


White Paper:Entendendo as forças na retificação de creepfeed para reduzir custos e melhorar a consistência
Um dos principais benefícios da retificação por creepfeed é a combinação de remoção rápida de material com a capacidade de gerar uma superfície retificada de precisão em materiais difíceis de retificar. Normalmente, a retificação por creepfeed resulta em uma menor espessura de cavacos não deformados em relação à retificação da superfície, melhorando assim o acabamento da superfície da peça e reduzindo o desgaste do rebolo. No entanto, essa vantagem vem com algumas desvantagens. As aplicações de retificação de creepfeed tendem a consumir mais potência e têm forças mais altas. Portanto, requer fusos de maior potência e máquinas e acessórios de engenharia mais robustos do que as aplicações tradicionais de retificação de superfície.
Ao desenvolver novas aplicações de retificação por creepfeed, considerar as forças de retificação pode ser benéfico para garantir um projeto de fixação adequado, pressões de fixação e suporte da peça. Eles também influenciam as especificações da roda e as condições do processo. Este artigo destacará algumas das forças básicas que podem ser calculadas na retificação por creepfeed e concluirá com um exemplo de aplicação.
Forças na retificação de Creepfeed
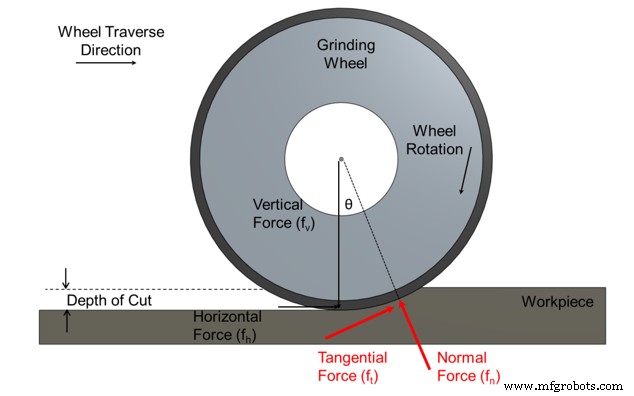
Considere uma moagem de creepfeed 2D simples, conforme mostrado na Figura 1 . Nesta aplicação, existem duas forças primárias que atuam na roda – força tangencial e força normal. A força normal (fn) é a força aplicada perpendicularmente à área de contato entre o rebolo e a peça de trabalho, e a força tangencial (ft) é a força aplicada paralelamente à área de contato entre o rebolo e a peça de trabalho. A magnitude e a direção das forças de retificação determinam os requisitos de projeto para fixação, fixação da peça e rigidez do sistema. A direção dessas forças é uma consideração particularmente importante para processos onde o ponto de tangência entre o rebolo e a peça pode mudar durante o processo de retificação, resultando em uma mudança na direção das forças de retificação, por exemplo, em operações de retificação de 5 eixos.
A força tangencial é a força necessária para manter a velocidade da roda enquanto ela está engatada com a peça sob as forças de atrito e corte dadas. É a soma das forças abrasivas de corte (ou seja, as forças necessárias para remover o material) e as forças de atrito entre os grãos, cavacos e material de ligação da roda. A força tangencial é influenciada pela lubrificação do refrigerante, afiação do rebolo, densidade do grão abrasivo, propriedades do material da peça e perfil do rebolo.
É possível calcular as forças tangenciais (Ft ) atuando no rebolo na retificação de creepfeed de duas maneiras. O primeiro é diretamente da potência do fuso de retificação e da velocidade do rebolo, conforme mostrado:

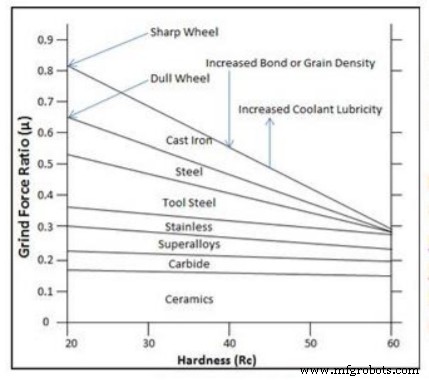
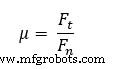
Onde a potência está em Hp, Ft está em lbf , Vs é a velocidade da roda (em sfpm) e 33000 (lb*ft/min/hp) é o fator de conversão. No ponto de contato, as forças normais e tangenciais na roda são iguais e opostas às forças que atuam na peça, então essas equações também podem ser usadas para calcular as forças na peça. Uma vez que a força tangencial é conhecida, a força normal pode ser estimada pela razão do coeficiente de atrito de retificação. O gráfico na Figura 2 mostra o coeficiente de atrito de moagem em função da dureza para diversos materiais. A maioria das superligas e aços de alta resistência tem um coeficiente de atrito de retificação entre 0,25 e 0,40.
