


Fundição x Moldagem por Injeção:Uma Comparação Detalhada
Em várias indústrias, fundição e moldagem por injeção são dois dos processos de fabricação mais utilizados. A produção de muitos materiais que utilizamos internamente, em escritórios e outros estabelecimentos utilizou qualquer uma dessas técnicas. Por exemplo, os brinquedos do seu filho e a pia da cozinha são fabricados com moldagem por injeção e fundição, respectivamente.
Embora esses processos sejam bastante semelhantes, existem algumas diferenças entre eles. Você provavelmente já tem muitas perguntas. Qual é melhor? Qual é mais barato? Ou algo totalmente diferente. Não se preocupe. Continue lendo enquanto discutimos a comparação entre fundição e moldagem por injeção em detalhes.
Fundição em molde
A fundição sob pressão é o processo de fabricação que envolve a fundição de metal sob força extrema. O processo envolve o aquecimento de metais em sua forma fundida. Em seguida, o metal liquefeito é remoldado sob condições de alta pressão. Este processo é conhecido pelo homem há muito, muito tempo. Já em meados do século XIX.

Uma vez que os metais estão na forma fundida durante este processo, a fundição sob pressão é adequada para a fabricação de peças geometricamente complexas. O equipamento necessário para o método inclui uma máquina de fundição sob pressão com forno embutido ou separado, onde a matéria-prima – o metal é aquecido até o líquido. O metal é geralmente alumínio, zinco ou cobre – essencialmente metais não ferrosos.
Processo:etapas envolvidas na fundição
Devido à alta pressão envolvida no processo de fundição sob pressão, às vezes nos referimos a ele como fundição sob pressão. Existem essencialmente quatro etapas envolvidas neste processo.
Etapa 1:Preparação da Matriz
Pulverize a cavidade do molde com um lubrificante. A lubrificação ajuda a regular a temperatura dentro da matriz e facilita a remoção do fundido. Após a lubrificação, a matriz está pronta para uso. Feche o molde.
Etapa 2:Preenchimento
Após o fechamento do molde, o metal fundido é injetado na matriz sob alta pressão. A condição de alta pressão é mantida à medida que o metal líquido esfria rapidamente, tomando a forma da matriz.
Etapa 3:resfriamento
Mergulhe em (ou pulverize com) água para acelerar o resfriamento.
Etapa 4:ejeção
Quando o molde estiver frio, abra os moldes para ejetar e coletar cada tiro. Os tiros não são os mesmos que os castings. Uma matriz pode conter mais de uma cavidade de molde. Cada cavidade dá origem a peças fundidas individuais. Todas as peças fundidas de uma cavidade do molde são conhecidas como injeções.
Prós do processo de fundição
Há muitos benefícios que os fabricantes podem obter ao usar a técnica de fundição sob pressão. É fundamental conhecer esses benefícios, pois auxiliam na tomada de decisões durante o processo de fabricação. Algumas das vantagens incluem:
- A fundição sob pressão permite um processo de produção suave, fácil e rápido.
- É um processo altamente eficiente que reduz a necessidade de outras operações secundárias.
- Os produtos de fundição sob pressão são altamente reprodutíveis. Permite a produção em massa de duplicatas exatas e traz originalidade.
- Peças geometricamente complexas são fáceis de fabricar com a precisão e exatidão adequadas.
- Produtos de fundição tendem a ter um bom acabamento superficial. Assim, reduzindo o custo de acabamento extra.
- Os produtos são altamente duráveis. A tolerância adquirida durante a produção é uma das razões para isso.
Desvantagens da fundição Processo
Como seria de esperar, um processo de fabricação com seus benefícios também teria algumas limitações. Alguns dos contras da fundição são:
- A fundição sob pressão é limitada a metais e ligas de ponto de fusão relativamente baixo. Portanto, esse método não é ideal para ligas como aço com alto ponto de fusão.
- É um processo de produção caro para empresas de manufatura de pequena escala.
- Não é ideal para peças grandes.
- Se não for feito com as precauções necessárias, o ar pode ficar preso, levando à porosidade do metal.
