


Pesquisa de confiabilidade de solda SMT com base no módulo de circuito na indústria eletrônica automotiva
A tendência da miniatura de produtos eletrônicos leva a estruturas complicadas de produtos, o que promove a prevalência do módulo multi-chip. O advento do módulo principal é um novo desafio para a SMT. No entanto, alguns problemas como soldagem falsa e eletrodeposição contínua de estanho surgem no carregamento do novo produto devido à grande escala de substrato e teoria térmica.
Pesquisa sobre confiabilidade de soldagem SMT do módulo de circuito
A falsa soldagem refere-se à circunstância de que a camada de estanho não é totalmente revestida na superfície das soldas que não são fixadas por estanho, a liga metálica não é gerada entre a face de soldagem do componente e o PAD, a pressão possivelmente faz com que os componentes se soltem e sofram mal contato e a altura mínima dos pontos de solda é menor que 25% do valor da combinação da altura mínima dos pontos de solda mais a altura de solda.
As razões comuns para a falsa soldagem incluem má qualidade da pasta de estanho, composições do fluxo de solda, camada de oxidação nos pinos dos componentes, mau acabamento da superfície do PAD, configuração dos parâmetros de solda e soldagem de refluxo instável.
• Análise sobre o motivo dos problemas
uma. Análise no substrato do módulo principal
Os principais parâmetros que indicam o desempenho do material do substrato PCB incluem Tg (Temperatura de Transição de Vidro), CTE (Coeficiente de Expansão Térmica) e Td (Temperatura de Delaminação).
No desenvolvimento inicial, o FR-4 Tg150 (material>145) é aplicado como material de substrato do módulo de núcleo e cobertura de filme de máscara de solda relativamente espessa no lado inferior do substrato. No processo de soldagem por refluxo, ocorre uma leve deformação de flambagem como resultado da baixa Tg, de modo que a confiabilidade da soldagem é reduzida na segunda soldagem por refluxo com o advento da falsa soldagem.
b. Análise sobre a quantidade de pasta de estanho
De acordo com o requisito normal de artesanato, a espessura do estêncil deve ser de 0,13 mm, assim como a espessura da pasta de estanho da almofada no módulo central após a impressão. Uma vez que o módulo de núcleo sofre deformação, soldagem falsa e baixa confiabilidade de soldagem no processo de soldagem, os produtos possivelmente serão confrontados com riscos de qualidade.
• Experiência de melhoria
uma. Material de substrato e projeto de experimento
O material do substrato é um dos elementos mais importantes que influenciam a confiabilidade dos produtos. FR-4 Tg150 (material>145) com custo relativamente baixo é usado nos primeiros produtos. No início do desenvolvimento do experimento, o FR-4 Tg170 (material>175) é aplicado como substituto do FR-4 Tg150 (material>145) devido à sua confiabilidade relativamente alta.
O redesenho deve ser implementado para a máscara de solda inferior do substrato com a espessura da máscara de solda diminuída e a qualidade do material da máscara de solda melhorada para que a qualidade da máscara de solda seja garantida e a confiabilidade da segunda solda de refluxo não seja influenciada.
b. Design experimental em recorte de estêncil
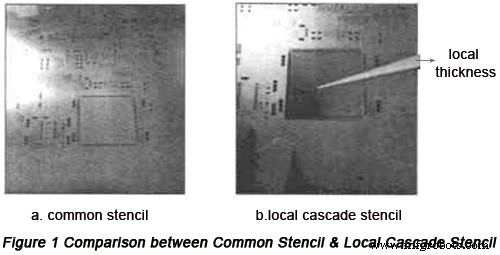
No estágio inicial do projeto do estêncil, a espessura do estêncil é projetada para ser de 0,13 mm por causa dos componentes QFP com distância do pino de 0,5 mm no PCB. No primeiro processo de fabricação, a falsa soldagem ocorre no módulo de núcleo com a espessura da pasta de estanho de 0,13 mm, com base na qual a espessura do estêncil é aumentada para a espessura mínima do projeto de estêncil comum que é 0,15 mm. Sob esta condição, a proporção de furo de estêncil e furo de ampliação externo é de 1:1,2 com a má qualidade longe de ser melhorada. Sob esta condição, apenas um estêncil em cascata especial pode ser aplicado no experimento e a espessura do estêncil é melhorada para 0,3 mm em relação aos 0,15 mm originais, para que a quantidade de impressão de pasta de estanho no bloco de montagem do módulo possa ser garantida.
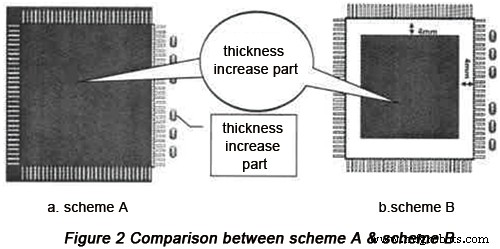
Diferentes esquemas de experimentos são usados durante a aplicação de estêncil em cascata e esquemas relativamente razoáveis são exibidos a seguir:
No Esquema A, a espessura da área total do módulo é aumentada em 0,3 mm com a espessura do lado contendo pequena escala inalterada .
