


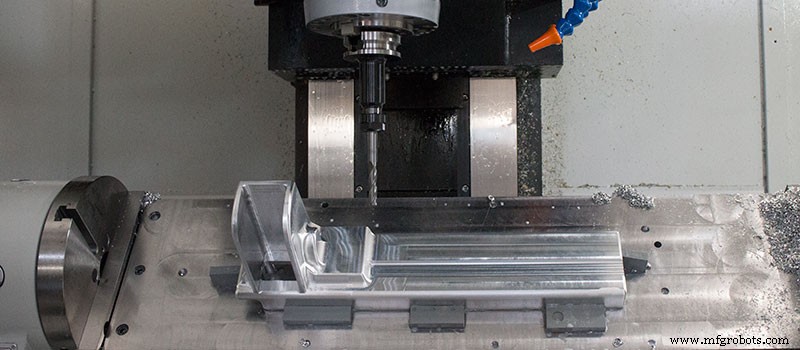
Dicas para evitar a deformação de peças de alumínio na usinagem CNC
A liga de alumínio é agora usada em muitos campos e é uma matéria-prima essencial na indústria de usinagem CNC. No entanto, em comparação com outros metais, possui baixa dureza e grande valor de expansão térmica, o que torna o processamento de peças de precisão de liga de alumínio propensas à deformação do produto. Existem muitas razões para a deformação de peças de precisão de liga de alumínio, que estão relacionadas ao material, condições de produção, formato da peça e desempenho do fluido de corte. Portanto, a fim de reduzir a deformação de processamento, usinagem de peças de precisão de liga de alumínio os fabricantes podem tomar várias medidas e melhorar o processo para atingir o objetivo de reduzir a deformação. Aqui estão vários métodos que podem reduzir a deformação de peças de liga de alumínio na usinagem CNC.
Reduzir o estresse interno de peças ásperas de alumínio
O estresse interno de peças rugosas pode ser parcialmente eliminado pelo envelhecimento natural ou artificial e tratamento de vibração. O pré-tratamento também é um processo eficaz. Para peças maiores de alumínio bruto, a deformação após a usinagem também é grande. Se o excesso de material de alumínio for cortado da peça bruta, tolerâncias precisas podem ser obtidas e a deformação pode ser melhorada. Depois de ficar por um período de tempo, parte da pressão interna também será liberada.
Melhore a capacidade de corte das ferramentas de corte
O material e os parâmetros geométricos das ferramentas de corte têm uma influência importante na força de corte e no calor. A correta seleção das ferramentas de corte é muito importante para reduzir a deformação de usinagem das peças.
Parâmetros geométricos que afetam o desempenho da ferramenta:
Frente Ângulo:
O ângulo frontal deve ser configurado corretamente para manter a resistência da lâmina, caso contrário, as bordas afiadas se desgastarão. Sob a condição de manter a resistência da borda, o ângulo de inclinação deve ser adequadamente grande. Por um lado, pode lixar bordas afiadas. Por outro lado, pode reduzir a deformação de corte, remover os cavacos suavemente e, em seguida, reduzir a força de corte e a temperatura de corte. Não recomendamos o uso de ferramentas de ângulo de inclinação negativo.
Ângulo traseiro:
O tamanho do ângulo traseiro afeta diretamente o desgaste lateral e a qualidade do processamento. A espessura de corte é um parâmetro importante a ser considerado na configuração do ângulo traseiro. No fresamento de desbaste, devido à grande taxa de avanço, carga de corte pesada e alta saída de calor, é necessário que a ferramenta tenha boas condições de dissipação de calor, portanto, um ângulo de alívio menor deve ser selecionado. No fresamento fino, são necessárias arestas vivas para reduzir o atrito entre o lado e a superfície usinada e reduzir a deformação elástica. Portanto, um ângulo de alívio maior deve ser selecionado.
Ângulo da hélice:
Para tornar a fresagem suave e reduzir a força de fresagem, o ângulo da hélice deve ser o maior possível.
Ângulo de entrada:
A redução adequada do ângulo de entrada pode melhorar as condições de dissipação de calor e reduzir a temperatura média da área de processamento.

Melhorar a estrutura das ferramentas de corte
Reduza o número de dentes cortadores e aumente o espaço para cavacos.
