


Dicas Comuns para Usinagem de Perfuração
A furação é um processo de remoção ou corte de material no qual a ferramenta usa uma broca para cortar um furo de seção transversal circular em materiais sólidos. Apresentaremos as técnicas de furação a partir do uso de refrigeração, controle de cavacos, controle de avanço e velocidade de corte, e uma introdução grosseira às técnicas para obtenção de furos de alta qualidade e às técnicas de furação para diferentes materiais.
Uso de refrigerante
O uso correto do refrigerante é essencial para obter um bom desempenho de furação. Isso afetará diretamente a remoção de cavacos, a vida útil da ferramenta e a qualidade do furo usinado durante a usinagem.
1. Como usar o refrigerante
1) Design de refrigeração interna
O design de resfriamento interno é sempre a primeira escolha para evitar o bloqueio de cavacos, especialmente ao processar materiais de cavacos longos e perfurar furos mais profundos (maiores que 3 vezes o diâmetro do furo). Para uma broca horizontal, quando o líquido de refrigeração flui para fora da broca, não deve haver subdivisão do fluido de corte em um comprimento de pelo menos 30 cm.

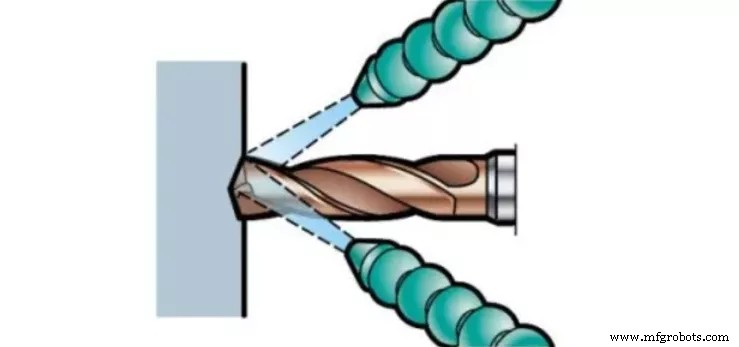
2) Projeto de resfriamento externo
O uso de refrigeração externa pode ser usado quando a formação de cavacos é boa e a profundidade do furo é rasa. Para melhorar o escoamento de cavacos, deve haver pelo menos um bocal de refrigeração (ou dois bocais se for uma aplicação não rotativa) próximo ao eixo da ferramenta.
3) Técnicas de perfuração a seco sem usar refrigerante
Perfuração a seco geralmente não é recomendada.
- Pode ser usado em aplicações com materiais de cavacos curtos e profundidade de furo de até 3 vezes o diâmetro
- Adequado para máquinas-ferramentas horizontais
- Recomenda-se reduzir a velocidade de corte
- A vida útil da ferramenta será reduzida
Recomenda-se não usar perfuração a seco para:
- Material de aço inoxidável (ISO M e S)
- Broca de broca intercambiável
4) Resfriamento de alta pressão (HPC) (~70 bar)
Os benefícios do uso de refrigerante de alta pressão são:
- Devido ao efeito de resfriamento aprimorado, a vida útil da ferramenta é maior
- Melhore o efeito de remoção de cavacos no processamento de materiais de cavacos longos, como aço inoxidável, e pode prolongar a vida útil da ferramenta
- Melhor desempenho de remoção de cavacos, portanto, maior segurança
- Forneça fluxo suficiente de acordo com a pressão e o tamanho do furo fornecidos para manter o suprimento de refrigerante
2 Use habilidades de refrigerante
Certifique-se de usar um óleo de corte solúvel (emulsão) contendo aditivos EP (pressão extrema). Para garantir a melhor vida útil da ferramenta, o teor de óleo na mistura óleo-água deve estar entre 5-12% (entre 10-15% ao processar aço inoxidável e materiais de superliga). Ao aumentar o teor de óleo do fluido de corte, certifique-se de verificar com um separador de óleo para garantir que o teor de óleo recomendado não seja excedido.
