


Bainha de chapa metálica:técnicas, tipos e benefícios para fabricação durável
Os fabricantes contam com uma variedade de métodos de usinagem para melhorar a função e a estética dos componentes de chapa metálica. A bainha de chapa metálica é uma das técnicas mais comuns usadas para fortalecer bordas e proporcionar um acabamento polido.
Este artigo explica os fundamentos da bainha de chapa metálica, suas aplicações práticas e como obter os melhores resultados. Também analisa os principais tipos de bainhas e discute seus respectivos prós e contras.
O que é bainha de chapa metálica?
A bainha de chapa metálica é um processo de conformação de metal que dobra a borda de uma chapa sobre si mesma, criando uma borda reforçada de camada dupla. O procedimento pode ser aplicado a uma ampla gama de espessuras de calibre, desde folhas finas até placas estruturais mais pesadas, embora a técnica seja normalmente reservada para materiais de baixo calibre, onde a bainha é viável sem comprometer a integridade.
Folhas de alto calibre (mais espessas que 0,125 pol.) geralmente resistem à formação de bainhas e são mais adequadas para outros métodos de conformação. A bainha precisa é essencial porque afeta diretamente a qualidade da superfície e a durabilidade da peça.
Finalidade da bainha de chapa metálica
Hemming atende a dois objetivos principais:
- Reforço estrutural: A borda dobrada torna-se mais espessa e rígida, reduzindo o risco de rachaduras, deformação e falha da borda sob carga.
- Refinamento visual: Uma bainha bem acabada elimina arestas vivas e inacabadas, melhorando a aparência da peça e garantindo uma transição suave com as superfícies adjacentes.
No setor automotivo, onde tanto a durabilidade quanto o acabamento são críticos, a bainha é uma prática padrão para painéis de carroceria, peças de acabamento e componentes internos.
Como funciona a bainha de chapa metálica?
Embora as etapas específicas variem de acordo com o tipo de bainha, o fluxo de trabalho geral é consistente:
1. Ferramentas necessárias
- Chapa metálica
- Molde de bainha ou freio de pressão
- Ferramenta de nivelamento (alicate, rolo ou prensa)
- Ferramenta de acabamento (martelo, lixa)
- Medidor de inspeção (micrômetro, paquímetro)
2. Preparação
Comece alisando a folha e removendo quaisquer contaminantes. Configure a matriz de bainha com a largura e o ângulo de bainha desejados e, em seguida, posicione a folha de forma que a borda a ser bainhada fique alinhada com a abertura da matriz.
3. Procedimento de bainha
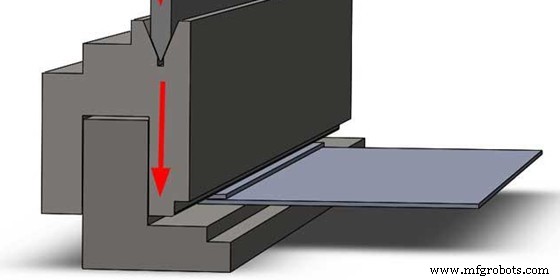
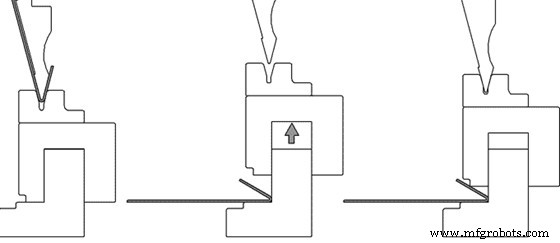
A matriz ou prensa dobradeira dobra a borda em um ângulo de 90° e a dobra de volta na folha, criando uma bainha. Após a dobra, uma ação de fixação firme fixa a forma e as ferramentas de acabamento podem suavizar qualquer rugosidade.
Dois métodos comuns de bainha são:
Bainha convencional
Utiliza um par punch-die. O dado fica embaixo da folha; o punção pressiona a borda na matriz, formando uma bainha precisa.
Bainha enrolada
Emprega uma ferramenta de rolamento que dobra suavemente a borda. Este método é ideal para chapas finas ou quando é necessária uma dobra mais suave.