Devido à grande plasticidade do material de alumínio e à grande deformação de corte durante o processamento, é necessário um espaço maior para cavacos. Portanto, o raio do fundo do canal do cavaco deve ser maior e o número de dentes da fresa deve ser menor.
O raio do fundo do tanque deve ser maior e o número de dentes da fresa deve ser reduzido. Por exemplo, dois dentes de corte são usados em uma fresa de 20 mm ou menos, e três dentes de corte são usados em uma fresa de 30 a 60 mm para evitar a deformação de peças de parede fina de liga de alumínio devido ao entupimento de cavacos.
Dentes do cortador de retificação de precisão
A rugosidade da aresta de corte é menor que Ra =0,4um. Antes de usar uma nova ferramenta de corte, esfregue suavemente as superfícies frontal e traseira dos dentes de corte com passo fino para eliminar as rebarbas e marcas de serrilhas finas deixadas ao afiar os dentes de corte. Desta forma, não só o calor de corte pode ser reduzido, mas a deformação de corte é relativamente pequena.
Controle rigorosamente os padrões de desgaste das ferramentas.
Depois que a ferramenta é desgastada, a rugosidade da superfície da peça aumenta, a temperatura de corte aumenta e a deformação da peça aumenta. Portanto, além de selecionar materiais de ferramenta com boa resistência ao desgaste, o padrão de desgaste da ferramenta não deve ser superior a 0,2 mm, caso contrário, é fácil produzir arestas de cavacos. Ao cortar por fresagem CNC ou torneamento CNC, a temperatura da peça processada não deve exceder 100°C para evitar deformação.
Melhore o método de fixação da peça de trabalho.
Para peças de alumínio de paredes finas com baixa rigidez, os seguintes métodos de fixação podem ser usados para reduzir a deformação:
Para peças de bucha de usinagem CNC de parede fina, se um mandril autocentrante de três garras ou mandril de mola for usado para prender na direção radial, uma vez que ele é liberado após o processamento, a peça de trabalho inevitavelmente se deformará. Neste momento, deve ser usado um método de pressionar a face final axial com boa rigidez. De acordo com a posição do furo interno da peça, é feito um mandril rosqueado para localizar o furo interno da peça. Insira-o no orifício interno da peça. A placa de cobertura é usada para comprimir a face final e a porca é usada para apertar para trás. Ao usinar o círculo externo, a deformação de fixação pode ser evitada e uma precisão de usinagem satisfatória pode ser obtida.
Além disso, métodos de enchimento também podem ser usados. A fim de melhorar a rigidez do processo de peças de parede fina, a mídia pode ser preenchida na peça de trabalho para reduzir a deformação da peça de trabalho durante a fixação e corte. Por exemplo, despeje uma fusão de uréia contendo 3% a 6% de nitrato de potássio na peça de trabalho. Após o processamento, mergulhe a peça de trabalho em água ou álcool e, em seguida, dissolva o enchimento e despeje-o.
Organize de forma razoável o processo de produção
No corte de alta velocidade, devido à grande tolerância de usinagem e corte intermitente, muitas vezes ocorre vibração durante o fresamento, o que afeta a precisão da usinagem e a rugosidade da superfície. Portanto, a tecnologia de corte CNC de alta velocidade geralmente pode ser dividida em usinagem de desbaste, semi-acabamento, limpeza de cantos e acabamento. Para peças que exigem alta precisão, às vezes é necessário realizar primeiro um segundo semi-acabamento e depois o acabamento. Após a usinagem bruta, as peças podem ser resfriadas naturalmente para eliminar o estresse interno e reduzir a deformação.
A margem restante após a usinagem de desbaste deve ser maior que a deformação, geralmente 1-2 mm. Durante o acabamento, a superfície da peça deve ser uniforme. Geralmente, 0,2-0,5 mm é a melhor maneira de manter a ferramenta em um estado estável durante o processo de acabamento, o que pode reduzir bastante a deformação de corte, obter uma boa qualidade de processamento de superfície e garantir a precisão do produto.
Além das razões acima, o método de operação também é muito importante na operação real, e o método de operação correto também pode reduzir bastante a flexão de peças de liga de alumínio.

