


O resumo do processo de fundição mais abrangente
Classificação do Processo de Fundição
- Fundição em areia
- Fundição em molde de concha
- Fundição de investimento
- Fundição em molde
- Fundição de baixa pressão
- Fundição Centrífuga
- Fundição por gravidade
- Fundição a vácuo
- Apertando a fundição
- Fundição de espuma perdida
- Lançamento contínuo
Fundição em areia

Método de fundição para fabricação de peças fundidas em molde de areia. Aço, ferro e a maioria das peças fundidas de ligas não ferrosas podem ser obtidas por fundição em areia.
Fluxo do processo:
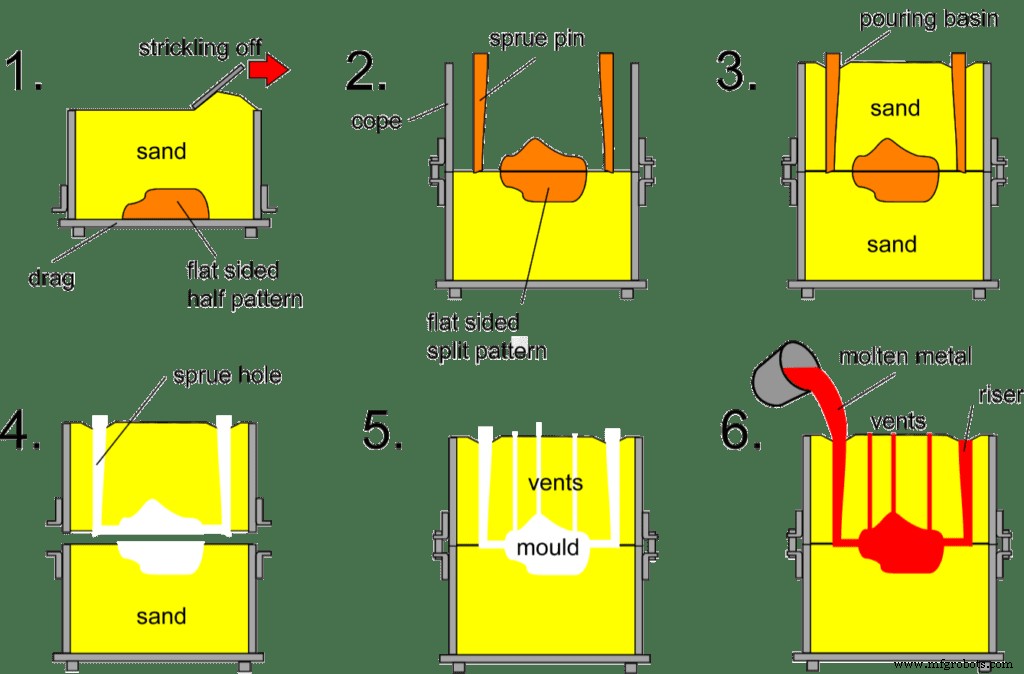
Recursos técnicos:
- Adequado para fazer blanks com formato complexo, especialmente com cavidade interna complexa;
- Ampla adaptabilidade e baixo custo;
- Para alguns materiais com baixa plasticidade, como ferro fundido, a fundição em areia é o único processo de conformação para fabricar as peças ou blanks.
Aplicativo:
Bloco de cilindros do motor automotivo, cabeçote, virabrequim e outras peças fundidas.
Fundição em molde de concha

Shell Mold Casting é um processo de fundição de molde consumível, ou seja, o metal fundido é derramado em um molde descartável. A areia coberta de resina é coberta no molde de metal reutilizável aquecido para endurecê-lo em um invólucro de molde fino e, em seguida, aquecer e solidificar o invólucro de molde fino para obter resistência e rigidez suficientes. Portanto, após os invólucros superior e inferior do molde serem fixados com grampos ou colados com resina, um molde descartável pode ser formado.