Quando as condições permitem, a refrigeração interna é sempre a primeira escolha em comparação com a refrigeração externa.
O óleo limpo pode melhorar o efeito de lubrificação e trazer benefícios na perfuração de aplicações em aço inoxidável. Certifique-se de usá-lo junto com aditivos EP. Tanto as brocas de metal duro quanto as brocas de inserção intercambiável podem usar óleo limpo e obter bons resultados.
Ar comprimido, fluido de corte por névoa ou MQL (lubrificação mínima) podem ser uma escolha bem-sucedida em condições estáveis, especialmente ao usinar certos ferros fundidos e ligas de alumínio. Como o aumento da temperatura pode ter um impacto negativo na vida útil da ferramenta, recomenda-se reduzir a velocidade de corte.
Chip C controlar S matar
A formação de cavacos e a remoção de cavacos são questões-chave na furação, dependendo do material da peça de trabalho, da escolha da geometria da broca/lâmina, da pressão/capacidade de refrigeração e dos parâmetros de corte.
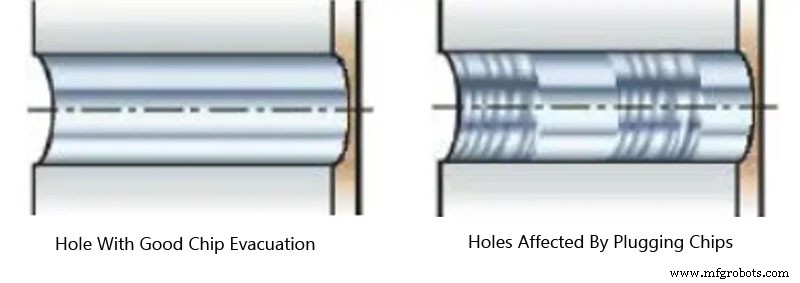
O bloqueio de cavacos fará com que a broca se mova radialmente, o que afetará a qualidade do furo, a vida útil e a confiabilidade da broca, ou causará a quebra da broca/lâmina.
Quando os cavacos podem ser descarregados suavemente da broca, a modelagem do cavaco é aceitável. A melhor maneira de identificá-lo é ouvir durante o processo de perfuração. Som contínuo indica boa evacuação de cavacos e som intermitente indica entupimento de cavacos. Verifique a força de alimentação ou o monitor de potência. Se houver uma anormalidade, a causa pode ser chips entupidos. Verifique as fichas. Se os cavacos forem longos e curvos, mas não enrolados, significa que os cavacos estão entupidos. Verifique o furo. Depois que os chips estiverem entupidos, você verá uma superfície áspera.
Dicas para evitar Bloquear chipamento:
1) Certifique-se de que os parâmetros de corte corretos e a geometria da ponta da broca/ferramenta sejam usados
2) Verifique a forma do cavaco - ajuste a taxa de alimentação e a velocidade
3) Verifique o fluxo e a pressão do fluido de corte
4) Verifique a aresta de corte. Quando todo o quebra-cavacos não está funcionando, o dano/cavaco da aresta de corte pode causar cavacos longos
5) Verifique se a usinabilidade é alterada devido ao novo lote de peças - ajuste os parâmetros de corte
Controle de avanço e velocidade de corte
(1) A influência da velocidade de corte Vc (m/min)
Além da dureza do material, a velocidade de corte também é o principal fator que afeta a vida útil da ferramenta e o consumo de energia.
