem MIG é normalmente inerte Ar, He ou uma mistura desses gases. No caso do processo de soldagem MAG, o gás de proteção é ativo e consiste em CO2 puro (dióxido de carbono), ou em uma mistura gasosa composta de CO2, Ar e O2 (oxigênio). O processo MAG é cada vez mais usado para soldagem por pontos na produção de tubos soldados longitudinais e espirais de grande diâmetro. A solda adesiva também serve como suporte da poça de fusão para o processo SAW subsequente. Os requisitos de uma solda ideal são uma preparação precisa da borda (junta de topo em V duplo com faces de raiz largas) e uma boa solda contínua. Na produção de tubos de grande diâmetro, as velocidades de soldagem para o ponto de solda variam de cerca de 5 m/min a 12 m/min.
Produção de tubos soldados longitudinais (processo U-ing/O-ing)
As placas utilizadas para os tubos soldados longitudinalmente são formadas em prensas com matrizes abertas para as operações em U e matrizes fechadas para as operações em O. O processo também é chamado de processo de conformação UOE (U-ing, O-ing e expansão) e é usado para a produção de tubos de grande diâmetro soldados longitudinalmente em comprimentos individuais de até 18 m. As plantas modernas que usam este processo são projetadas para um diâmetro de tubo que varia de cerca de 400 mm a 1.620 mm e as espessuras de parede variam de 6 mm a 40 mm. O material de partida são chapas de aço. O fluxo de material no processo indicando as importantes etapas operacionais e de inspeção durante a produção de tubos de grande diâmetro pelo processo de conformação UOE é mostrado na Fig 8.
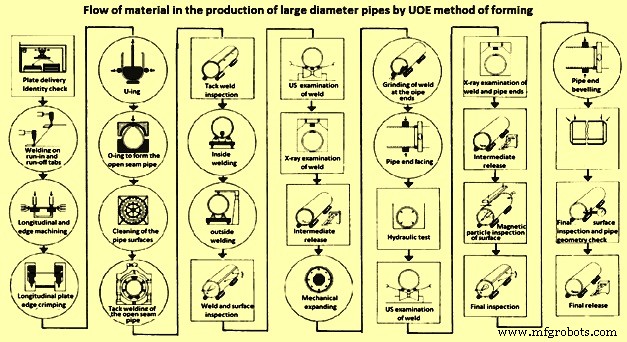
Fig 8 Fluxo de material na produção de tubos de grande diâmetro pelo método de conformação UOE
No início do processo de soldagem, as abas de entrada e saída são soldadas nas placas planas para garantir que os fenômenos de chumbo e cauda associados ao processo SAW ocorram fora do metal do tubo. Antes de a placa ser dobrada em um tubo de costura aberta pelas várias etapas e as prensas de conformação utilizadas, as duas bordas longitudinais são usinadas por uma máquina de plaina para garantir que sejam paralelas. O chanfro de soldagem necessário para a espessura da chapa em questão também é cortado.
No primeiro estágio de formação, a placa é cravada na área de suas bordas longitudinais. A relação de curvatura corresponde aproximadamente ao diâmetro do tubo de costura aberta. A crimpagem é realizada nas prensas de conformação especiais. Na segunda etapa, a placa é dobrada em forma de U em uma operação envolvendo uma ferramenta de raio circular empurrando a placa para baixo entre dois suportes. No final da operação, a distância entre os suportes é reduzida para aplicar um pequeno grau de sobreflexão para combater o efeito de retorno elástico. Na terceira operação de conformação, a forma em U é colocada na prensa O-ing para produzir em uma única operação, o tubo redondo de costura aberta.
Os processos de conformação realizados nas prensas U-ing e O-ing são coordenados de modo a garantir que o efeito de retorno elástico seja efetivamente contrariado e o tubo de costura aberta seja o mais circular possível com as bordas longitudinais niveladas. Essas operações precisam de altas cargas de prensa.
As bordas da costura aberta são então pressionadas juntas (eliminando qualquer deslocamento) em suportes de soldagem por tachas, normalmente projetados na forma de gaiolas de rolos, e depois unidos por uma costura contínua depositada por máquinas automáticas de soldagem MAG. Dependendo da espessura dos tubos, as velocidades de soldagem aplicadas podem estar na faixa de 5 m/min a 12 m/min.
Os tubos soldados são então transportados por uma mesa de rolos e sistema de distribuição para os estandes SAW, onde, em linhas separadas, são fornecidos primeiro com a passagem interna e depois com a passagem externa. Essas corridas são depositadas movendo o tubo em um carro sob um cabeçote de soldagem estacionário. Para o passe interno, o cabeçote de solda é montado em um braço que se estende dentro do tubo, para evitar a possibilidade de deslocamento da solda; tanto as cabeças externas quanto internas são continuamente monitoradas e controladas para um alinhamento perfeito com a linha central da solda. Qualquer um dos processos SAW multifios pode ser usado, dependendo das dimensões do tubo (diâmetro e espessura da parede). Após a soldagem, os tubos são enviados para a seção de acabamento.
