


O que são Padrão? Diferentes Tipos de Padrões - Explicação
Tipos de padrão :Padrão é a principal ferramenta durante o processo de fundição. Pode ser definido como um modelo de qualquer coisa, construído de modo que possa ser usado para formar uma impressão chamada molde em areia úmida ou outro material adequado. Quando este molde é preenchido com metal fundido, e o metal pode solidificar, ele forma uma reprodução do padrão e é conhecido como fundição. O processo de fazer um padrão é conhecido como modelagem.
Tipos de padrões
Os tipos de padrão selecionado para uma determinada fundição dependerá de várias condições. Entre estas, uma é a antecipada facilidade ou dificuldade da futura operação de moldagem. Outros são se um número pequeno ou grande de peças fundidas é desejado, o tipo de processo de moldagem e outros fatores que podem entrar na situação devido às características peculiares da peça fundida. Vários dos tipos de padrão mais comumente usados estão listados
e descrito abaixo:
- Padrão de peça única
- Padrão dividido
- Corresponder ao padrão da placa
- Lidar e arrastar padrão
- Padrão fechado
- Padrão de peças soltas
- Padrão de varredura
- Padrão de esqueleto
- Padrão de segmento
- Padrão de casca
- Padrão construído
- Padrão encaixotado
- Padrão atrasado
- Padrão esquerdo e direito
1. Peça única ou padrão sólido
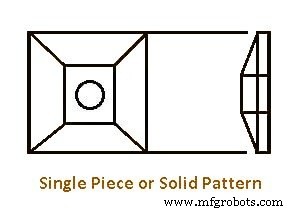
Os tipos de padrão que são feitos sem juntas, separações ou quaisquer peças soltas em sua construção são chamados de padrão de peça única ou sólido. Um padrão de peça única não está em um quadro ou placa e, portanto, às vezes é conhecido como padrão solto. Esses padrões são mais baratos. Ao usar esses padrões, o moldador tem que cortar seus próprios corredores e portões de alimentação e risers. Essa operação leva mais tempo e não é recomendada, exceto para produção limitada. Padrões de peça única são geralmente usados para grandes peças fundidas de formas simples.
2. Padrão de divisão
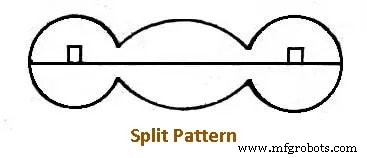
Padrão dividido – Muitos padrões não podem ser feitos em uma única peça devido às dificuldades encontradas em moldá-los. Para eliminar essa dificuldade, e para peças fundidas de desenho complexo ou formato incomum, padrões divididos são empregados para formar o molde. Esses padrões são geralmente feitos em duas partes, como mostrado na Fig, de modo que uma parte produzirá a metade inferior do molde e a outra, a metade superior.
As duas partes, que podem ou não ter o mesmo tamanho e forma, são mantidas em suas devidas posições relativas por meio de cavilhas fixadas em uma peça e furos de encaixe perfurados na outra. A superfície formada na linha de separação das duas partes, geralmente na linha central do padrão, é chamada de superfície de separação ou linha de separação. Também será a superfície de separação do molde.
Às vezes é necessário construir um padrão para uma fundição complicada que requer três ou mais peças em vez de duas para fazer o padrão completo. Este tipo de padrão 1 é conhecido como padrão de várias peças. Um padrão de três partes pode exigir o uso de um frasco com três partes, embora seja possível moldar alguns tipos de padrões de três partes em um frasco de duas partes.
3. Corresponder ao padrão da placa
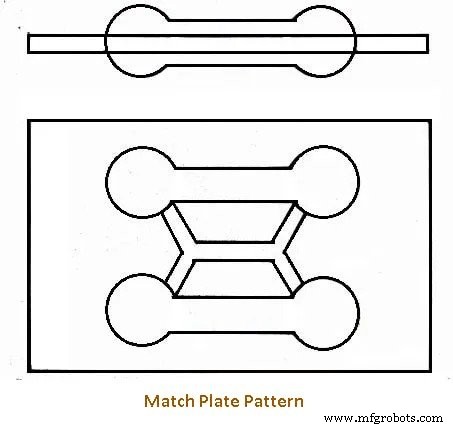
Quando os padrões divididos são montados com uma metade em um lado de uma placa e a outra metade diretamente oposta no outro lado da placa, o padrão é chamado de padrão de placa de correspondência. Um único padrão ou vários padrões podem ser montados em uma placa de correspondência. O padrão é feito de metal, e a placa que faz a linha divisória pode ser de madeira ou metal.