Uma vez que μ e Ft são conhecidas, a força normal pode ser estimada através da equação:
Um segundo método para medir a força tangencial é usar um dinamômetro e medir as forças verticais e horizontais durante a moagem. Então, conhecendo o ângulo do vetor de força normal (θ - veja Figura 1 ), as forças normal e tangencial podem ser calculadas a partir das seguintes equações:
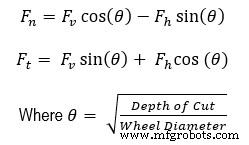
É importante notar que as forças normais e tangenciais na retificação por creepfeed não são as mesmas que as forças verticais e horizontais, respectivamente. Embora isso possa ser útil em um ambiente de laboratório, muitas vezes não é prático na moagem de produção e, portanto, o método alternativo para calcular fn e ft provavelmente será usado com mais frequência.
Medição de potência
Para calcular com precisão Ft , a potência do fuso de moagem deve ser conhecida. É altamente recomendável que um monitor de energia seja usado e conectado diretamente ao sistema de acionamento do fuso. Isso garantirá que a potência de moagem não seja influenciada por fontes externas, como bombas de refrigeração ou outros movimentos do eixo da máquina. O Norton utiliza vários sistemas de monitoramento de potência de última geração combinados com o software LabVIEW personalizado para monitorar a potência do fuso em tempo real durante a retificação. Um exemplo do sistema é mostrado na Figura 3 .
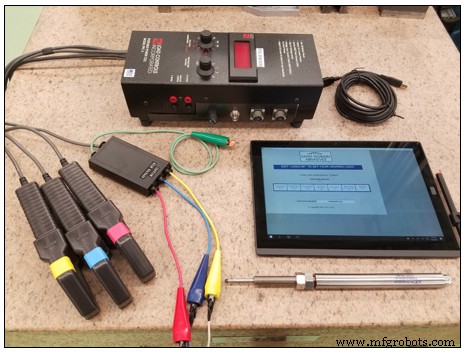
Este sistema utiliza entradas de corrente e tensão do acionamento do fuso para calcular e plotar a potência de moagem em tempo real. A partir deste gráfico, a potência de moagem de marcha lenta, de pico e média, juntamente com o tempo de processo, podem ser medidos e usados para determinar forças tangenciais e normais, bem como informações como energias específicas de corte e moagem do processo. Esses valores podem ser utilizados para entender melhor o comportamento dependente do tempo do processo e destacar as interações microscópicas dominantes na aplicação de moagem.
Para continuar lendo este white paper na íntegra, baixe um PDF aqui.
White Paper:Corrigir a escassez de mão de obra? Abrace a geração do milênio e a geração Z
Por que a adaptabilidade é fundamental para a fabricação essencial durante a pandemia de COVID-19
Tecnologia industrial
- Um guia para gerenciamento de custos de nuvem empresarial - compreensão e redução de custos
- Caneta e papel vs. software de manutenção:O melhor método para reduzir o tempo de inatividade
- Guia para compreender o Lean e Seis Sigma para Manufatura
- White paper:Preparando seu depósito para robôs
- Torneamento, retificação e fixação para fabricação de alta precisão
- White Paper:Corrigir a escassez de mão de obra? Abrace a geração do milênio e a geração Z
- Aço inoxidável:os melhores produtos para corte, retificação e acabamento
- White Paper:Medição portátil sem fio integrada para o chão de fábrica
- Informações da Surewerx Traction:Compreender e reduzir escorregões e quedas é tão fácil quanto 1-2-3
- Compreendendo os benefícios e desafios da fabricação híbrida