


Usinagem a Jato Abrasivo:Definição, Construção, Trabalho, Vantagens, Aplicação
Neste artigo, estudaremos a Definição, Peças ou Construção, Princípios de Trabalho, Vantagens, Desvantagens e aplicação da Usinagem a Jato Abrasivo em detalhe.
Então vamos começar com a definição primeiro,
Definição de Usinagem a Jato Abrasivo:
A Usinagem a Jato Abrasivo é um processo de remoção de material com a ajuda de grãos abrasivos concentrados contidos em um bico que remove pela ação da erosão por impacto. Na usinagem com jato abrasivo, um jato de alta velocidade contendo partículas abrasivas é direcionado para a superfície da peça sob condições controladas.
O impacto das partículas desenvolve uma força suficientemente concentrada para realizar operações como o corte, o material é removido pela erosão do material de trabalho com grãos abrasivos a uma velocidade de 150-300m/s. Os grãos abrasivos são executados em um fluxo de gás de alta velocidade.
Agora chegando às peças de construção,
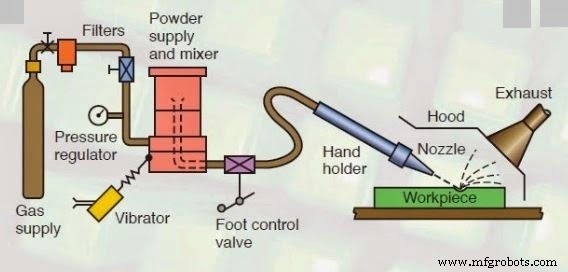
Peças ou construção de usinagem a jato abrasivo:
Usinagem a Jato Abrasivo Consiste nas seguintes várias partes:
- Fornecimento de gás
- Filtro
- Medidor de pressão
- Câmara de Mistura
- Bocal e
- Abrasivo
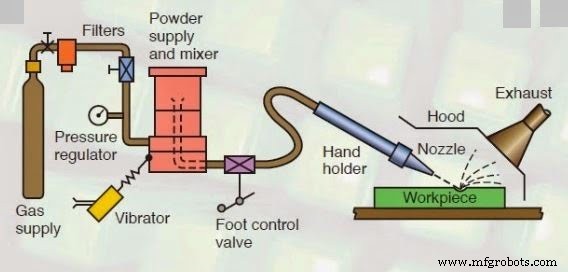
Fornecimento de gás:
Um jato de alta velocidade de dióxido de carbono de nitrogênio semelhante ao ar etc e partículas abrasivas fechadas são direcionados para a peça de trabalho sob condições controladas. O gás é fornecido sob uma pressão de 2 a 8 quilopascal.
Filtro:
O filtro é utilizado para limpar o abastecimento de combustível para que a sujeira ou outras impurezas não atrapalhem o andamento do processo.
Medidor de pressão:
O manômetro é utilizado para controlar a pressão do comprimido utilizado na usinagem a jato abrasivo. Como a pressão decide a profundidade de corte e a quantidade de força necessária para o corte.
Câmara de mistura:
Na câmara de mistura o pó abrasivo está sendo alimentado e com a ajuda de um vibrador a quantidade de abrasivos pode ser controlada. Para que os abrasivos e os gases sejam misturados completamente na câmara de mistura.
Bocal:
O bocal é usado para aumentar a velocidade da pasta do jato abrasivo fino às custas da pressão, pois sabemos que se diminuirmos a pressão, a velocidade aumentará. A velocidade do jato será em torno de 100-300m/s.
O bocal pode ser ajustado de acordo para que o corte angular desejado possa ser alcançado e o material seja removido por erosão por impacto.
O bocal geralmente é feito de carboneto de tungstênio porque está sujeito a um alto grau de desgaste. O diâmetro do bocal é de cerca de 0,2-0,8 mm.
O material do bocal deve ser capaz de resistir à corrosão. O bocal é feito de seções transversais circulares ou retangulares e a cabeça pode ser reta ou em ângulo reto.