O alumínio é comumente usado para placas de fósforo de metal. Padrões para portões e corredores são presos ao lado de arrasto da placa em suas posições corretas a partir da placa de correspondência completa. Quando o molde todos os padrões são desenhados, e a tampa ou metade superior do molde combina perfeitamente com o arrasto ou metade inferior do molde. Os portões e os corredores também são concluídos em uma operação.
A figura mostra tal placa, sobre a qual são montados os padrões para dois pequenos halteres. Padrões de placas de fósforo são usados para produzir pequenas peças fundidas em grandes quantidades em máquinas de moldagem que proporcionam uma produção precisa e rápida. Eles são caros para construir, mas o custo inicial é justificado quando a produção em quantidade é desejada.
4. Padrão Copiar e Arrastar
Na produção de grandes fundidos, os moldes completos são muito pesados para serem manuseados por um único operador. Portanto, os tipos de padrões de cope e arraste são usados para facilitar esse problema para uma operação eficiente. Os padrões são feitos em metades, divididos em uma linha de junção conveniente, e padrões separados de capa e arrasto são construídos e montados em placas de placas individuais.
Este arranjo permite que um operador ou grupo de operadores prepare metade do molde enquanto outro operador ou grupo trabalhou na outra metade. Essa distribuição planejada do trabalho aumenta sensivelmente a produção.
5. Padrão fechado
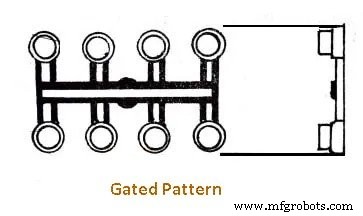
Para produzir uma boa fundição, é necessário garantir que o suprimento total de metal fundido flua em todas as partes do molde. A provisão para a passagem fácil do metal que flui para dentro do molde é chamada de gating, que não pode ser feita por operações manuais para produção de alto volume, particularmente devido ao tempo envolvido.
Na produção em massa, várias peças fundidas são produzidas em um único molde multicavidade pela união de um grupo de padrões, e os portões ou guias para o metal fundido são formados pelas peças de conexão entre os padrões individuais. O tempo normalmente gasto pelo moldador no corte das portas e no desenho dos padrões é eliminado por este arranjo. Esses tipos de padrões com formadores de portas anexados ao padrão são chamados de padrões de portas, como mostrado na Fig.
Padrões fechados podem ser feitos de madeira ou metal e são usados para produção em massa de pequenas peças fundidas.
6. Padrão de peças soltas
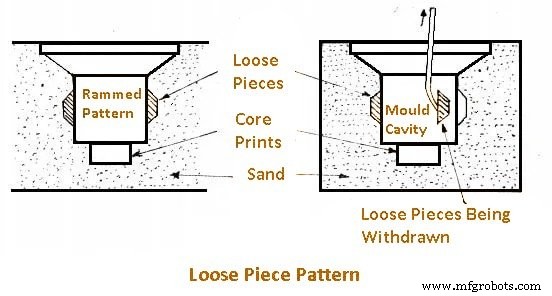
Alguns tipos de padrões são produzidos como montagens de peças soltas. Os padrões de peças soltas são necessários quando a peça é tal que o padrão não pode ser removido como uma peça, mesmo que seja dividido e a linha seja feita em mais de um plano.
Nesse caso, o padrão principal geralmente é removido primeiro. Em seguida, as peças separadas, que podem ter que ser giradas ou movidas antes de serem retiradas, são removidas. Padrões concluídos desse tipo geralmente exigem mais manutenção e são mais lentos para moldar. A Fig. 11.6 mostra um padrão de peças soltas.
