


Métodos Comuns para Obter Precisão de Peças na Usinagem
A precisão da usinagem refere-se ao grau em que os parâmetros geométricos reais (tamanho, forma e posição) da peça após o processamento estão em conformidade com os parâmetros geométricos ideais especificados no desenho. Quanto maior o grau de conformidade, maior a precisão da usinagem.
Na usinagem, devido à influência de vários fatores, é realmente impossível processar todos os parâmetros geométricos da peça para corresponder exatamente ao parâmetro geométrico ideal, e sempre haverá alguns desvios. Este desvio é erro de usinagem.
Explore a partir dos três aspectos a seguir:
- Método de obtenção de precisão dimensional da peça
- Método para obter a precisão da forma
- Método para obter precisão de posição
1. Método de obtenção de precisão dimensional da peça
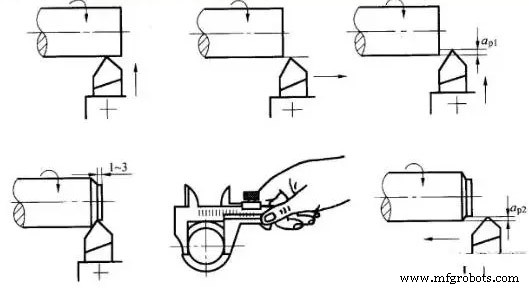
(1) Método de teste de corte
Ou seja, primeiro tente recortar uma pequena parte da superfície usinada, meça o tamanho do corte de teste, ajuste a posição da aresta de corte da ferramenta em relação à peça de trabalho de acordo com os requisitos de usinagem e, em seguida, tente cortar, e então medir, então após dois ou três cortes e medições de teste, quando for processado após o tamanho atender aos requisitos, corte toda a superfície a ser usinada.
O método de teste de corte é através de “teste de corte-medição-ajuste-teste de corte novamente”, e se repete até que a precisão dimensional necessária seja alcançada.
A precisão alcançada pelo método de corte experimental pode ser muito alta. Não requer dispositivos complicados, mas esse método é demorado (exigindo vários ajustes, cortes experimentais, medições e cálculos), baixa eficiência e depende do nível de habilidade dos trabalhadores e da precisão dos instrumentos de medição. A qualidade é instável, por isso é usado apenas para produção de pequenos lotes de peça única.
Como um tipo de correspondência de método de corte de teste, é baseado na peça processada, processando outra peça de trabalho correspondente ou combinando duas (ou mais) peças de trabalho para processamento. Os requisitos do tamanho final processado no trabalho de correspondência são baseados nos requisitos de correspondência com as peças usinadas.
(2) Método de ajuste
Use peças de amostra ou padrão para ajustar as posições relativas precisas de máquinas-ferramentas, acessórios, ferramentas de corte e peças de trabalho para garantir a precisão dimensional das peças de trabalho. Como o tamanho é ajustado antecipadamente, não há necessidade de tentar cortar novamente durante a usinagem. O tamanho é obtido automaticamente e permanece inalterado durante a usinagem de um lote de peças. Este é o método de ajuste. Por exemplo, ao usar um acessório de fresadora, a posição da ferramenta é determinada pelo bloco da ferramenta. A essência do método de ajuste é usar o dispositivo de distância fixa ou o dispositivo de ajuste de ferramenta na máquina-ferramenta ou o suporte de ferramenta predefinido para fazer a ferramenta atingir uma certa precisão de posição em relação à máquina-ferramenta ou acessório e, em seguida, processar um lote de peças.
É também um tipo de método de ajuste para alimentar a ferramenta de acordo com o mostrador e depois cortar na máquina-ferramenta. Este método precisa determinar a escala no mostrador de acordo com o método de corte de teste. Na produção em massa, dispositivos de configuração de ferramentas, como rolhas de alcance fixo, protótipos e modelos, são frequentemente usados para ajuste.
O método de ajuste tem melhor precisão e estabilidade de usinagem do que o método de corte experimental e tem maior produtividade. Ele não requer altos operadores de máquinas-ferramenta, mas tem altos requisitos para ajustadores de máquinas-ferramenta e é frequentemente usado na produção em lote e na produção em massa.
(3) Corrigido S ize M método
O método de usar o tamanho correspondente da ferramenta para garantir o tamanho da peça a ser usinada é chamado de método de dimensionamento. Ele usa ferramentas de tamanho padrão para usinagem, e o tamanho da superfície usinada é determinado pelo tamanho da ferramenta. Ou seja, uma ferramenta com uma certa precisão dimensional (como alargador, alargador, broca, etc.) é usada para garantir a precisão da peça de trabalho (como furo).
O método de dimensionamento é fácil de operar, tem alta produtividade e a precisão de usinagem é relativamente estável. Não tem quase nada a ver com o nível técnico dos trabalhadores. Possui alta produtividade e é amplamente utilizado em diversos tipos de produção. Por exemplo, perfuração, alargamento, etc.
(4) Método de medição ativo
Durante o processo de usinagem, as dimensões de usinagem são medidas durante a usinagem e, após os resultados medidos serem comparados com as dimensões exigidas pelo projeto, a máquina-ferramenta pode continuar a trabalhar ou a máquina-ferramenta pode ser parada. Este é o método de medição ativo.
