


O que é o processo de desenho profundo?

Muitas indústrias de manufatura, como automóveis indústrias, indústrias aeronáuticas, indústrias marítimas, etc. estão amplamente associadas ao trabalho de chapas metálicas. Existem muitos produtos que usamos em nosso dia a dia, como portas de metal, mesas de metal, lata de metal, folhas de telhado etc. são produtos de chapa metálica.
Existem vários processos que são usados para formar ou moldar chapas metálicas. Esses processos podem ser classificados de três maneiras.
1. Processo de corte de chapa metálica 2. Processo de dobra de chapas metálicas 3. Desenho Profundo
Em nossos artigos anteriores, discutimos sobre operações de corte e dobra de chapas metálicas. Este artigo se concentra principalmente no processo de desenho profundo. Vamos começar a discussão.
Processo de desenho profundo:
A estampagem profunda é um processo de conversão de chapa metálica em estrutura cilíndrica ou em forma de caixa com ou sem alteração de comprimento e espessura. Muitas peças cilíndricas como latas de metal, potes, recipientes para alimentos e bebidas, pias de cozinha, tanque de combustível de automóveis etc. são produtos de estampagem profunda.Antes de discutir seu processo de trabalho, primeiro devemos aprender sobre a parte principal usada no processo de desenho. Estas partes são as seguintes.
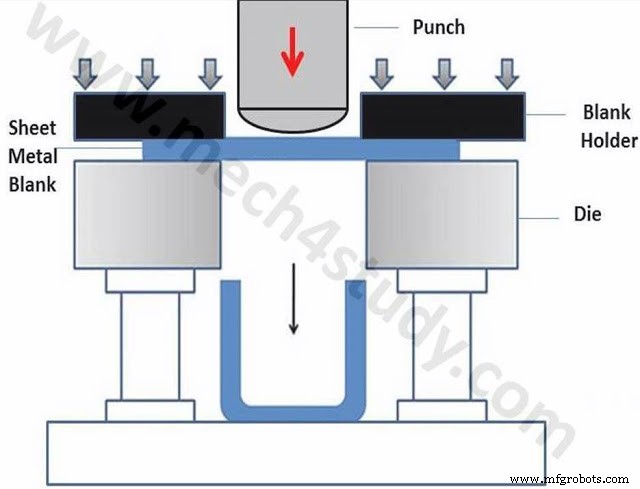
Modelo Circular: O blank de chapa metálica é colocado sobre uma abertura de matriz circular. Esta matriz é feita de aço ferramenta ou ferro fundido. Às vezes, carbonetos e plásticos também são usados para o material da matriz.
Suporte em branco: É uma peça que segura a chapa de metal em seu lugar necessário. Fornece força de retenção necessária durante o desenho. Esta força não deve ser tão alta, o que pode causar rasgos na chapa durante a operação e também não deve ser muito pequena, o que pode causar problemas de rasgos.
Soco: Esta parte fornece a força necessária para baixo no blank. Ele viaja para baixo e força a peça em bruto na cavidade da matriz para formar uma forma de copo. O diâmetro do punção pode ser indicado por Dp
Em branco: A peça de corte de chapa metálica que é usada para estampagem profunda é conhecida como blank. Ele é colocado sobre um molde circular aberto. O diâmetro do blank é indicado por Do.
Limitando a proporção de desenho: A razão entre o diâmetro do blank e o diâmetro do punção é conhecida como razão de estiramento limitante. Desempenha um papel importante na operação de desenho.
Processo de trabalho:
O blank é colocado sobre uma matriz circular aberta com a ajuda do suporte do blank. O suporte da peça em bruto fornece uma força necessária para segurar a peça em bruto. O punção que é fixado com uma prensa mecânica ou hidráulica se move para baixo e fornece uma força de trefilação necessária no blank. Esta força tende a deformar a chapa de metal e a força para dentro da cavidade da matriz e a converte em uma estrutura em forma de copo. Se esta força for alta, faz com que o alongamento da parede do copo fique mais fino e, se for excessivo, provoca o rasgo da folha. Portanto, a força do punção deve permanecer um certo limite para evitar rasgos durante a operação.A operação de estampagem profunda depende de vários parâmetros. Estes são
Pressão do Blankholder: Se a pressão do suporte do blank for muito pequena, criará problemas de enrugamento e se for muito alta, causará o rasgo da parede do copo. Portanto, esta pressão permanece em um certo limite que permite o funcionamento adequado. Normalmente, é considerado como 0,7% a 1% da soma da resistência ao escoamento e a resistência à tração final da chapa.
Às vezes, são fornecidos pãezinhos para controlar o fluxo do blank na cavidade da matriz e reduzir a pressão do suporte do blank. Esses rebordos restringem o fluxo da chapa metálica dobrando-a e desdobrando-a durante a operação de trefilação.
Folga entre punção e matriz: A folga entre o punção e a matriz deve ser considerada de 7 a 14% maior que a espessura da chapa. Se for muito pequeno, cortou ou perfurou a folha em branco.
Raio de canto de Punch and Die: O raio do canto pode causar enrugamento se for muito grande e pode causar fratura se for muito pequeno. Portanto, esse raio deve ficar entre esses dois limites.
Lubrificação: A lubrificação reduz as forças, aumenta a capacidade de tração e reduz o defeito na peça e o desgaste do ferramental. Não fornece punção porque a fricção entre punção e blank melhora a capacidade de tração ao reduzir a tensão de tração. Os lubrificantes mais usados no processo de estampagem profunda são óleos minerais, soluções de sabão e emulsões para serviços pesados.
Isso é tudo sobre o processo de desenho profundo. Se você tiver alguma dúvida sobre este artigo, pergunte comentando. Se você gostou deste artigo, não se esqueça de compartilhá-lo com seus amigos. Assine nosso site para mais artigos informativos. Obrigado por lê-lo.
Soldagem por Feixe de Elétrons:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
Diferentes processos de dobra de chapas metálicas
Processo de manufatura
- O que é forjamento? - Definição, processo e tipos
- O que é Galvanização? - Definição, Métodos, Processo
- O que é tratamento térmico? - Processo e métodos
- O que é chapa metálica? - Definição, tipos e usos
- O que é fundição de metal? - Definição, tipos e processo
- Que tipo de fabricação de chapas metálicas é ideal para mim?
- O que é perfuração de chapa metálica?
- O que é uma Fundição?
- O que é a máquina de dobrar chapas?
- O que é endireitar chapas metálicas?