Fluxo do processo:
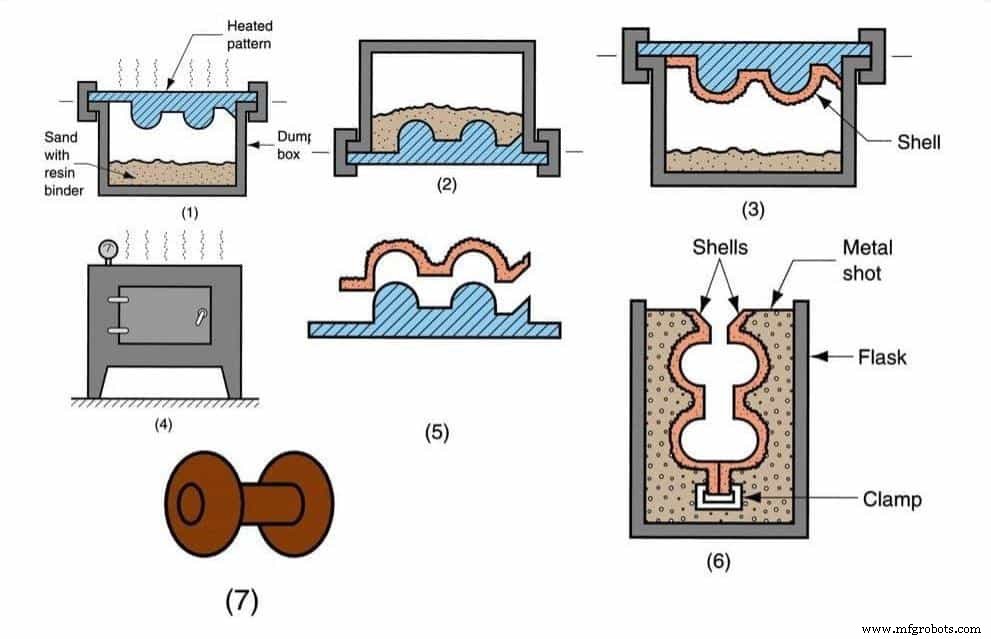
Recursos técnicos:
Vantagens:
- Pode realizar a produção em massa automatizada;
- Bom acabamento superficial e precisão de usinagem que podem reduzir os custos de usinagem subsequentes;
- Peças grandes e formas complexas podem ser produzidas;
- Baixo custo do molde e menos resíduos gerados.
Desvantagens:
- A resina usada na fundição do molde de concha é cara;
- O molde metálico reutilizável deve ser usinado com precisão e alto custo;
- Gás irritante é gerado durante o vazamento;
- Fundições de baixa resistência com alta porosidade.
Aplicativo:
Adequado para a produção de vários fundidos de ligas de pequeno e médio porte com grandes lotes, alta precisão dimensional, parede fina e formato complexo, como cabeçote de cilindro, biela, coletor, etc.
Fundição de investimento

Geralmente se refere a um esquema de fundição no qual o material fusível é transformado em um padrão, várias camadas de materiais refratários são revestidas na superfície do padrão para fazer uma concha do molde e, em seguida, o padrão é derretido da concha do molde, então para obter um molde sem superfície de separação, que pode ser preenchido com areia após a torrefação em alta temperatura. É muitas vezes chamado de "fundição por cera perdida".
Fluxo do processo:
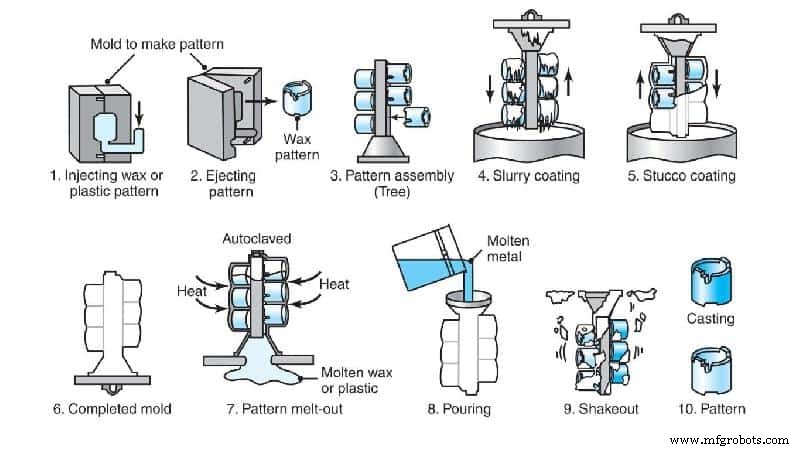
Recursos técnicos:
Vantagens:
- Alta precisão dimensional e geométrica;
- Alta rugosidade da superfície;
- Capaz de fundir peças fundidas complexas, e a liga fundida não é limitada.
Desvantagens:
Processo complicado e alto custo.
Aplicativo:
Adequado para a fabricação de peças pequenas com formas complexas, requisitos de alta precisão ou outras dificuldades de processamento, como lâminas de motores de turbina.