1) A velocidade de corte é o fator mais importante na determinação da vida útil da ferramenta
2) A velocidade de corte afetará a potência Pc (kW) e o torque Mc (Nm)
3) Velocidade de corte mais alta produzirá temperatura mais alta e aumentará o desgaste de flanco, especialmente na ponta da ferramenta periférica
4) Ao processar alguns materiais macios de cavacos longos (ou seja, aço de baixo carbono), a velocidade de corte mais alta é propícia à formação de cavacos
A velocidade de corte é muito alta:
- a) O flanco se desgasta muito rápido
- b) Deformação plástica
- c) Baixa qualidade do furo e diâmetro ruim do furo
A velocidade de corte é muito baixa:
- a) Gerar tumor acumulado
- b) Remoção de cavacos deficiente
- c) Maior tempo de corte
(2) A influência do avanço fn (mm/r)
1) Afeta a formação de cavacos, qualidade da superfície e qualidade do furo
2) Potência de influência Pc (kW) e torque Mc (Nm)
3) O avanço alto afetará a força de avanço Ff (N), que deve ser considerada quando a condição de trabalho for instável
4) Afeta o estresse mecânico e o estresse térmico
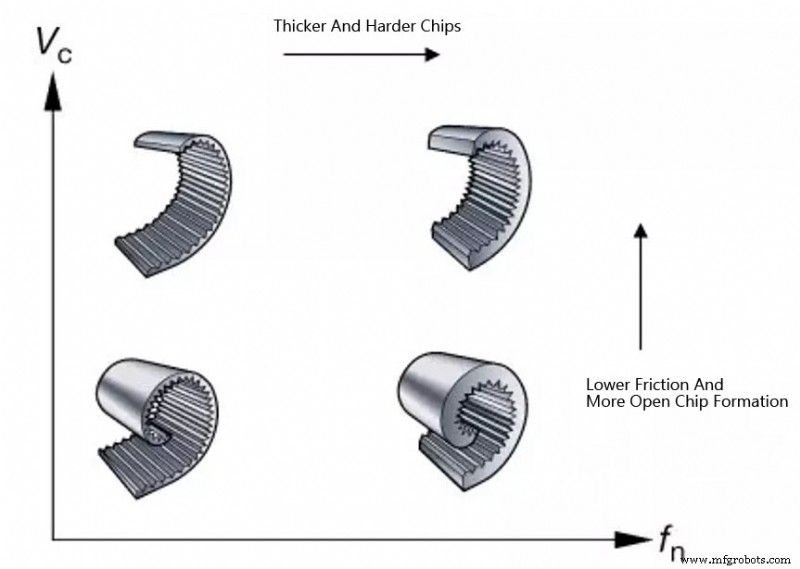
Alta taxa de alimentação:
- a) Quebra de cavacos duros
- b) Tempo de corte curto
- c) O desgaste da ferramenta é pequeno, mas o risco de lascamento da aresta de perfuração aumenta
- d) A qualidade do furo é reduzida
Baixa taxa de alimentação:
- a) Chips mais longos e mais finos
- b) Melhoria da qualidade
- c) Desgaste acelerado da ferramenta
- d) Maior tempo de corte
- e) Ao perfurar peças finas com pouca rigidez, a taxa de alimentação deve ser mantida baixa
Dicas para obter furos de alta qualidade
(1) Remoção de lascas
Certifique-se de que o desempenho de remoção de cavacos atenda aos requisitos. O entupimento de cavacos afeta a qualidade do furo, a confiabilidade e a vida útil da ferramenta. A geometria da broca/inserção e os parâmetros de corte são críticos.
(2) Estabilidade, fixação da ferramenta
Use a broca mais curta possível. Use o porta-ferramentas rígido refinado com a menor excentricidade. Certifique-se de que o fuso da máquina esteja em boas condições e alinhado com precisão. Certifique-se de que as peças estejam fixas e estáveis. Aplique a taxa de avanço correta para superfícies irregulares, superfícies inclinadas e furos transversais.
(3) Vida útil da ferramenta
Verifique o desgaste da lâmina e pré-ajuste o programa de gerenciamento da vida útil da ferramenta. O método mais eficaz é usar um monitor de força de alimentação para monitorar a perfuração.
(4) Manutenção
Substitua o parafuso de compressão da lâmina regularmente. Limpe o porta-faca antes de substituir a lâmina, certificando-se de usar uma chave de torque. Não exceda a quantidade máxima de desgaste antes de reafiar a broca de metal duro.