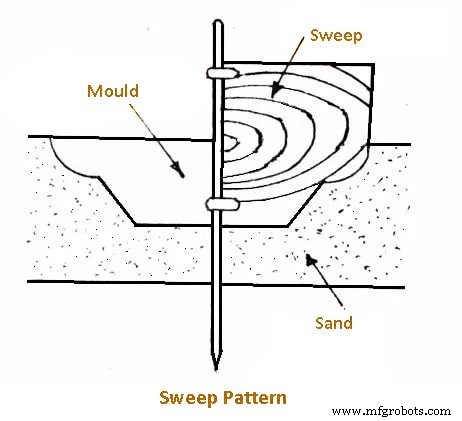
7. Padrão de varredura
Moldes e núcleos simétricos, particularmente em tamanhos grandes, são às vezes moldados por meio de padrões de varredura. O padrão de varredura Sweep consiste em uma placa que possui um formato correspondente ao formato do fundido desejado e disposta para que o molde gire em torno de um eixo central conforme ilustrado na Fig.
A areia é encaixada no lugar e a placa de varredura é movida em torno de seu eixo de rotação para dar à areia de moldagem a forma desejada. Padrões de varredura e são empregados para moldar peças com seções circulares. A varredura curva pode ser usada para formar parte do molde para uma grande chaleira de ferro fundido e a varredura reta para qualquer forma ou ranhura ou sulcos. As principais vantagens desses tipos de padrão é que ele elimina a construção dispendiosa de padrões.
8. Padrão de Esqueleto
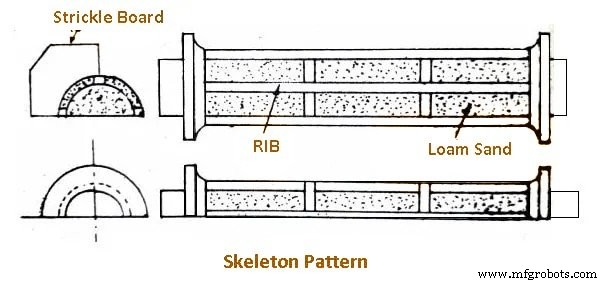
Padrões para peças fundidas muito grandes exigiriam uma quantidade enorme de madeira para um padrão completo. Nesses casos, um padrão de esqueleto como na Fig. pode ser empregado para dar o contorno geral e o tamanho da peça fundida desejada. Esta é uma construção com nervuras com um grande número de aberturas quadradas ou retangulares entre as nervuras que formam um esboço de esqueleto do padrão a ser feito.
A estrutura é preenchida e compactada com argila, areia ou loma, e uma placa riscada conhecida como Stickle board é usada para raspar o excesso de areia dos espaços entre as nervuras para que a superfície fique nivelada com a parte externa do padrão . Geralmente é construído em duas partes:uma para a capa e outra para o arrasto.
Tubulações de solo e água, curvas de tubos, corpos de válvulas e caixas são alguns exemplos de peças fundidas que são feitas com padrões de esqueleto.
9. Padrão segmentar
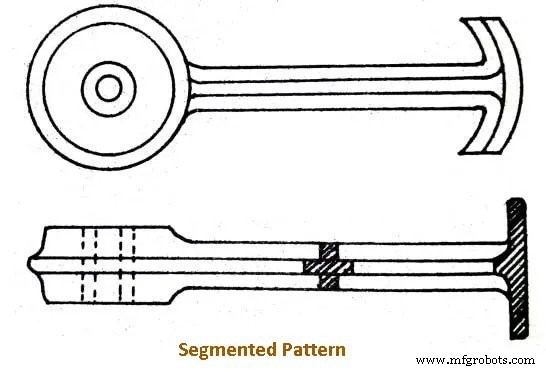
Padrões segmentares ou padrões de peças são geralmente aplicados a trabalhos circulares, como anéis, aros de rodas, engrenagens, etc. São seções de um padrão dispostas de modo a formar um molde completo ao serem movidas para formar cada seção do molde. Ao fazer um molde usando este padrão, um eixo vertical é firmemente fixado no centro do frasco de arrasto (Fig. 11.9).
A parte inferior do molde é nivelada e varrida. Em seguida, o padrão segmentar é preso ao fuso. A areia de moldagem é colocada entre a parte externa do padrão e o frasco, e no interior, mas não nas extremidades do padrão. Depois de compactar uma seção, ela avança para a próxima seção para compactação; e assim sucessivamente, até completar todo o perímetro do molde.