4. Inspeção
Após a bainha, verifique se a largura, a espessura e o acabamento da superfície da bainha atendem às especificações. Use um micrômetro ou medidor para confirmar as tolerâncias e corrigir quaisquer desvios antes de prosseguir para os processos posteriores.
4 tipos de bainhas de chapa metálica
Compreender os estilos de bainha ajuda a selecionar a abordagem certa para cada aplicação.
1. Bainhas abertas
As bainhas abertas apresentam uma borda suave e curva com um bolso de ar central, ideal para alças e componentes de alto toque. Eles são mais adequados para espessuras de 0,040 a 0,125 pol. e exigem um comprimento plano de pelo menos quatro vezes a espessura da chapa.
Procedimento:dobre a borda 30–45°, insira um calço e alise-o. Os tamanhos de folga padrão são 0,060, 0,090, 0,125, 0,187 e 0,250 pol.
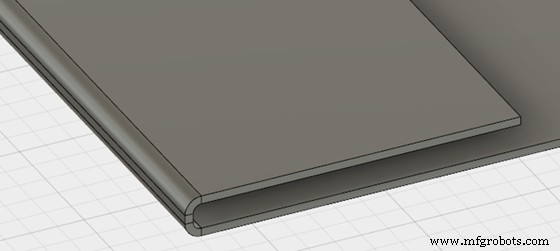
2. Bainhas fechadas
Bainhas fechadas (ou bainhas amassadas) produzem uma borda totalmente nivelada. Eles são eficazes para chapas de 0,040 a 0,125 pol., mas podem fraturar se o material exceder 0,125 pol. (≈3 mm). Garanta um comprimento plano de pelo menos quatro vezes a espessura.
Processo típico:dobrar 90° e depois pressionar a folha de volta sobre si mesma. Evite usar esta técnica com alumínio devido à sua suscetibilidade a rachaduras.
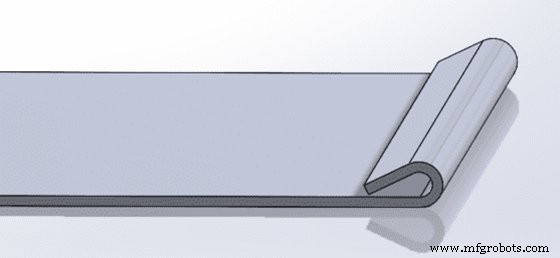
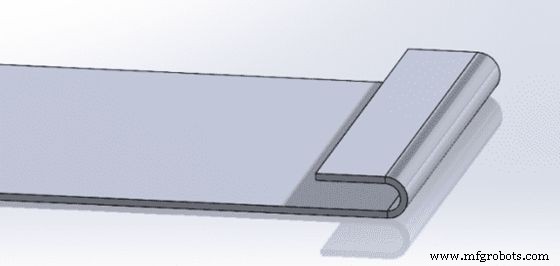
3. Bainhas em forma de lágrima
Essas bainhas formam uma curva de 90° seguida por um rolo em forma de lágrima, oferecendo proteção robusta nas bordas, especialmente para alumínio. Eles exigem muita mão-de-obra e exigem ferramentas de precisão.
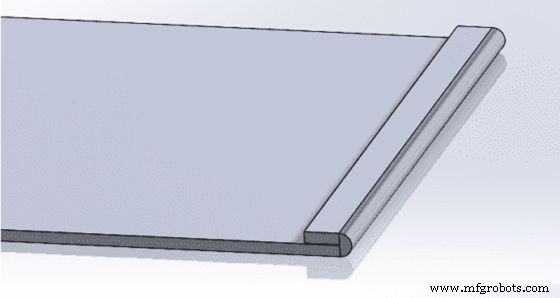
4. Bainhas enroladas
Bainhas laminadas suavizam bordas cruas e são comuns em armários, eletrônicos e portas. O processo envolve uma curvatura de 90° e uma ação subsequente de laminação para obter um acabamento arredondado e seguro.
Use uma laminadora especializada para obter resultados consistentes e maior durabilidade.
Diferentes processos de bainha para peças de chapa metálica
Os fabricantes geralmente escolhem entre dois métodos principais de bainha com base no volume, custo e complexidade.