Moldagem por injeção
A moldagem por injeção é bastante semelhante à fundição sob pressão, com a diferença significativa sendo o material usado. A moldagem por injeção de plástico usa plásticos e outros polímeros. É talvez o processo de fabricação mais comum adotado para a fabricação de plásticos. Os polímeros comumente usados são polietileno, ABS, nylon, polipropileno, TPU, etc.
O processo de moldagem por injeção envolve a fusão de plásticos na máquina de moldagem por injeção. Em seguida, os plásticos são passados para a cavidade do molde neste estado fundido, geralmente feito de alumínio. Durante o processo de moldagem por injeção, a resina plástica esfria e solidifica, tomando a forma do molde utilizado. Portanto, você precisa de uma máquina de moldagem por injeção, material plástico e um molde para realizar esse processo.

A moldagem por injeção de plástico pode criar praticamente qualquer coisa feita de plásticos e seus polímeros. Além disso, é utilizado na fabricação de peças plásticas de paredes finas, utilizadas para diversos outros fins. O mais comum é o invólucro de plástico usado para produzir vários produtos de plástico, como eletrodomésticos, peças isolantes de eletrônicos, painéis de automóveis, etc.
Processo:etapas envolvidas em Moldagem por injeção
Os processos são praticamente os mesmos da moldagem por injeção de alumínio. Embora além de matérias-primas, existem outras diferenças sutis. Vamos discuti-los mais tarde. Dito isso, como funciona a moldagem por injeção? Abaixo estão os processos a serem seguidos na fabricação de peças plásticas usando a técnica de moldagem por injeção.
Etapa 1:Preparação do molde
Prepare o molde para o processo de moldagem por injeção lubrificando-o. Pulverize o molde com um lubrificante ideal. A lubrificação do molde auxilia na regulação da temperatura dentro do molde e permite a fácil ejeção de produtos após a moldagem.
Etapa 2:Preenchimento
Passe os materiais plásticos liquefeitos (fundidos) nos moldes de alumínio em alta pressão. Mantenha as condições de alta pressão do molde enquanto o plástico fundido esfria, tomando a forma do molde.
Etapa 3:resfriamento
Pulverize (ou mergulhe) o molde com (in) água para acelerar o processo de resfriamento.
Etapa 4:ejeção
Prossiga para abrir o molde depois de resfriado. Ejete e recolha o seu produto assim que tiver concluído o processo de injeção. Se necessário, o fabricante pode realizar outras operações de processamento, como acabamento.
Prós da moldagem por injeção
Para um dos processos de fabricação mais usados na fabricação de peças plásticas, você esperaria muitos benefícios. Se você pensa assim, você está correto. Abaixo estão alguns dos benefícios notáveis da técnica de moldagem por injeção de plástico.
- A moldagem por injeção é muito flexível. Permite vários tipos de plásticos, resinas e outros polímeros.
- O processo é muito eficiente e dá origem a produtos com acabamento liso e fino.
- É um processo de fabricação rápido, principalmente se você pretende produzir um grande número de produtos.
- É um processo econômico. Menos trabalho necessário e quase zero desperdício de recursos.
- A adição de cargas no molde aumenta a resistência dos produtos.
- Se feito corretamente, com todas as precauções necessárias mantidas. Espere os produtos obtidos de alta qualidade.
Desvantagens da moldagem por injeção
Antes de fabricar seus produtos usando esta técnica, você precisa estar ciente de suas deficiências, que incluem:
- O custo das operações pode ser caro, especialmente ao tentar comprar o equipamento necessário.
- O tempo de configuração do equipamento pode ser longo. A complexidade da máquina e o requisito essencial para se livrar de todos os restos de materiais anteriores são motivos.
- As precauções a serem seguidas para garantir a manutenção da alta qualidade podem ser complicadas.
Fundição sob pressão versus moldagem por injeção :Comparando suas diferenças
Mencionamos anteriormente que existem outras diferenças entre fundição e moldagem por injeção, além dos materiais usados. Vamos discutir essas diferenças nos tópicos a seguir.
Recursos do processo
Se você ler os processos de cada método conforme discutido anteriormente, perceberá que eles são basicamente os mesmos, incluindo cada etapa. No entanto, a matéria-prima utilizada e as condições físicas de cada técnica diferem.
É vital regular a temperatura na moldagem por injeção de plástico. A temperatura do barril, a temperatura do bico e o molde são diferentes. Temperatura inadequada ou excessiva levará a falhas no produto.