10. Padrão de casca
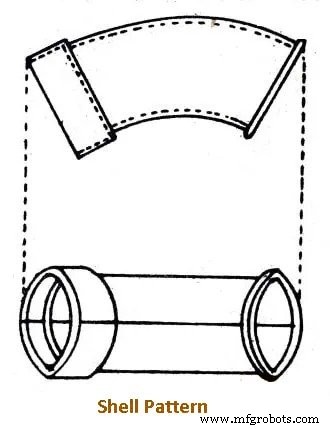
O padrão de concha é usado principalmente para conexões de drenagem e tubulações. Um exemplo típico é mostrado na Fig. O padrão é geralmente feito de metal, montado em uma placa e dividido ao longo da linha central, as duas seções são encaixadas com precisão. Essas curvas curtas são geralmente moldadas e fundidas em pares. O padrão de concha é uma construção oca como uma concha e a forma externa é usada como padrão para fazer o molde, enquanto o interior é usado como uma caixa de núcleo para fazer os núcleos.
Às vezes, um padrão de toda a forma da fundição é chamado de padrão de casca, e um padrão que é da forma exigida externamente, mas tendo o interior sem núcleo é denominado padrão de bloco.
11. Padrão encaixotado
Em um padrão encaixotado, as tábuas ou tiras de madeira são tão unidas por cola, pregos ou parafusos que um padrão é feito como uma caixa. Este método não apenas economiza madeira para padrões grandes, mas também os torna mais leves. A construção da caixa é empregada na fabricação de muitos padrões especialmente para uma peça fundida com um contorno regular e forma retangular.
12. Padrão Construído
Como o nome indica, padrões construídos ou padrões partidos são os tipos de padrões compostos por duas ou mais peças. Padrões para polias especiais são segmentos construídos de tiras de madeira. Esses segmentos são feitos cortando tiras de madeira na curvatura desejada, e a espessura desejada é construída colando-as em camadas.
Flanges também são feitos de forma semelhante. A construção às vezes é necessária por pivô ou estaca porque é difícil fazer uma forma intrincada em um bloco de madeira para construir um padrão, mas é mais fácil construir a forma colando ou juntando várias peças segmentadas.
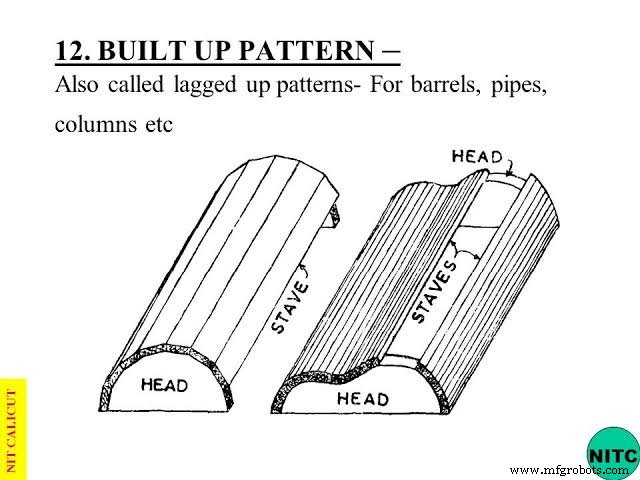
13. Padrão atrasado
Obras cilíndricas, como cilindros, tubos ou colunas, são construídas com construção lag ou stave que garante a permanência da forma. Lags ou Staves são tiras longitudinais de madeira que são chanfradas em cada lado para fazer a junta apertada por fora, e coladas e pregadas ou aparafusadas nas extremidades de madeira chamadas “cabeças”.
A ilustração da Fig. mostra as aduelas presas às cabeças que são meio polígono regular, com o objetivo de fazer um cilindro ou barril que deve ser dividido longitudinalmente pelo centro. Tal construção dá a quantidade máxima de resistência e permite a construção próxima ao contorno ou padrão acabado, de modo que haja comparativamente pouco excesso de estoque a ser removido para trazê-lo à forma exigida.
14. Padrão do lado esquerdo do lado direito
Muitos tipos de padrões devem ser feitos em pares, e quando sua forma é tal que eles não podem ser invertidos e eles têm os centros de hubs, bosses, etc., opostos e em linha, eles devem ser feitos à direita e à esquerda . Cabides em 'J' para linha de eixo suspenso, pernas para torno de torneamento de madeira ou banco de jardim ou para máquina de costura tipo pá e suportes para bagageiros nos vagões ferroviários são alguns exemplos onde um par de padrões à direita e à esquerda são requeridos.
