


10 Unidade 5:tocando
OBJETIVO
Após concluir esta unidade, você deverá ser capaz de:
• Descreva o procedimento de rosqueamento.
• Determine o RPM para rosqueamento.
• Descreva o preenchimento e polimento.
• Descreva o workholding avançado.
Tocar
O rosqueamento é o processo de cortar uma rosca dentro de um furo para que um parafuso ou parafuso possa ser rosqueado no furo. Além disso, é usado para fazer roscas em porcas.
O rosqueamento pode ser feito no torno por alimentação de energia ou manualmente. Independentemente do método, o furo deve ser perfurado com a broca de tamanho adequado e chanfrado na extremidade.
Procedimentos de toque
Boas práticas
Como usar guias de toque
As guias de macho são parte integrante da fabricação de machos retos e utilizáveis. Ao usar o torno ou a fresadora, o macho já está reto e centrado. Ao alinhar manualmente uma torneira, tenha cuidado, pois uma guia de torneira de 90° é muito mais precisa do que o olho humano.
Usando óleo
Ao perfurar e rosquear, é crucial usar óleo. Ele evita que as brocas gritem, torna o corte mais suave, limpa os cavacos e evita o superaquecimento da broca e da coronha.
Cicando
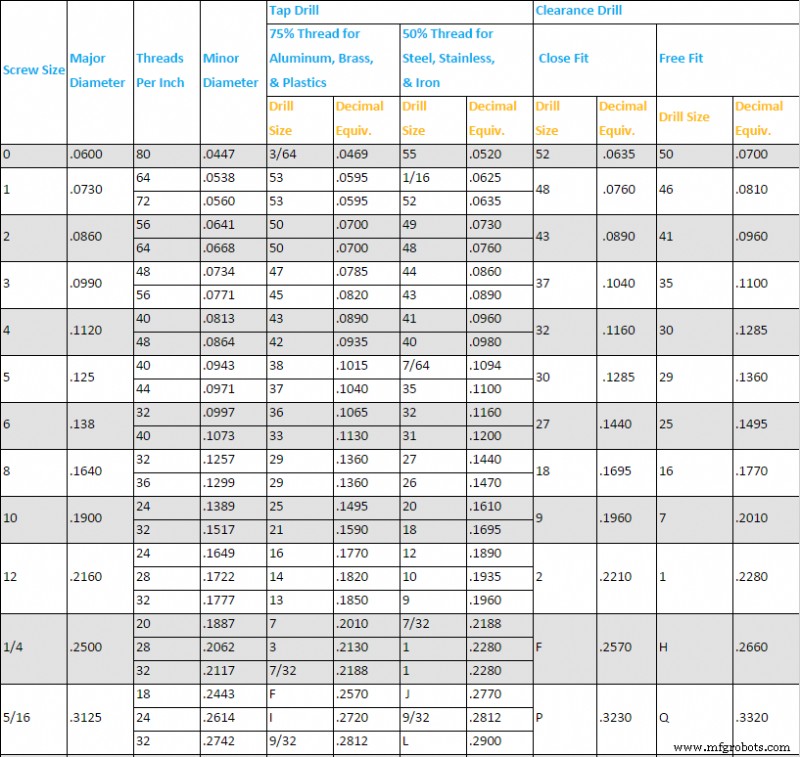
A bicada ajuda a garantir que as brocas não superaqueçam e quebrem ao usá-las para perfurar ou rosquear. Perfuração Peck envolve a perfuração parcial através de uma peça, em seguida, retrai-la para remover os cavacos, permitindo simultaneamente que a peça esfrie. Girar a manivela uma volta completa e meia volta é uma prática comum. Sempre que a broca ou macho for recuado, remova o maior número possível de cavacos e adicione óleo à superfície entre a broca ou macho e a peça de trabalho. Procedimento de rosqueamento manual 1. Selecione o tamanho da broca no gráfico. Ao escolher um tamanho de toque, este gráfico é o primeiro lugar a procurar
Procedimento de toque manual
1. Selecione o tamanho da broca no gráfico.
Ao escolher um tamanho de toque, este gráfico é o primeiro lugar a ser observado.
Tamanhos de Perfuração e Liberação
2. Se necessário, adicione um chanfro ao furo antes de rosquear. Chanfros e escareadores são recursos adicionais que às vezes são desejados para parafusos. Para melhores resultados, a velocidade do fuso deve estar entre 150 e 250 rpm.