Técnicas de perfuração para diferentes materiais
1. Habilidades de perfuração de aço de baixo carbono
Para aços de baixo carbono que são frequentemente usados para soldagem de peças, a formação de cavacos pode ser um problema. Quanto menor a dureza, teor de carbono e teor de enxofre do aço, mais longos os cavacos produzidos.
1) Se o problema estiver relacionado à formação de cavacos, aumente a velocidade de corte vc e reduza o avanço fn (observe que ao processar aço comum, o avanço deve ser aumentado).
2) Use alta pressão e alimentação interna de refrigerante.
2. Técnicas de furação para aço inoxidável austenítico e duplex
Materiais austeníticos, duplex e super duplex podem causar problemas relacionados à formação e evacuação de cavacos.
1) A geometria correta é muito importante, pois pode fazer com que os cavacos se formem corretamente e ajudar na sua descarga. De um modo geral, é melhor usar uma aresta de corte afiada. Se o problema estiver relacionado à formação de cavacos, aumentar o avanço fn tornará o cavaco mais propenso a quebrar.
2) design de refrigeração interna, alta pressão.
3 habilidades de perfuração CGI (ferro fundido de grafite compacto)
CGI geralmente não requer atenção especial. Produz cavacos maiores que o ferro fundido cinzento, mas os cavacos são fáceis de quebrar. A força de corte é maior e, portanto, afeta a vida útil da ferramenta. Necessidade de usar materiais super resistentes ao desgaste. Haverá o mesmo desgaste típico da ponta da ferramenta que todos os ferros fundidos.
1) Se o problema estiver relacionado à formação de cavacos, aumente a velocidade de corte Vc e reduza o avanço fn.
2) Projeto de refrigeração interna.
4. Habilidades de perfuração de liga de alumínio
A formação de rebarbas e a evacuação de cavacos podem ser um problema. Também pode causar vida útil curta da ferramenta devido à aderência.
1) Para garantir a melhor formação de cavacos, use baixo avanço e alta velocidade de corte.
2) Para evitar uma vida útil curta da ferramenta, diferentes revestimentos podem precisar ser testados para minimizar a aderência. Esses revestimentos podem incluir revestimentos de diamante ou nenhum revestimento (dependendo do substrato).
3) Use emulsão de alta pressão ou refrigerante de névoa.
5. Habilidades de perfuração de liga de titânio e liga de alta temperatura
O encruamento da superfície do furo afeta os processos subsequentes. É difícil obter um bom desempenho de remoção de cavacos.
1) Ao escolher uma geometria para usinagem de ligas de titânio, é melhor ter uma aresta de corte viva. Ao usinar ligas à base de níquel, uma geometria robusta é essencial. Se houver um problema de endurecimento por trabalho, tente aumentar a taxa de alimentação.
2) O refrigerante de alta pressão até 70 bar melhora o desempenho.
6. Habilidades de perfuração de aço temperado
Obtenha uma vida útil aceitável da ferramenta.
1) Reduza a velocidade de corte para reduzir o calor. Ajuste a taxa de alimentação para obter cavacos aceitáveis e fáceis de ejetar.
2) Emulsão mista de alta concentração.
Usinagem de precisão fora do padrão VS Usinagem de peças padrão
A história da tecnologia de usinagem CNC
Processo de manufatura
- es de Refrigerante para usinagem CNC
- 12 dicas para expandir seu negócio de usinagem CNC
- Dicas para usinar materiais gomosos
- Usinagem de plásticos de engenharia e PCBs para eletrônicos
- Usinagem de Metais:6 Dicas para Perfuração de Aço Inoxidável
- 4 dicas sob o radar para produtividade CNC de 5 eixos
- Perfuração e usinagem de furos profundos:características, dificuldades e dicas
- 7 dicas para melhores peças usinadas em CNC
- 5 aplicações comuns para usinagem CNC de plástico
- 3 dicas para reduzir custos na prototipagem CNC