Abrasivos:
Carboneto de silício, esferas de vidro de óxido de alumínio são usadas como abrasivos na usinagem de jato abrasivo. A forma dos abrasivos pode ser regular ou irregular. O tamanho dos abrasivos é de cerca de 10 a 50 mícrons. A taxa de fluxo de massa dos abrasivos é de cerca de 2-20 gramas/min.
A seleção de abrasivos depende do MRR, tipo de material de trabalho e tipo de precisão de usinagem necessária.
Óxido de alumínio (Al2O3) tamanho de 12, 20, 50 mícrons e é bom para limpeza, corte e rebarbação, tamanho dolomita de 200 mesh e é usado para gravação e polimento.
Bicarbonato de sódio tamanho de 27 mícrons e usado para limpeza, rebarbação e corte de material macio.
Princípio de funcionamento da usinagem a jato abrasivo:
O princípio de funcionamento da usinagem a jato abrasivo envolve o uso de um fluxo de alta velocidade de partículas abrasivas comprimidas transportadas por um gás de alta pressão através de um bocal na peça de trabalho.
O metal será removido devido à erosão pelas partículas abrasivas que atingem a uma velocidade muito alta a peça de trabalho. a energia de pressão da corrente é convertida em energia cinética e
Daí o jato de alta velocidade é produzido. As partículas abrasivas de alta velocidade removem o material da peça de trabalho por ação de microcorte, bem como uma fratura frágil.
O bocal é feito de seções transversais circulares ou retangulares e a cabeça pode ser reta ou em ângulo reto. Ele é projetado para que a perda de pressão devido às curvas, fricção, seja o mínimo possível.
A divergência do fluxo de jato aumenta, resultando em corte mais irregular e alta imprecisão.
Efeito do tamanho do grão e taxa de fluxo de abrasivos na taxa de remoção de material:
A uma determinada pressão, o MRR aumenta com o aumento da vazão do abrasivo e é determinado pelo tamanho das partículas abrasivas.
Mas depois de atingir o valor ideal, o MRR diminui com um aumento adicional na taxa de fluxo do abrasivo.
Isso se deve ao fato de que a vazão mássica do gás diminui com o aumento da vazão abrasiva e, portanto, a razão de mistura aumenta, de modo que haverá uma diminuição na taxa de remoção de material devido à diminuição da energia disponível para a erosão.
Efeito da velocidade do gás de saída e densidade de partículas abrasivas:
A velocidade do gás de arraste transporta as partículas abrasivas muda consideravelmente com a mudança da densidade das partículas abrasivas.
A velocidade de saída do gás pode ser aumentada para a velocidade crítica quando a pressão interna do gás é quase duas vezes a pressão na saída do bocal para a densidade de partículas abrasivas é zero.
Se a densidade das partículas abrasivas for gradualmente aumentada, a velocidade de saída diminuirá para a mesma condição de pressão.
Isso se deve ao fato de que a energia cinética do gás é usada para mover as partículas abrasivas.
Efeito da proporção de mistura na taxa de remoção de material:
À medida que a taxa de fluxo de massa do abrasivo aumenta, sua velocidade diminui e, assim, diminuirá a energia disponível para erosão e, finalmente, a taxa de remoção de material.
Efeito da pressão do bocal no MRR:
A taxa de fluxo abrasivo pode ser aumentada aumentando a taxa de fluxo do gás transportador. À medida que a pressão interna do gás aumenta, a taxa de fluxo de massa abrasiva aumenta e, portanto, o MRR aumenta.
A taxa de remoção de material aumentará com o aumento da pressão do gás. A energia cinética das partículas abrasivas é responsável pela remoção do material pelo processo de erosão.
Vídeo de trabalho de usinagem a jato abrasivo:
Vantagens da usinagem a jato abrasivo:
As seguintes vantagens da Usinagem Abrasiva são:
- Um alto acabamento superficial pode ser obtido.
- A profundidade do dano é baixa.
- Ele fornece uma ação de corte fria para vidro e cerâmica, para que possa usinar materiais delicados e sensíveis ao calor.