3. Obtenha um guia de toque. O buraco está agora pronto para tocar. Para isso, utilize as torneiras e blocos guia próximos às fresadoras manuais. Os blocos guia terão vários furos para machos de diferentes tamanhos. Selecione o mais próximo ao tamanho do macho que está sendo usado e coloque-o sobre o furo perfurado.
4. Toque no bloco. Pique a torneira usando as chaves de torneira. Aplique uma leve pressão enquanto gira a chave uma volta completa, depois meia volta. Pique a torneira até a profundidade desejada.
5. Conclua o toque. Se a torneira não avançar mais ou a profundidade desejada foi atingida, libere a pressão na torneira; é provável que tenha afundado. Retire a torneira do orifício.
Aplicar mais pressão provavelmente quebrará a torneira. Quanto menor a torneira, maior a probabilidade de quebrar.
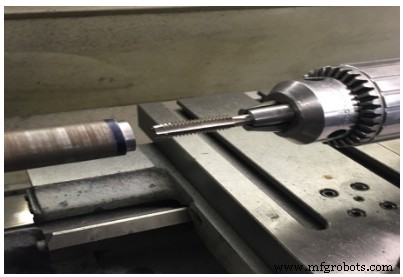
Figura 1. Toque em
Procedimento de rosqueamento para torno
Procedimento:
1. Monte a peça de trabalho no mandril.
2. Perfuração frontal e central.
3. Selecione a broca apropriada para o macho a ser usado.
4. Exemplo:¼ – 20 unc usado broca nº 7.
5. Ajuste o torno para a velocidade adequada e perfure com o macho até a profundidade necessária. Use bastante fluido de corte.
6. Nota:a peça de trabalho irá girar ao rosquear usando a potência do torno. Use uma velocidade de fuso muito lenta. (40 a 60 rpm) e bastante fluido de corte.
7. Chanfre a borda do furo.
Arquivando em um torno
Uma peça de trabalho deve ser preenchida em um torno apenas para remover uma pequena quantidade de material, para remover queimaduras ou arredondar cantos afiados. A peça de trabalho deve sempre ser girada para cerca de 0,002 a 0,003 polegada de tamanho, se a superfície deve ser lixada. Segure o cabo da lima com a mão esquerda para evitar ferimentos ao limar no torno, de modo que os braços e as mãos possam ficar longe do mandril giratório.
Procedimento:
1. Defina a velocidade do fuso para cerca de duas vezes a usada para torneamento.
2. Monte a peça de trabalho no mandril, lubrifique e ajuste o ponto morto na peça de trabalho.
3. Mova o carro o mais para o lado direito possível e remova o poste da ferramenta (se necessário)
4. Desengate o parafuso de avanço e a haste de alimentação.
5. Selecione o arquivo correto a ser usado.
6. Inicie o torno.
7. Segure o cabo da lima com a mão esquerda e apoie a ponta da lima com o dedo da mão direita.
8. Aplique uma leve pressão e empurre a lima para frente em todo o seu comprimento. Libere a pressão na estaca de retorno.
9. Mova a lima cerca de metade da largura da lima para cada pincelada e continue lixando, usando 30 a 40 batidas por minuto até que a superfície esteja terminada.
Figura 2. Arquivamento
Ao lixar em um torno, a seguinte segurança deve ser observada.
• Arregace as mangas.
• Não use uma lima sem o cabo devidamente encaixado.
• Remova relógios e anéis.
• Não aplique muita pressão na lima.
• Limpe a lima frequentemente com uma escova de lima. Esfregue um pouco de giz nos dentes da lima para evitar entupimento e facilitar a limpeza.
Polimento em torno
Após o lixamento da peça, o acabamento pode ser melhorado polindo-se com pano abrasivo.
Procedimento:
1. Selecione o tipo de coleta e grau de pano abrasivo, para o acabamento desejado, use uma peça com cerca de 6 a 8 polegadas de comprimento e 1 polegada de largura.
2. Configure o torno para funcionar em alta velocidade (cerca de 800-1000 rpm).
3. Desengate a haste de alimentação e o parafuso de avanço.
4. Lubrifique e ajuste o ponto morto.
5. Inicie o torno.
6. Segure o pano abrasivo na peça de trabalho.
7. Com a mão direita, pressione o pano firmemente sobre o trabalho enquanto segura firmemente a outra extremidade do pano abrasivo com a mão esquerda.