Em tais casos, em muitas ocasiões, os modelistas são fornecidos com desenhos que mostram uma moldagem à direita ou à esquerda. A partir disso, é solicitado a fabricação de equipamentos de padrão para destros e canhotos. Isso muitas vezes apresenta dificuldades consideráveis, especialmente nos desenhos mais complicados quanto ao que constitui a diferença entre os padrões da mão esquerda e direita.
O suporte mostrado em A na figura é um exemplo de padrões à esquerda e à direita. Notar-se-á que a única variação entre estes dois padrões está na sua posição má. Se, no entanto, o desenho pudesse ter sido feito com uma base igual em cada lado da parte vertical fig , a necessidade de dois padrões seria eliminada.
Padrão de metal
Esses tipos de padrões são usados para produção em larga escala de peças fundidas e raramente são necessários como padrões soltos. Como os padrões são fundidos, não há necessidade de fazer juntas ou segmentos. No entanto, o método de fabricação é intrincado e requer imensa habilidade.
O modelista deve ter experiência em métodos de corte, acabamento e fabricação de metal, além da técnica de inspeção. Padrões de metal, quando usados, são normalmente montados em um ou ambos os lados de uma placa de padrão. Quando os padrões são pequenos, vários padrões podem ser montados na mesma placa.
Permissão de criação de padrões
Os padrões não são feitos exatamente do mesmo tamanho que o molde desejado por vários motivos. Esses tipos de padrão produziriam peças fundidas abaixo do tamanho. Portanto, deve-se permitir o encolhimento, calado, acabamento, distorção e batida.
1. Subsídio de Encolhimento
À medida que o metal solidifica e esfria, ele encolhe e diminui de tamanho. Para compensar isso, um padrão é feito maior do que o fundido acabado por meio de uma tolerância de encolhimento ou contração. Ao colocar as medidas para o padrão, o modelista permite isso usando uma regra de contração ou encolhimento que é um pouco mais longa que a regra comum do mesmo comprimento.
Por exemplo, ao construir um molde para leão fundido, o modelista usa uma régua de encolhimento medindo cerca de 10 mm a mais por metro do que a régua convencional, pois o ferro fundido encolhe 10 mm por metro. Diferentes metais têm diferentes retrações, portanto, existe uma regra de retração para cada tipo de metal usado em uma fundição. Um padrão mestre a partir do qual os padrões de metal são fundidos pode ter uma tolerância de contração dupla.
2. Provisão de Provisão
Quando um padrão é desenhado de um molde, há sempre alguma possibilidade de ferir as bordas do molde. Esse perigo é bastante reduzido se as superfícies verticais de um padrão forem levemente afuniladas para dentro. Este leve afunilamento para dentro nas superfícies verticais de um padrão é conhecido como rascunho.
O calado pode ser expresso em milímetros por metro de um lado, ou em graus, e a quantidade necessária em cada caso depende 1) do comprimento do lado vertical (2) da complexidade do padrão e (3) do método de moldagem. Em condições normais, o calado é de cerca de 10 a 20 mm de calado por metro em superfícies externas e 40 a 60 mm por metro em superfícies internas. A Fig mostra como um rascunho é fornecido em um padrão.
3. Provisão de usinagem
Superfícies ásperas de peças fundidas que precisam ser usinadas são feitas com dimensões um pouco acima daquelas indicadas no rascunho fornecido em um padrão. A quantidade extra de metal fornecida nas superfícies a serem usinadas é chamada de tolerância de acabamento da máquina e as bordas dessas superfícies são indicadas por uma marca de acabamento V ou F.
A quantidade que deve ser adicionada ao padrão depende (1) do tipo de metal a ser usado, (2) do tamanho e forma da fundição e (3) do método de moldagem. A tolerância de acabamento padrão (usinagem) para diferentes metais fundidos em mm para moldagem manual é dada na tabela.
4. Distorção ou Subsídio de Camber
Algumas peças fundidas, devido ao seu tamanho, forma e tipo de metal, tendem a enrolar ou distorcer durante o período de resfriamento. Isso é resultado do encolhimento irregular e é devido à espessura irregular do metal ou a uma superfície mais exposta do que a outra, fazendo com que esfrie mais rapidamente. A forma do padrão é então dobrada na direção oposta para superar essa distorção.