A temperatura do barril é geralmente entre 300 a 800°F, enquanto a dos moldes é mais baixa e precisa ser bem regulada. Passar água ao redor do molde é uma boa maneira de regular a temperatura. A temperatura do molde varia de 150 a 350°F. Na fundição sob pressão, a regulação da temperatura não é tão importante. A temperatura do molde pode ser tão alta quanto 700°F.
A pressão é outra área. A pressão na qual o metal fundido preenche a cavidade está entre 15 e 100 MPa. Para moldagem por injeção de plástico, a pressão é específica para o tipo de plástico.
Precisão e tolerâncias
A liga metálica utilizada na fundição sob pressão determina a tolerância da peça produzida. Cada metal tem uma classificação de tolerância padrão. Claro que o tamanho e a funcionalidade são fatores para isso. No entanto, os materiais fundidos tendem a ter uma alta tolerância com uma precisão incrivelmente alta.
Como regra, uma tolerância mais apertada leva a produtos de maior precisão. No entanto, é melhor seguir os padrões de tolerância industrial ao fabricar produtos usando o processo de fundição sob pressão. Os produtos de fundição sob pressão tendem a ter maior precisão e tolerância do que aqueles produzidos por moldagem por injeção de plástico.

Não é bom o suficiente para produzir peças de alta precisão usando moldagem por injeção. Em vez disso, use fundição sob pressão ou outros processos de fabricação, como usinagem. Em tolerância de moldagem por injeção do produto é fundamental quando se trata de produtos ou peças de grande porte.
Materiais Diferenças
A fundição sob pressão utiliza metais e ligas como matéria-prima. Por outro lado, a moldagem por injeção possui uma gama mais ampla de opções de materiais. Além da moldagem por injeção de plástico, onde plásticos, resinas e outros polímeros são as matérias-primas, existem outras formas de moldagem por injeção onde os metais são matérias-primas.

A moldagem por injeção de aço e alumínio são exemplos típicos de metais e ligas usados como matérias-primas para este processo de fabricação popular. É uma indicação de que a moldagem por injeção é um processo mais amplo com mais opções de materiais.
Opções de acabamento de superfície
Frequentemente, dizemos que o processo de fabricação não está completo até o final. No entanto, os produtos finais de fundição sob pressão tendem a ter um bom acabamento superficial. É uma das vantagens desse processo. O acabamento extra feito é meramente estético. Acabamentos em moldagem por injeção também não são obrigatórios. Novamente, no entanto, feito com mais frequência do que em fundição.
As opções de acabamento de superfície para fundição sob pressão incluem anodização, revestimento em pó, filme químico, chapeamento de ouro, impregnação, etc. Esses acabamentos são principalmente para aumentar a estética, durabilidade, espessura, resistência mecânica e química. Os acabamentos para moldagem por injeção podem ser agrupados em quatro grandes categorias:degating, rebarbação, limpeza e decoração.

Degating envolve a remoção de saliências e intrusões que normalmente desfigurariam a forma do nosso produto. Essas saliências são o que chamamos de portões. A rebarbação livra o produto de todos os outros excessos do processo de moldagem. Os acabamentos ajudam a melhorar a forma (ou forma) do produto. A limpeza ajuda a garantir que o produto fique impecável – sem materiais plásticos que se estendem ou salientes. Depois podemos proceder à decoração, principalmente quando queremos aumentar a estética do nosso produto.
Aplicativos Diferenças entre moldagem por injeção e fundição sob pressão
A fundição sob pressão é ideal para a fabricação de peças de tamanho médio e pequeno com detalhes intrincados. É usado para moldar produtos industriais e comerciais como torneiras, automóveis, louças duras, pias, engrenagens, etc. Desde que as peças de metal não sejam muito grandes, a fundição sob pressão é a escolha ideal.
A moldagem por injeção é a técnica mais utilizada para a produção de substâncias a partir de plásticos. Ao contrário da fundição sob pressão, é adequado para a produção de objetos grandes. Eles são usados para criar coisas como brinquedos infantis, pentes de cabelo, carretéis de arame, peças mecânicas, mesas de plástico e muitos outros produtos de plástico.