No Esquema B, a área com espessura a ser aumentada é 4mm menor que a do Esquema A e a espessura é aumentada em 0,3mm com a espessura dos furos das almofadas inalterada.
Após a produção piloto e comparação entre o Esquema A e B, ocorre a eletrodeposição contínua de estanho na posição do pacote de resistores, com base no qual pode-se concluir que o Esquema B é melhor.
c. Experiência de melhoria de artesanato de fabricação
Antes da entrada do forno de refluxo, a tarefa de distribuição de gel deve ser implementada e as posições podem ser determinadas sob o efeito de solidificação e encolhimento do gel com a função de fixação do módulo do circuito para que a deformação e o deslocamento do substrato do módulo possam ser efetivamente reduzidos durante a soldagem.
• Resultado do experimento
Graças a uma série de medidas de melhoria, incluindo melhoria do design do estêncil, reseleção e posicionamento do material PCB e melhoria do artesanato de fabricação, a quantidade de pasta de estanho e a altura de subida do estanho no módulo principal atingiram o padrão IPC no processo de soldagem. A fração defeituosa do processo do módulo principal é bastante reduzida de 686PPM para 23PPM, de modo que a confiabilidade dos produtos é garantida. Os dados na tabela a seguir melhor indicam o resultado.
| Resultado | Material de substrato | Volume de Produção | Número de Pontos de teste | Tipo de defeito | Número de Defeito | Número de maldade | Fração com defeito (PPM) |
|---|---|---|---|---|---|---|---|
| Circunstância de Produção Piloto Inicial | Tg150 | 50 | 43750 | Soldagem falsa do módulo de núcleo | 20 | 20 | 457 |
| Eletrodepósito contínuo do módulo principal | 0 | 0 | 0 | ||||
| Soma | 20 | 20 | 457 | ||||
| Resultado do experimento pela primeira vez de melhoria (esquema A) | Tg170 | 50 | 43750 | Soldagem falsa do pacote de resistores | 0 | 0 | 0 |
| Eletrodepósito de estanho contínuo do pacote de resistores | 30 | 30 | 686 | ||||
| Soma | 30 | 30 | 686 | ||||
| Resultado do experimento para a segunda vez de melhoria (esquema B) | Tg170 | 50 | 43750 | Soldagem falsa do módulo de núcleo | 1 | 1 | 23 |
| Eletrodepósito de estanho contínuo do módulo principal | 0 | 0 | 0 | ||||
| Soma | 1 | 1 | 23 |
Conclusão
A aplicação do módulo central é capaz de acelerar o desenvolvimento da pesquisa e o progresso da atualização de produtos eletrônicos automotivos. Na fase de novos produtos, o transplante pode ser implementado para que o custo e a complexidade do desenvolvimento possam ser reduzidos. No entanto, pontos ruins surgem no estágio inicial da produção piloto como resultado da grande escala do módulo principal e da alta exigência de fabricação, de modo que sua confiabilidade possivelmente diminuirá e o módulo não será melhor aplicado.
Pertencente ao PCB, o módulo de núcleo tem que passar por uma série de processos, incluindo refluxo de alta temperatura, armazenamento e outro refluxo de alta temperatura durante o qual a deformação do PCB, soldagem falsa e eletrodeposição contínua de estanho. Esses problemas relativos ao módulo principal foram resolvidos com sucesso por meio de experimentos e produção piloto de produtos, de modo que mais oportunidades serão fornecidas para a aplicação dos módulos principais e o progresso da aplicação do módulo de produtos eletrônicos automotivos também será acelerado.
Recursos úteis:
• Elementos que influenciam a qualidade da solda SMT e medidas de melhoria
• Propriedades de PCB automotivo e considerações de design
• 5 dicas para o projeto de circuito automotivo para derrotar a EMI
• 5 maneiras comprovadas de Julgue a confiabilidade dos fabricantes de PCB automotivos
• Alguns métodos úteis na avaliação das capacidades do montador SMT
• Serviço completo de fabricação de PCB da PCBCart - Várias opções de valor agregado
• Serviço avançado de montagem de PCB da PCBCart - Iniciar de 1 peça
Tecnologia industrial
- Futuro da Indústria Automotiva
- O Valor da Fabricação de Aditivos na Indústria Automotiva
- AI apoia projeto de pesquisa de iluminação inteligente
- Como a indústria de logística automotiva está enfrentando COVID-19
- Usinagem CNC na indústria automotiva
- Transformação digital e IoT na indústria automotiva
- 5 dicas para o projeto de circuitos automotivos derrotar a EMI
- Propriedades de PCB automotivo e considerações de design
- Aplicação da impressão 3D na indústria automotiva
- Bombas de água eletrônicas na indústria automotiva