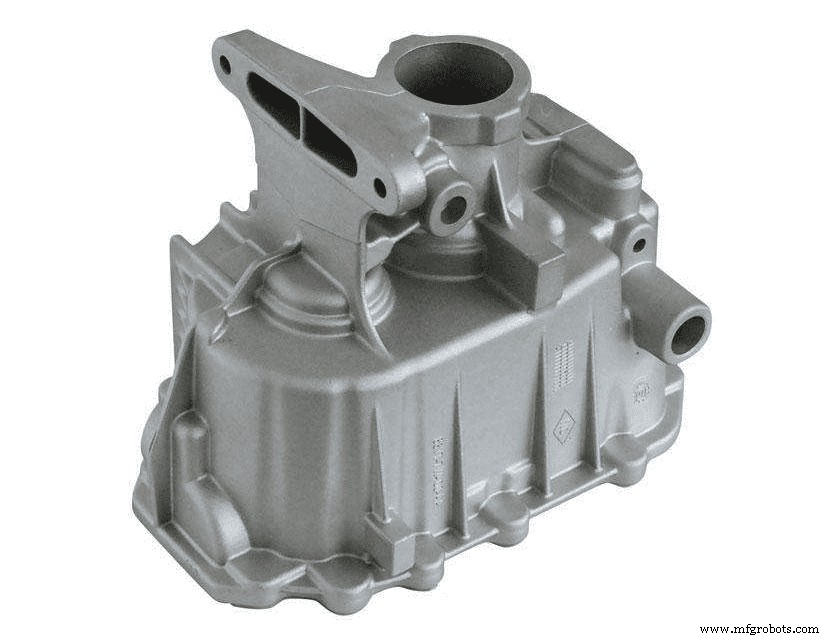
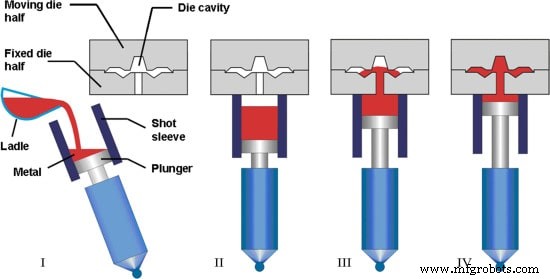
Fundição em molde
A alta pressão é usada para pressionar o metal fundido em uma cavidade do molde de metal de precisão em alta velocidade, e o metal fundido é resfriado e solidificado sob pressão para formar peças fundidas.
Fluxo do processo:
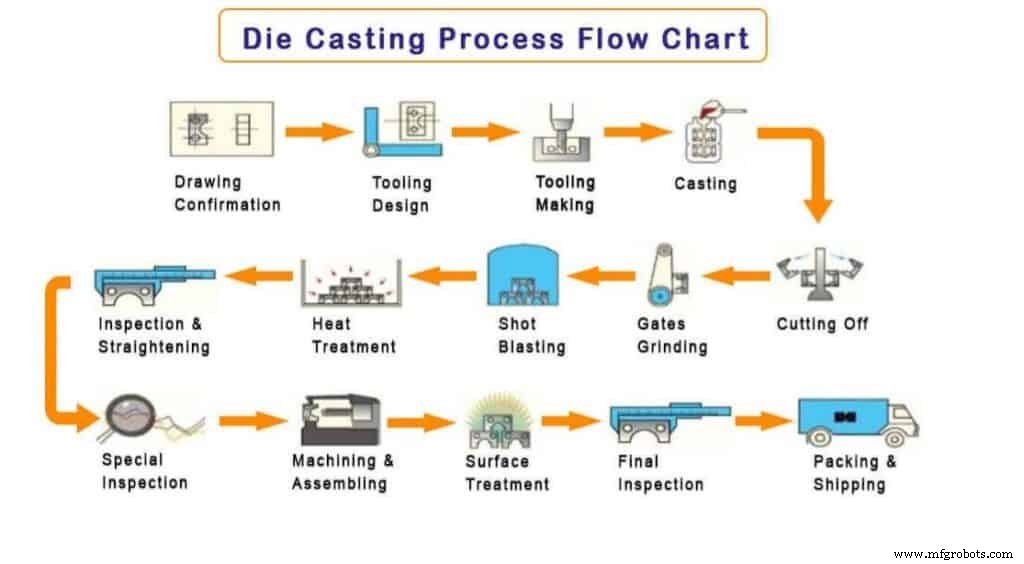
Recursos técnicos:
Vantagens:
- Metal fundido suporta alta pressão e alta vazão;
- Alta qualidade do produto, tamanho estável e boa permutabilidade;
- Alta eficiência de produção e longa vida útil do molde de fundição;
- Adequado para produção em massa com bons benefícios econômicos.