Os tubos após a soldagem normalmente não atendem aos requisitos de tolerância em relação ao diâmetro e circularidade. Assim, no departamento de acabamento, os tubos passam por uma inspeção minuciosa e são dimensionados por expansão a frio. Esta operação é realizada por expansores mecânicos ou hidráulicos. A quantidade de expansão aplicada é em torno de 1%, e este valor é considerado na determinação da circunferência inicial do tubo de costura aberta. O processo de produção é concluído no departamento de acabamento com a usinagem das extremidades dos tubos e a realização de qualquer retrabalho necessário.
Os tubos são submetidos a um teste hidráulico antes da operação de usinagem da extremidade do tubo. Em seguida, é realizado um exame ultrassônico (US) final em toda a extensão da zona de solda. As indicações reveladas por este exame automático de US e também as regiões de solda no final dos tubos são verificadas por inspeção de raios-X. Todas as extremidades do tubo também são inspecionadas pelos EUA quanto a voltas e laminações.
Produção de tubos espirais
Os tubos espirais também são conhecidos como tubos de costura helicoidal. Durante a produção de tubos em espiral, a tira ou folha a quente é continuamente moldada em um tubo por uma instalação de formação de espiral que aplica um raio de curvatura constante, com as bordas da tira de encosto também sendo continuamente soldadas em linha.
Em comparação com a produção de tubos soldados longitudinalmente, em que cada diâmetro de tubo precisa de uma certa largura da tira, a produção de tubos em espiral é caracterizada pelo fato de que tubos com diâmetros diferentes podem ser produzidos a partir de uma única largura de tira. Isso ocorre porque o ângulo de aproximação da tira à medida que é alimentada à unidade de formação pode ser alterado. Quanto menor for esse ângulo de entrada, maior será o diâmetro do tubo da mesma tira. The technical optimum ratio of the pipe diameter and the strip width ranges from 1:2 to 1:2.2. There is mathematical dependence between feed angle, strip width, and pipe diameter which apply in case of spiral pipe production. This mathematical dependence is shown in Fig 9.
The range of pipe diameters produced by the spiral welding process technology lies in the range of around 500 mm to 2,500 mm. The starting material used for spiral welded pipe production is normally wide HR strip with upto 20 mm wall thicknesses. For pipe thicknesses in excess of 20 mm, plates in individual lengths upto 30 m are generally needed.
There are two types of facilities associated within the production of spiral pipes. These facilities can consist of (i) integrated forming and SAW pipe processing line, and (ii) separated forming and SAW pipe processing lines (Fig 9).
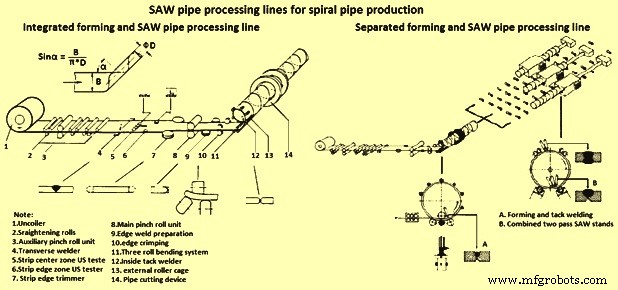
Fig 9 SAW pipe processing lines for spiral pipe production
Integrated forming and SAW welding line – The integrated forming and SAW welding line is the conventional production facility for the spiral pipe production. In this type of facility, the production process consists of (i) a strip preparation stage, and (ii) a pipe forming operation combined with simultaneous inside and outside pass SAW unit. Apart from the welding the strips together, the strip preparation stage also straightens the strip and trim it to the exact width. The strip edges need to be accurately machined within close tolerances, and a defined edge crimping is also needed to be performed in order to prevent impermissible ridge formation/peaking if pipe formation is to be successful.
The strip being fed in from the uncoiler is joined to the trailing end on the previous coil by SAW process. The weld is deposited along the face which later is going to form the inside surface of the pipe. The outside SAW pass is deposited in a separate line on the finished pipe. The strip then run through a straightening mill and is cut to a constant width by an edge trimmer. Additional device also bevel the edges in preparation for the main SAW welding operation. Before entry in the forming section, the strip edges are crimped in order to avoid ridging/peaking at the join.
In the integrated line, the strip preparation stage is immediately followed by the forming process with simultaneous inside and outside welding by the SAW process. A pinch roll unit feeds the strip at a predetermined entry angle into the forming section of the machine.