8. Mova o pano lentamente para frente e para trás ao longo da peça de trabalho.

Figura 3. Polimento
Ao polir em torno, deve-se observar a seguinte segurança:
1. Arregace as mangas.
2. Coloque qualquer roupa folgada
Para acabamentos normais, use pano abrasivo de grão 80 a 100. Para melhores acabamentos, use um pano abrasivo de grão mais fino.
Retenção de trabalho avançada
Algumas peças podem ser irregulares, exigindo ferramentas especializadas para segurá-las adequadamente antes de serem usinadas.
1. A peça não pode ser colocada em uma pinça ou mandril ao cortar todo o diâmetro externo do estoque.
2. As peças com furos devem ser pressionadas em um eixo de torno (um eixo cônico) e, em seguida, fixadas no eixo em vez da própria peça.
3. Se o furo for muito grande, usar um mandril de torno não suportará suficientemente a peça. Em vez disso, use as garras externas para agarrar o diâmetro interno da peça.
4. As peças com geometrias complexas podem precisar ser fixadas em uma placa frontal que será posteriormente instalada no fuso.
PARA DE TRABALHO:
A tabela a seguir fornece uma comparação rápida dos pontos fortes e fracos dos diferentes meios de segurar a peça de trabalho em um torno:
| Método | Precisão | Repetibilidade | Conveniência | Notas |
| Pinças | Alto | Alto | Alto | Rápida, de alta precisão, alta repetibilidade, agarra bem, dificilmente estraga a peça de trabalho, pega espalhada por uma área ampla. Mandris e pinças caros. Lida com comprimentos limitados. A peça de trabalho deve ser redonda e deve caber quase exatamente no tamanho da pinça. |
| Mandril de 3 garras com garras macias | Alto | Alto | Alto | Para peças de trabalho maiores, 3 mandris com mandíbulas macias são a norma no mundo CNC. |
| Mandril autocentrante de 3 garras com garras duras | Baixo | Baixo | Alto | Comum, barato, simples. Baixa precisão, baixa repetibilidade se você remover a peça de trabalho e precisar recolocá-la. |
| Mandril de 4 Mandíbulas | Alto | Alto | Médio | Pode ser demorado ajustar individualmente as garras, mas resultará em alta precisão. Pode conter peças deslocadas para cames de torneamento ou excêntricos. Pode conter formas irregulares e estoque quadrado ou retangular. |
| Mandril autocentrante de 6 garras | Médio | Médio | Alto | Melhor para trabalhos em paredes finas ou para prender as bordas acabadas da peça de trabalho. Obviamente bom para estoque hexadecimal. |
| Torneamento da placa frontal | Varia com Configuração | Médio | Baixo | Ótimo para formas irregulares. Envolve grampos como uma configuração de fresagem. Pode precisar de contrapesos para manter as coisas equilibradas. |
| Girando entre centros | Alto | Alto | Baixo | Grande precisão, permite que a peça seja recolocada entre os centros com altíssima repetibilidade. |
| Virar a Face Constante | Alto | Alto | Alto | A alternativa moderna ao giro entre centros. Em vez de usar grampos de torno, que são meio incômodos para configurar, o sistema de face constante usa força hidráulica ou outra para prender e acionar a extremidade do fuso. |
| Mandris em expansão | Alto | Alto | Alto | Estes funcionam de dentro para fora e não de fora para dentro, mas são muito parecidos com pinças. |
Método descreve a técnica ou ferramental específico a ser usado.
Precisão descreve a precisão com que a peça de trabalho será segurada, ou quão perto da concentricidade ela funcionará com o fuso antes de fazer qualquer corte.
Repetibilidade descreve como é fácil retirar a peça de trabalho e, em seguida, recolocá-la com precisão novamente.
TESTE DE UNIDADE
1. Qual o tamanho da broca a ser usada para ½ -20 tap?
2. Qual é a finalidade do chanfro?
3. Qual é a melhor RPM para rosqueamento?
4. Qual a velocidade do fuso que definimos para arquivamento?
5. Qual é a finalidade do polimento?
6. Qual é o melhor pano abrasivo para acabamentos normais?
7. Que tipo de trabalho é mais adequado para mandris de três mandíbulas?
8. Quais são as características especiais do mandril de três garras?
9. Explique a diferença entre o mandril de três garras e o mandril de 4 garras.
10. Quais são as vantagens e desvantagens de um mandril de coleta?
Tecnologia industrial