Desvantagens:
- Os fundidos são propensos a poros pequenos e porosidade de encolhimento;
- Não é adequado para trabalhar sob carga de impacto e vibração, devido à baixa plasticidade dos fundidos;
- A fundição de liga de alto ponto de fusão pode reduzir a vida útil do molde de fundição e afetar a expansão da produção de fundição.
Aplicativo:
As fundições sob pressão foram usadas pela primeira vez na indústria automobilística e na indústria de instrumentos e, em seguida, gradualmente expandidas para várias indústrias, como máquinas agrícolas, indústria de máquinas-ferramenta, indústria eletrônica, indústria de defesa nacional, computador, equipamentos médicos, relógios, câmeras, hardware diário e outras indústrias.
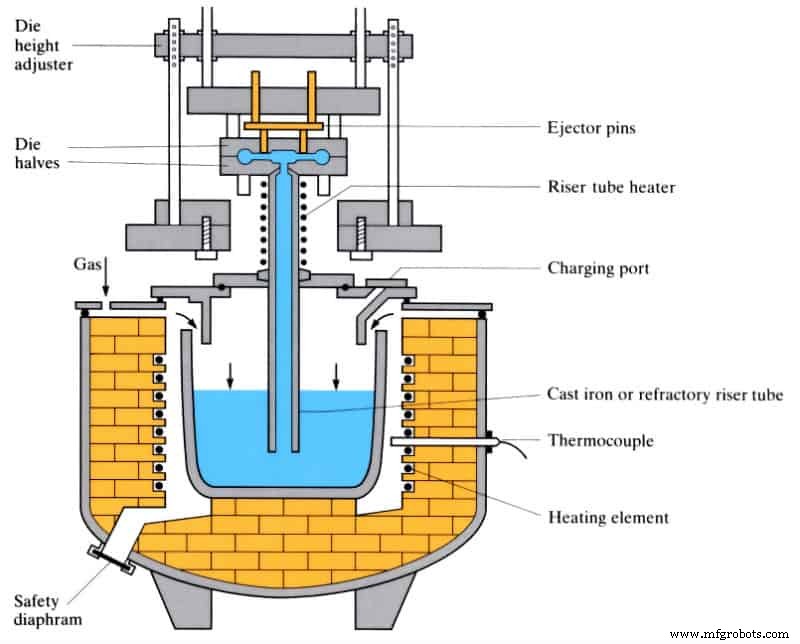
LFundição de Baixa Pressão

Refere-se ao método de preenchimento do molde com metal fundido sob pressão mais baixa (0,02~0,06MPa) e cristalização sob pressão para formar peças fundidas.
Fluxo do processo:
Recursos técnicos:
- A pressão e a velocidade durante o vazamento podem ser ajustadas, para que possam ser aplicadas a uma variedade de moldes de fundição diferentes (moldes de metal, moldes de areia, etc.), adequados para fundição de várias ligas e peças fundidas de vários tamanhos; >
- O enchimento do tipo de injeção inferior é adotado, o enchimento de metal fundido é estável e livre de respingos, o que pode evitar o aprisionamento de gás e a limpeza da parede e do núcleo do molde, o que melhora a taxa qualificada de peças fundidas; l>
- As peças fundidas cristalizam sob pressão, com estrutura compacta, contorno claro, superfície lisa e altas propriedades mecânicas, o que é particularmente benéfico para peças fundidas com paredes grandes e finas;
- O riser de alimentação é omitido e a taxa de utilização de metal é aumentada para 90 ~ 98%;
- Baixa intensidade de trabalho, boas condições de trabalho, equipamentos simples e mecanização e automação fáceis de realizar.
Aplicativo:
Principalmente produtos tradicionais (cabeça do cilindro, cubo da roda, estrutura do cilindro, etc.).