Esse recurso é chamado de distorção ou tolerância de curvatura. Como exemplo, um molde em forma de letra U será distorcido com as pernas divergentes, em vez de paralelas. Para
compensar esta condição, o padrão é feito de tal forma que o
as pernas convergem, mas à medida que o molde esfria após sua remoção do molde, as pernas se endireitam e permanecem paralelas.
Embora nenhuma distorção no formulário de dados publicado esteja disponível, a tolerância de distorção varia da tolerância de acabamento padrão até 20 mm quando grandes peças fundidas são consideradas.
5. Subsídio de Rap
Quando um padrão é batido no molde antes de ser retirado, a cavidade no molde aumenta ligeiramente. Em todos os casos em que as peças fundidas devem ser uniformes e fiéis ao padrão, é fornecida uma folga ou folga de vibração tornando o padrão um pouco menor do que o tamanho real para compensar a batida do molde.
Materiais de padrões
A seleção do material do padrão depende principalmente dos seguintes fatores.
- Requisitos de serviço, por exemplo, quantidade, qualidade e complexidade da fundição, ou seja, espessura mínima desejada, grau de precisão e acabamento necessário.
- Tipo de produção de fundição e tipo de processo de moldagem.
- Possibilidade de alterações de design.
- Número de fundidos a serem produzidos, ou seja, possibilidade de repetição de pedidos.
Como ser um bem de seu tipo, o material de padrão deve ser:
- Facilmente trabalhado, moldado e unido;
- Leve em peso;
- Forte, duro e durável, para que seja resistente ao desgaste e à abrasão, à corrosão e à ação química;
- dimensionalmente estável em todas as situações;
- Facilmente disponível a baixo custo;
- Reparável e reutilizado;
- Capaz de obter um bom acabamento superficial.
A grande variedade de materiais metálicos que atendem a essas características são a madeira e os produtos de madeira; metais e ligas; emplastros; plásticos e borrachas; e ceras.
Madeira :- A madeira é o material mais comum para o padrão, pois atende a muitos dos requisitos mencionados. É fácil de trabalhar e prontamente disponível. A madeira pode ser cortada e fabricada em várias formas colando, dobrando e curvando; é facilmente lixado até uma superfície lisa e pode ser preservado com goma-laca, que é o material de acabamento mais usado para padrão de madeira.
Metal :- metal é usado quando um grande número de fundição é desejado de um metal ou quando as condições são severas para o padrão de madeira. Padrões de metal não mudam de forma quando submetidos a condições úmidas. Outra vantagem de um padrão de metal é a liberdade de embrulhar em um armazenamento.
Os padrões de metal são muito úteis na moldagem por máquina devido à sua precisão, durabilidade e resistência. Comumente, um padrão de metal é moldado a partir de um padrão de madeira chamado padrão mestre. Quando padrões de metal devem ser fundidos a partir de padrões mestres, a contração dupla deve ser permitida.
Por exemplo, se o padrão de metal for feito de latão e a fundição for de ferro fundido, o encolhimento permitido no padrão mestre de madeira terá que ser de 14 mm por metro para latão, mais 10 mm por metro para ferro fundido , perfazendo um total de 24 mm mm m para o padrão incluem ferro fundido aço latão alumínio e metal branco.
Ferro fundido :- O ferro fundido é usado para alguns tipos de padrões altamente especializados. É forte, dá uma boa superfície de molde lisa com arestas vivas e é resistente à ação da areia. Mas padrões de ferro fundido para pesados e são facilmente quebrados. Padrões de ferro enferrujam demais e exigem uma área de armazenamento seca.
Latão :- O latão é usado em padrões, principalmente quando os padrões de metal são pequenos. É forte, não enferruja, tem melhor acabamento superficial que o ferro fundido e é
capaz de suportar o desgaste da areia de moldagem. Mas os padrões de latão são
mais pesado que o ferro fundido. É por isso que eles são restritos a padrões de tamanho pequeno.
Alumínio :- O alumínio é provavelmente o melhor metal em geral porque derrete a uma
temperatura relativamente baixa, é macio e fácil de trabalhar, leve e
resistente à corrosão. O alumínio, sendo bastante macio, é suscetível de ser danificado
pelo uso áspero.