Custos de ferramentas e fabricação
Os custos totais de fundição consistem em mão de obra e equipamentos. Como o processo envolve menos mão de obra, o custo é essencialmente um fator das ferramentas e equipamentos necessários para realizar a operação. Para fundição de alta precisão, o custo do ferramental é caro. Na verdade, eles estão entre os mais altos de qualquer processo de fabricação de alto nível.
Durante o processo de produção, os componentes de aço da matriz são propensos à erosão da matriz na forma de perder suas arestas vivas. Os detalhes finos também tendem a perder acuidade. Tudo isso se soma a mais custos de ferramentas. Você quer que seu produto esteja em perfeitas condições. Ajustar projetos em algo simples é uma forma de reduzir os custos de ferramentas.
A moldagem por injeção, por outro lado, é relativamente mais barata. Fatores que afetam os custos de moldagem por injeção incluem a matéria-prima e a complexidade da peça. No entanto, diminuir a complexidade do projeto e usar acabamentos apenas quando necessário são meios de reduzir o custo.
O custo de fabricação de um produto unitário usando injeção de plástico é muito mais barato em comparação com a fundição. Notavelmente, é um dos processos de fabricação mais econômicos. A parte empolgante é que quanto maior o número de unidades que você produz, o custo de produção fica relativamente mais barato. Como em muitos outros processos de produção, o custo inicial parece alto. No entanto, uma vez que você tenha a máquina e os materiais, é acessível.
Fundição sob pressão versus moldagem por injeção:comparando seus moldes
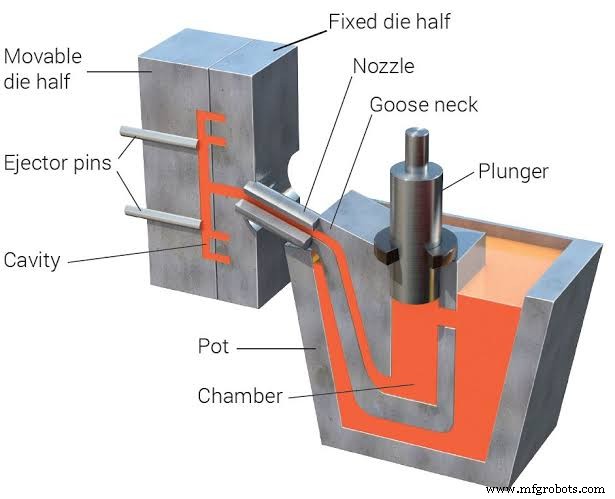
Embora ambos os processos funcionem de forma semelhante, existem diferenças entre moldes de fundição e moldes de injeção. Veja abaixo para detalhes.
- O molde de fundição sob pressão requer alta pressão de injeção, por isso deve ser relativamente espesso para evitar deformações e rachaduras após o tratamento térmico.
- O molde de fundição deve precisar decompor a alta pressão do fluxo de material usando um cone de desvio, porque o portão dele é diferente do molde de injeção.
- A cavidade do molde de fundição sob pressão atingirá uma temperatura muito alta (acima de 700 graus) durante a fundição, por isso não precisa ser resfriada. Mas os moldes de injeção precisam ser temperados.
- Ferramentas de fundição sob pressão são altamente corrosivas, então sua superfície geralmente faz tratamento.
- Para extrair o gás de um molde de fundição, você deve abrir o slot de exaustão e o saco de coleta de escória. Enquanto o molde de injeção só precisa de pinos ejetores e uma superfície de separação.
Fundição sob pressão versus moldagem por injeção:qual processo é melhor para você?
Lendo este artigo até agora, você provavelmente notou que ambas as técnicas de fabricação são ótimas opções. As perguntas a serem respondidas agora incluem:qual processo é o melhor para mim? Qual é mais eficaz? Na verdade, não é tão difícil quanto parece.
Dito isto, ao escolher entre moldagem por injeção de plástico vs fundição sob pressão. A primeira coisa é observar a funcionalidade da peça que você pretende fabricar. Simplifica o processo de seleção. Em seguida, você justapõe os prós e contras de qualquer método à funcionalidade da peça. Então você pode facilmente decidir qual técnica é melhor.