Simétrico Usinagem
Para peças de alumínio com grandes tolerâncias de usinagem, a concentração excessiva de calor deve ser evitada para produzir uma melhor dissipação de calor e reduzir a deformação térmica. A usinagem simétrica pode evitar o acúmulo excessivo de calor ao redor das peças durante a usinagem. Portanto, reduz a chance de deformação térmica.
Escolha os parâmetros de corte corretos
Escolher os parâmetros de corte apropriados reduzirá o calor e a força de corte. Parâmetros de corte acima do valor normal causarão força de corte excessiva durante a usinagem CNC de alumínio. Devido à grande quantidade de calor gerado, é fácil causar deformação das peças. Além disso, como a vida útil da ferramenta prejudica a rigidez do fuso, a durabilidade da vida útil é reduzida.
Dentre todos os fatores de parâmetros de corte, a maior influência na força de corte é o número de profundidades de corte reverso. No entanto, embora a redução do número de ferramentas de corte ajude a garantir que as peças não sejam deformadas, também reduz a eficiência do processamento. Fresamento de alta velocidade de usinagem CNC pode resolver este problema. Ao reduzir a profundidade do pós-corte, aumentar a taxa de avanço e aumentar a velocidade da máquina, a usinagem pode reduzir a força de corte e garantir a eficiência da usinagem.
Usinagem em uma técnica estratificada
Quando há várias cavidades nas peças de liga de alumínio, devido à força irregular, o método de processamento sequencial de uma cavidade e uma cavidade não é adequado para processamento, o que causará facilmente força irregular e deformação das peças. A fresagem é realizada com uma variedade de métodos de processamento em camadas, cada camada é processada em todas as cavidades ao mesmo tempo e, em seguida, a próxima camada é processada para tornar as peças uniformemente tensionadas e reduzir a deformação. Em comparação com o processamento de peças de uma só vez, esta opção tem menos risco de deformação da peça. A situação anterior era que a força aplicada durante a usinagem CNC de alumínio era mais uniforme.
Perfuração e Fresamento
A usinagem de peças com cavidades tem seus próprios problemas. Se a fresa for aplicada diretamente na peça, o corte não será suave devido ao espaço insuficiente para cavacos da fresa. Isso leva ao acúmulo de uma grande quantidade de calor de corte, expansão e deformação de peças e até mesmo fratura potencial de peças ou ferramentas.
A melhor maneira de resolver este problema é perfurar e depois fresar. Isso envolve primeiro fazer um furo com uma ferramenta não menor que a fresa e, em seguida, colocar a fresa no furo para iniciar o fresamento.
Preste atenção à sequência da ferramenta de corte Caminho a pé .
O fresamento de desbaste enfatiza a melhoria da eficiência da usinagem e a busca da velocidade de corte por unidade de tempo. Normalmente, o fresamento reverso pode ser usado. Em outras palavras, o excesso de material na superfície do blank é removido na maior velocidade e no menor tempo, e o contorno geométrico necessário para o acabamento é basicamente formado. A usinagem de precisão enfatiza alta precisão e alta qualidade, e recomenda-se o uso de fresamento frontal. Como a espessura de corte dos dentes de corte diminui gradualmente do valor máximo para zero, o grau de endurecimento da peça de trabalho é bastante reduzido e o grau de deformação da peça também é reduzido.
(Tudo sobre peças de usinagem de alumínio)
Como a usinagem CNC está mudando a indústria de manufatura moderna
Métodos Comuns para Obter Precisão de Peças na Usinagem
Processo de manufatura
- 3 dicas importantes para cortar alumínio com seu roteador CNC
- 7 maneiras de evitar a deformação da peça na usinagem CNC de alumínio
- Peças personalizadas de usinagem CNC
- Usinagem CNC de peças grandes
- Dicas para evitar tolerâncias indesejáveis na usinagem CNC
- 7 dicas para melhores peças usinadas em CNC
- Evite "excesso de engenharia" no projeto de peças de usinagem
- Medidas tecnológicas e habilidades de operação para reduzir a deformação de peças de alumínio
- Dicas para peças usinadas CNC com usinagem de rebaixos
- Peças de torneamento CNC explicadas