Atualmente, os valores na medição ativa podem ser exibidos digitalmente. O método de medição ativo adiciona o dispositivo de medição ao sistema do processo (ou seja, a unidade de máquinas-ferramentas, ferramentas de corte, acessórios e peças de trabalho) e se torna seu quinto fator.
O método de medição ativo tem qualidade estável e alta produtividade, que é a direção do desenvolvimento.
( 5) Método de controle automático
Este método é composto por dispositivo de medição, dispositivo de alimentação e sistema de controle. Ele combina o dispositivo de medição, alimentação e sistema de controle em um sistema de processamento automático, e o processo de usinagem é concluído automaticamente pelo sistema.
Uma série de tarefas, como medição de tamanho, ajuste de compensação de ferramenta, processamento de corte e parada da máquina, são concluídas automaticamente, e a precisão de tamanho necessária é alcançada automaticamente. Por exemplo, ao usinar em uma máquina CNC, as peças são controladas por várias instruções do programa para controlar a sequência de usinagem e a precisão da usinagem.
O método de controle automático inicial foi completado usando medição ativa e sistemas de controle mecânico ou hidráulico. Atualmente, os programas pré-estabelecidos de acordo com os requisitos de processamento têm sido amplamente utilizados. Programas que são emitidos pelo sistema de controle para controlar máquinas-ferramentas ou máquinas-ferramentas controladas digitalmente que são emitidos pelo sistema de controle para executar instruções de informações digitais e podem se adaptar a mudanças nas condições de processamento durante a usinagem, ajustar automaticamente a quantidade de processamento e realizar a otimização do processo de usinagem de acordo com as condições especificadas. A máquina-ferramenta de controle adaptativo realiza o processamento de controle automático.
O método de controle automático tem qualidade estável, alta produtividade, boa flexibilidade de usinagem e adaptabilidade à produção de várias variedades, que é a direção atual do desenvolvimento da fabricação mecânica e a base da fabricação assistida por computador (CAM).
2. Método de obtenção de precisão de forma
(1) Método de trajetória
Este método de usinagem utiliza a trajetória do movimento da ponta da ferramenta para formar a forma da superfície usinada. Torneamento, fresamento, aplainamento e retificação comuns pertencem ao método de trajetória da ponta da ferramenta. A precisão da forma obtida por este método depende principalmente da precisão do movimento de conformação.
(2) Método de formação
Use a geometria da ferramenta de conformação para substituir certos movimentos de conformação da máquina-ferramenta para obter a forma da superfície usinada. Tal como torneamento, fresagem, retificação, etc. A precisão da forma obtida pelo método de moldagem depende principalmente da forma da lâmina.
(3) Método de geração
Use a superfície do envelope formada pela ferramenta e pela peça de trabalho para gerar a forma da superfície usinada, como fresagem de engrenagem, modelagem de engrenagem, retificação de engrenagem, estrias serrilhadas, etc. são todos métodos generativos. A precisão da forma obtida por este método depende principalmente da precisão da forma e da precisão do movimento generativo da lâmina.
3. Método de obtenção da precisão da posição
Na usinagem, a precisão da posição da superfície processada em outras superfícies é determinada principalmente pela fixação da peça de trabalho.
(1) Encontre diretamente a fixação correta
Este método é usar um relógio comparador, uma placa de marcação ou inspeção visual para localizar diretamente a peça de trabalho na máquina-ferramenta.
(2) Desenhe a linha para encontrar o grampo de instalação correto
Este método é primeiro desenhar a linha central, a linha de simetria e a linha de processamento de cada superfície a ser processada no bloco de acordo com o desenho da peça e, em seguida, instalar a peça de trabalho na máquina-ferramenta e alinhar a posição de fixação da peça de trabalho na a máquina-ferramenta de acordo com a linha desenhada.
Este método de fixação tem baixa produtividade, baixa precisão e altos requisitos técnicos para os trabalhadores. Geralmente é usado para processar peças complexas e pesadas na produção de pequenos lotes, ou quando a tolerância do tamanho do blank é grande e não pode ser fixada diretamente por acessórios.
(3) Fixação com grampos
O acessório é especialmente projetado de acordo com os requisitos do processo de usinagem. Os elementos de posicionamento no dispositivo de fixação podem ocupar rapidamente a posição correta da peça de trabalho em relação à máquina-ferramenta e à ferramenta de corte. A precisão de posicionamento da peça de trabalho pode ser assegurada sem alinhamento e a produtividade de fixação com o acessório é alta. A precisão de posicionamento é alta, mas dispositivos especiais precisam ser projetados e fabricados, que são amplamente utilizados na produção em lote e em massa.
Dicas para evitar a deformação de peças de alumínio na usinagem CNC
Vantagens da terceirização de usinagem CNC para a China
Processo de manufatura
- Como projetar peças para usinagem CNC
- 4 métodos de inspeção e 3 soluções para usinagem CNC
- 5 aplicações comuns para usinagem CNC de plástico
- Usinagem de alta velocidade para peças de fresamento de alumínio
- Métodos comuns de usinagem de roscas para centros de usinagem CNC
- Problemas comuns e métodos de melhoria na usinagem CNC
- Acessórios para usinagem CNC personalizada
- Métodos comuns para obter a precisão da peça de trabalho na usinagem (2)
- Dicas Comuns para Usinagem de Perfuração
- 4 Métodos Comuns de Processo de Galvanoplastia Parcial