- O processo é livre de trepidação e vibração, pois não há contato entre a ferramenta e a peça de trabalho.
- Na usinagem a jato abrasivo, o custo de capital é baixo, pois é fácil de operar.
- Materiais duros (seção fina) podem ser usinados como germânio.
- orifícios intrincados de materiais frágeis podem ser usinados.
- O processo de jato abrasivo produz superfícies com alta resistência ao desgaste.
Desvantagens da usinagem a jato abrasivo:
As seguintes desvantagens da usinagem abrasiva são:
- Menor capacidade do processo devido à baixa taxa de remoção de material.
- Enquanto a usinagem de material macio, abrasivo fica embutido, o que diminuirá o acabamento da superfície.
- A precisão do corte é prejudicada pelo afunilamento do furo devido à inevitável variação de um jato abrasivo.
- A precisão não é boa devido ao corte disperso.
- Um sistema de coleta de poeira é um requisito básico para evitar a poluição atmosférica e os riscos à saúde, de modo que o custo extra estará lá.
- A vida útil do bico é limitada (300 horas).
- Os pós abrasivos não podem ser reutilizados, pois as bordas afiadas estão gastas e partículas menores podem obstruir o bico.
- Uma pequena distância de afastamento pode danificar o bico.
- A precisão do processo é baixa devido ao efeito de queima do jato abrasivo.
- Os furos profundos terão um afunilamento.
- O processo AJM não é favorável ao meio ambiente e causa poluição.
- Os abrasivos transportados pelo ar podem causar uma atmosfera perigosa.
Aplicação de usinagem a jato abrasivo:
As seguintes aplicações de Usinagem Abrasiva são:
- É usado para abrasão e fosco de vidro, cerâmica e refratários e é mais econômico em comparação com decapagem ou moagem.
- Limpeza de camadas de metais como revestimento resistivo.
- Rebarbação de pequenas peças fundidas e corte de linhas de separação de peças moldadas por injeção e peças forjadas.
- É usado para gravar números de registro em vidro temperado para janelas de carros.
- AJM é usado para cortar componentes finos e frágeis como germânio, silício, quartzo, mica, etc.
- a usinagem a jato abrasivo é usada efetivamente para a fabricação de micromódulos.
- Rebarbação, gravação, perfuração, corte e polimento de materiais duros e quebradiços.
- Pode ser usado para microusinagem de materiais frágeis.
- É usado em perfuração fina e perfuração de abertura para um microscópio eletrônico.
- Usado para limpeza de cavidades e moldes metálicos.
- Limpar superfícies contra corrosão, tintas, colas e outros contaminantes.
- Rebarbação de agulhas cirúrgicas e válvulas hidráulicas, nylon, Teflon e Delrin.
- Gravação em vidro usando máscaras de borracha ou metálicas.
Usinagem de Feixe Laser:Definição, Construção, Princípio de Funcionamento, Vantagens, Aplicação
Usinagem Eletroquímica:Definição, Peças ou Construção, Princípio de Funcionamento, Vantagens, Desvantagens, Aplicação
Tecnologia industrial
- Processo de Afiação:Definição, Peças ou Construção, Princípio de Funcionamento, Vantagens, Aplicação [Notas com PDF]
- Processo de lapidação:Definição, Princípio de funcionamento, Tipos, Material, Vantagens, Aplicação [Notas com PDF]
- O que é usinagem de feixe de íons? - Trabalho e aplicação
- O que é usinagem a jato abrasivo (AJM)? - Um guia completo
- Usinagem a Jato de Água e Jato de Água Abrasivo:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem por Feixe de Elétrons:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Usinagem Ultrassônica:Princípio, Funcionamento, Equipamentos, Aplicação, Vantagens e Desvantagens
- Máquina de Moldagem por Injeção:Construção, Trabalho, Aplicação, Vantagens e Desvantagens
- Usinagem e corte com jato de água abrasivo
- Processo de Usinagem Ultrassônica, Princípios de Trabalho e Vantagens