The purpose of the forming section is to bend the exactly prepared strip of width ‘A’ at a certain feed angle into a cylindrical pipe of diameter ‘D’ in line with the mathematical relationships as given in Fig 9.
There are many forming methods which are used to produce the spiral weld pipes. Apart from the direct shoe method which has its limitations, the two main spiral welding techniques (Fig 10) which are normally used are (i) three roll bending with an inside diameter roller cage, and (ii) three roll bending with an outside diameter roller cage. In a three roll bending system, several individual and guiding rollers are used rather than a single forming roll.
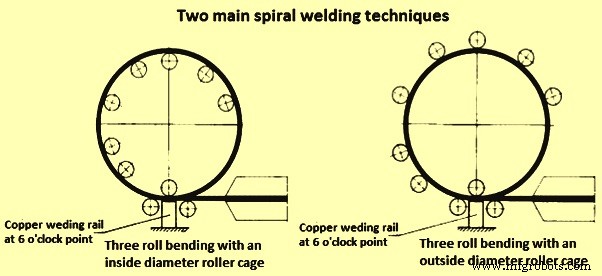
Fig 10 Two main spiral welding techniques
The roller cage serves to fix the pipe axis and maximize the roundness of the pipe in order to ensure offset free convergence of the strip edges at the welding point. This facilitates attainment of accurate pipe dimensions, so that the pipe leaving from the machine is already produced to within the standardized diameter, roundness, and straightness tolerances. Hence, expansion/sizing of the pipes after welding is not necessary.
In the spiral pipe forming and SAW machine, the converging strip edges are first inside welded at around the 6 o’clock position and then, half a pipe turn further, outside welded in the 12 o’clock position. Welding head alignment to the weld centre and gap control is performed automatically.
The produced pipe string is subsequently cut to length by a flying parting off device. The individual pipe is then sent to the finishing section where the production process is completed by machining of the pipe ends and by the performance of any rework. Before the pipe edge machining, a hydraulic test is conducted on the pipe. The entire weld region is then US inspected, with the weld zone at the pipe ends are also examine by X-ray. In addition, each pipe is US inspected over its full circumference for laps/laminations. If needed, the weld zone and the parent metal are also US inspected before the hydraulic test.
The productivity of this process is determined by the speed of the SAW operation. The pipe formation is normally capable of substantially higher production rates. In order to utilize the efficiency of the spiral pipe forming section, the plants are now designed on the basis of separate forming and SAW lines. In such plants, the forming line features a tack welding facility which has a capability of production speed matching with the speed of the forming line. The SAW line performs the seam welding off line in a number of several separate welding stands which match the forming line productivity.
Separated forming and SAW welding lines – The main feature of plants having separated forming and SAW welding lines is that there are two independent production units consisting of (i) pipe forming with internal tack welding, and (ii) inside and outside SAW operation on separate welding stands.
Apart from higher cost efficiency of such plant achieved due to the faster forming and tacking operation, there are also technical advantages of separating the two operations. These advantages are since both the operations can be individually optimized.
In the spiral pipe forming section, the merging strip edges (one on the already formed pipe section and the second on the incoming strip) are continuously joined by the inside tack welding. The tack welding process is performed by MAG welding at a speed of 12 m/min in the region of 6 o’clock position. CO2 is normally used as shield gas. The weld edges below the welding position run with virtually no gap over a rigidly fixed guide roller.
A parting- off device cuts the tack welded pipe string into the required individual lengths. This pipe cutting process is the last operation performed in the spiral forming line. Since the tack welding speed is high, it is necessary to use high speed plasma torch operating with water injection in place of conventional oxy-acetylene torch. The cut to length pipes are sent for the SAW operation downstream which is carried out in combined two pass SAW stands for final welding.
A special roller table rotates the pipe in precise accordance with its spiral joint, thus enabling SAW heads to perform first the inside welding and then the welding outside. Precise weld centre line alignment control of the inside and the outside welding heads is needed in this operation in order to minimize weld offset. The two wire or three wire methods are used for the inside and outside pass welding operations.
Apart from a few modifications, the subsequent stages of production such as pipe end machining, hydraulic testing as well as non destructive examinations and mechanical tests are in principle the same as those used in the integrated spiral welding lines. The feedbacks of these tests and inspections are immediately given to the individual production stages in order to ensure continuous product quality optimization.
Processo de manufatura
- Considerações para usinagem suíça de alta produção
- 5 maneiras de reduzir o tempo de produção para fabricação de metal
- Processo Finex para Produção de Ferro Líquido
- Laminação de fenda para produção de barras
- O que é assentamento de tubos?
- O que é uma união de tubos?
- Taiwan CNC CMM para produção de alta qualidade
- Dicas de segurança para soldagem de tanques de combustível
- Máquina de solda por pontos de resistência para compradores
- O que é uma máquina de solda a ponto para Almirah?