A fundição sob pressão não é ideal para materiais com alta fluidez sob alta pressão. Além disso, ao fabricar peças de grande porte, use moldagem por injeção. No entanto, ao fabricar peças de alta complexidade que exigem alta precisão e exatidão. Então é um acéfalo. Vá com fundição. É a melhor escolha para esses produtos.
Há momentos em que ambos os processos são bons o suficiente para o produto pretendido. Então podemos olhar para as restrições orçamentárias, especialmente ao tentar minimizar os custos. Lembre-se, a moldagem por injeção é relativamente mais barata do que a fundição sob pressão. No entanto, a escolha é sua, o fabricante, pois ambas são ótimas opções.
RapidDirect – Seu principal fornecedor de serviços de fundição sob pressão e moldagem por injeção
O conhecimento do processo, a vantagem um do outro e as diferenças entre os processos de fabricação não são suficientes. Trabalhar com o parceiro de fabricação certo é muito importante!
RapidDirect é o fornecedor líder de serviços de fundição e moldagem por injeção. Dispomos de técnicos altamente qualificados e conhecedores que possuem um vasto conhecimento destas e de outras tecnologias relacionadas. Oferecemos serviços de alto nível e peças de fundição de alta qualidade e peças de moldagem por injeção a preços competitivos para nossos clientes em um prazo de entrega rápido. Em pouco tempo, entregamos qualidade.
Além disso, somos uma empresa certificada ISO 9001:2015. Portanto, tenha certeza de que todos os nossos materiais e técnicas são da melhor qualidade. Afinal, você não esperaria nada menos de uma empresa líder do setor. Você também pode entrar em contato conosco para obter sugestões profissionais que ajudarão a melhorar seus projetos.
Conclusão
As inúmeras comparações entre fundição e moldagem por injeção mostram que ambos os processos são ótimas opções para a fabricação de produtos de alta qualidade. Afinal, são duas das técnicas mais utilizadas por muitas indústrias manufatureiras do mundo. Ambos os métodos têm vantagens sobre o outro. Compreender os processos e os prós e contras de qualquer método facilita a escolha de quais técnicas usar.
Essa escolha deve depender do que você pretende produzir. Alguns dizem que a fundição sob pressão produz produtos superiores. No entanto, a moldagem por injeção de plástico também oferece produtos de plástico de qualidade premium. Tudo depende do que você, o fabricante, quer.
Perguntas frequentes sobre moldagem por injeção plástica versus fundição sob pressão
Qual é a diferença entre moldagem por injeção de metal e fundição sob pressão?Essas duas técnicas - moldagem por injeção de metal (MIM) e fundição, são ainda mais semelhantes que a moldagem por injeção de plástico e a fundição, pois ambas usam metais. No entanto, eles usam diferentes tipos de metal. A fundição sob pressão usa essencialmente alumínio, zinco e alguns outros metais não ferrosos. A moldagem por injeção de metal aproveita o aço e algumas outras ligas MIM.
Qual é a diferença entre uma matriz e um molde?
Matrizes e moldes são ferramentas de modelagem. A forma da matriz e do molde usados é a forma que nossos produtos assumem na fundição e moldagem por injeção, respectivamente. As matrizes ajudam a moldar metais e ligas fundidos, enquanto os moldes moldam resinas fundidas ou outros polímeros plásticos.
Qual é a diferença entre fundição sob pressão e fundição em areia?
Esses dois são outro processo de produção bastante semelhante. No entanto, a diferença não está nos materiais utilizados, mas nos materiais que compõem os moldes. A fundição sob pressão faz uso de um molde de metal (geralmente aço), enquanto a fundição em areia, como o nome sugere, faz uso de um molde de areia. Isso torna o processo de fabricação mais barato. No entanto, a fundição sob pressão é uma técnica de produção mais rápida.
Um guia para o processo de moldagem por injeção de plástico ABS
Termoendurecido vs Termoplástico:Definição e Diferenças
Resina
- O que é moldagem por injeção de metal?
- 5 Curiosidades sobre fundição sob pressão
- Guia para moldagem por injeção de baixo volume
- Tutorial de moldagem por injeção:Vídeos
- Fundição x moldagem por injeção
- Processo de moldagem por injeção
- Quando a fundição a vácuo é mais adequada do que a moldagem por injeção?
- Noções básicas sobre fundição
- Moldagem por injeção de vidro
- Usinagem CNC x Moldagem por injeção