Processo de Bainhamento
Ideal para produção em alto volume de painéis planos e não complexos. O sistema de matriz e prensa oferece tempos de ciclo baixos, mas requer um investimento inicial significativo em ferramentas.
Processo de bainha com rolo
Utiliza um rolo guiado por robótica ou controle manual. Esta abordagem é versátil para volumes baixos e altos, incorre em custos de ferramentas mais baixos, mas normalmente tem tempos de ciclo mais longos do que a bainha da matriz.
Vantagens da bainha de chapa metálica
Os principais benefícios incluem:
Maior resistência e rigidez
A borda de camada dupla resiste ao empenamento e mantém a integridade estrutural sob carga.
Aparência aprimorada
Uma bainha limpa e nivelada elimina arestas vivas, melhorando a estética e o conforto do usuário.
Funcionalidade aprimorada
A bainha oferece uma borda segura e robusta, essencial em aplicações de alto estresse, como painéis de carrocerias automotivas.
Maior resistência a danos
As bordas dobradas resistem melhor à exposição química, abrasão e condições ambientais adversas.
Limitações da bainha de chapa metálica
Considere estas desvantagens antes da implementação:
Demorado
A configuração das ferramentas e o processo de bainha podem ser demorados, especialmente para peças grandes ou complexas.
Requer mão de obra qualificada
Os operadores devem ser treinados para manusear o equipamento e ajustar-se às variações do material.
Potencial de deformação ou dano
A bainha inadequada pode causar flexão insuficiente ou excessiva, causando empenamento ou problemas estruturais.
Considerações e dicas para fazer bainhas em chapas metálicas
Maximize a qualidade e a eficiência com estas práticas recomendadas:
Escolha de materiais
Combine o metal com as necessidades de desempenho. Diferentes ligas (magnésio, alumínio, aço) exigem técnicas específicas de bainha.
Alinhamento adequado
Centralize a folha e alinhe a borda precisamente com a matriz para garantir bainhas consistentes.

Seleção do método de bainha
Escolha o método que equilibra velocidade, precisão e compatibilidade de materiais. O fechamento lento e controlado da matriz evita defeitos.
Opções de acabamento disponíveis
O lixamento pós-bainha ou o martelamento suave podem suavizar imperfeições e melhorar o acabamento.
Controle de qualidade
Implemente a inspeção em cada etapa com medidores ou micrômetros para confirmar a largura e espessura da bainha.
Conclusão
Esta visão geral esclareceu os princípios, tipos e práticas recomendadas de bainhas de chapa metálica, permitindo que você selecione a bainha ideal para sua aplicação. Se você precisar de assistência profissional, nossos engenheiros experientes da WayKen oferecem serviços abrangentes de bainha, dobra, estampagem e conformação para projetos personalizados de chapa metálica.

Perguntas frequentes
Quais são as aplicações comuns de bainhas de chapa metálica?
Indústrias como automotiva, aeroespacial, aquecimento, móveis e eletrônicos usam bainhas para produzir peças complexas e duráveis com bordas refinadas.
Qual a diferença entre a bainha de chapa metálica e a costura?
A bainha enrola a borda de uma única folha sobre si mesma, enquanto a costura une duas folhas separadas para formar uma junta.
As bainhas de chapa metálica são caras?
Os custos dependem do material, complexidade do projeto, volume e espessura. A bainha é geralmente mais barata do que fundição, forjamento ou estampagem porque requer ferramentas mínimas.
Fabricação avançada de chapas metálicas automotivas:técnicas, materiais e aplicações
Fabricação de chapas metálicas:processos, técnicas e aplicações industriais
Processo de manufatura
- Beef Jerky
- Tudo sobre usinagem de peças de alumínio anodizado
- O que é um redutor helicoidal
- Causas comuns de mau acabamento superficial em usinagem CNC e como corrigi-las
- O que é Soldagem a Arco Plasma? - Peças e Trabalho
- Piano portátil de toque capacitivo
- Entendendo o balanceamento e alinhamento das rodas
- Açúcar
- Um guia rápido para o eixo do torno CNC
- Faça você mesmo Arduino RADIONICS Tratamento MMachine