Metal branco :- O metal branco não é muito usado para padrões, mas é o melhor material
que pode ser usado para fazer formas intrincadas e finas. Essas ligas são usadas
na maioria das produções de fundição sob pressão e, portanto, são frequentemente chamados de fundição sob pressão
ligas. Têm um ponto de fusão baixo, cerca de 200°C, e têm pouca
encolhimento apreciável. Uma avaliação comparativa desses metais é dada como
Tabela 11.1.
Plásticos :- Os plásticos estão agora encontrando seu lugar como um padrão moderno
material porque não absorvem umidade, são fortes e dimensionalmente
estáveis, resistentes ao desgaste, têm uma superfície muito lisa e brilhante e são
leve em peso. Devido à sua superfície brilhante, pode ser retirado do
molde muito facilmente sem ferir o molde e sem separação seca ou líquida
composto é necessário. Além disso, o material plástico tem um baixo
encolhimento sólido.
Quando é necessário um padrão de plástico, primeiro é feito um padrão de madeira para
servir como um padrão mestre que forma o molde no qual a resina plástica
é derramado. Esses moldes podem ser feitos de vários materiais, incluindo
madeira, borracha, plástico, metal ou gesso de paris, sendo este último o mais
comumente usado.
Dois tipos de materiais plásticos são usados em lojas de moldes:termofixos e termoplásticos. Nas variedades termofixas, a resina epóxi tornou-se muito popular devido às suas boas qualidades de produção. Das variedades termoplásticas, que tendem a se tornar moles e posteriormente gaseificadas ao serem aquecidas, a mais comum é a espuma de poliestireno. O material está disponível em diferentes densidades na forma espumada ou expandida. Pode ser facilmente
moldado, usinado e fabricado por colagem para formar o padrão.
Borrachas:- Certos tipos de borracha, como a borracha de silicone, são preferidos para formar um tipo muito intrincado de molde para fundição de precisão. Este material como resina epóxi, está disponível em duas partes, ligante e endurecedor. Quando as duas partes, originalmente na forma líquida, são misturadas, despejadas sobre um padrão mestre ou em uma matriz e curadas, uma forma sólida, isto é, um padrão, é produzida.
Gesso :- O cimento de gesso conhecido como gesso de paris também é usado para
fazendo padrões e caixas de núcleo. Tem uma alta resistência à compressão, por exemplo, até
até 300 kg/cm, e pode ser facilmente trabalhado com ferramentas de madeira. Quando talco e
cimento são misturados com água, forma uma massa plástica capaz de ser moldada
em um molde.
O gesso também pode ser usado convenientemente para preparar placas de acompanhamento para trabalhos de moldagem. Variedades proprietárias de rebocos de gesso, como Ultracal, Hydrocal, Hydrostone e Hydrocal, também estão disponíveis.
O padrão de gesso pode ser preparado derramando diretamente a pasta de gesso e água em moldes preparados anteriormente a partir de um padrão mestre ou varrendo-o na forma ou forma desejada pelo método de varredura e aplicação.
Ceras:- Os padrões de cera são excelentes para o processo de microfusão. Os materiais geralmente utilizados são misturas de vários tipos de ceras, e outros aditivos que atuam como agentes polimerizantes, estabilizantes, etc. As ceras comumente escolhidas são a parafina, a goma-laca, a cera de abelha, a cera de ceresina e a cera microcristalina. As propriedades desejadas em um bom padrão de cera incluem baixo teor de cinzas (até 0,05 por cento), resistência ao material de revestimento primário usado para revestimento, alta resistência à tração e dureza e resistência substancial à solda.
A prática normal de formar padrões de cera é injetar cera líquida ou semi-líquida em uma matriz dividida. injeção sólida também é usada para evitar o encolhimento e para uma melhor resistência.
Areia de Moldagem - Propriedades, Tipos, Processo, MCQs
Tecnologia do Grupo (GT) - Definição, Layout, Benefícios
Tecnologia industrial
- Quais são os diferentes tipos de recesso da unidade?
- Quais são os diferentes tipos de unhas?
- 10 Tipos Diferentes de Padrão em Fundição
- Quais diferentes tipos de materiais são usados na usinagem?
- Noções básicas de acoplamentos:quais são os diferentes tipos?
- Quais são os diferentes tipos de dobra de tubo?
- Quais são os diferentes tipos de trabalhadores de manutenção?
- Quais são os diferentes tipos de areia para jateamento?
- Quais são os diferentes tipos de trabalhadores de fábrica?
- Quais são os diferentes tipos de ferramentas manuais?