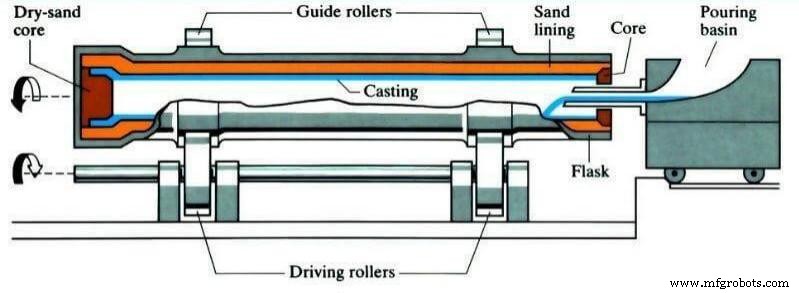
Fundição Centrífuga

Um método de fundição no qual o metal fundido é derramado em um molde rotativo e o molde é preenchido sob a ação da força centrífuga para solidificar o metal fundido em forma.
Fluxo do processo:
Recursos técnicos:
Vantagens:
- Quase não há consumo de metal do sistema de gating e do sistema de riser para melhorar o rendimento do processo;
- O núcleo do molde é desnecessário na produção de peças vazadas ocas, de modo que a capacidade de enchimento de metal pode ser muito melhorada na produção de peças fundidas tubulares longas;
- Menos poros, inclusões de escória e outros defeitos, alta densidade e altas propriedades mecânicas das peças fundidas;
- Conveniente para fabricar peças fundidas de metal composto de barril e manga.
Desvantagens:
- Existem certas limitações na produção de peças fundidas com formatos especiais;
- Má qualidade de fundição, diâmetro interno do furo impreciso, superfície áspera do furo interno e grande tolerância de usinagem;
- Os fundidos são propensos à segregação por gravidade específica.
Aplicativo:
A fundição centrífuga foi usada pela primeira vez para produzir tubos fundidos. O processo de fundição centrífuga é usado em metalurgia, mineração, transporte, máquinas de drenagem e irrigação, aviação, defesa nacional, automobilística e outras indústrias para produzir peças fundidas de aço, ferro e ligas de carbono não ferrosas. Entre eles, tubo de ferro fundido centrífugo, camisa de cilindro e manga de eixo do motor de combustão interna são os mais comuns.
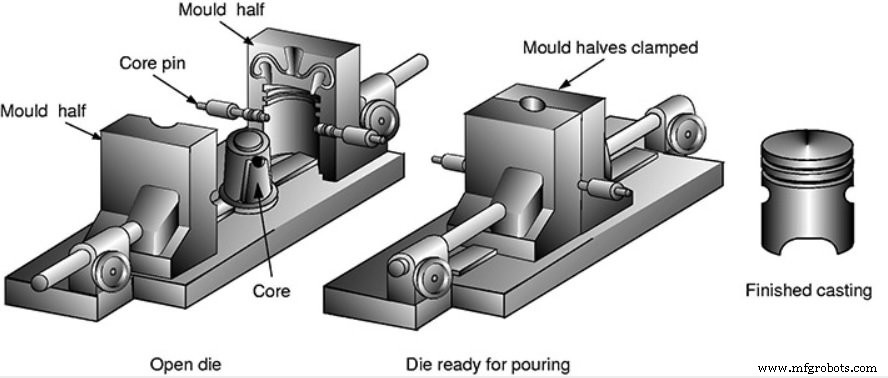
Fundição por gravidade

Refere-se a um método de conformação em que o metal fundido é preenchido com um molde metálico sob a ação da gravidade e resfriado e solidificado no molde para obter peças fundidas.
Fluxo do processo:
Recursos técnicos:
Vantagens:
- Grande condutividade térmica e capacidade térmica do molde de metal, velocidade de resfriamento rápida, estrutura de fundição densa e propriedades mecânicas são cerca de 15% maiores do que as peças de fundição em areia;
- Fundição com alta precisão dimensional e baixa rugosidade superficial com boa estabilidade de qualidade;
- Como o núcleo de areia não é usado ou raramente é usado, ele pode melhorar o meio ambiente, reduzir poeira e gases nocivos e reduzir a intensidade do trabalho.
Desvantagens:
- O molde metálico em si não possui permeabilidade ao ar, portanto, algumas medidas devem ser tomadas para drenar o ar na cavidade e o gás gerado pelo macho de areia;
- O molde de metal não é deformável e a fundição é propensa a rachaduras quando solidificada;
- Ciclo de fabricação longo e alto custo de produção do molde de metal pode mostrar efeito econômico bem apenas na produção em massa.
Aplicativo:
A fundição por gravidade não é apenas adequada para a produção em massa de ligas não ferrosas, como ligas de alumínio e ligas de magnésio com formas complexas, mas também adequada para a produção de fundidos e lingotes de ferro e aço.
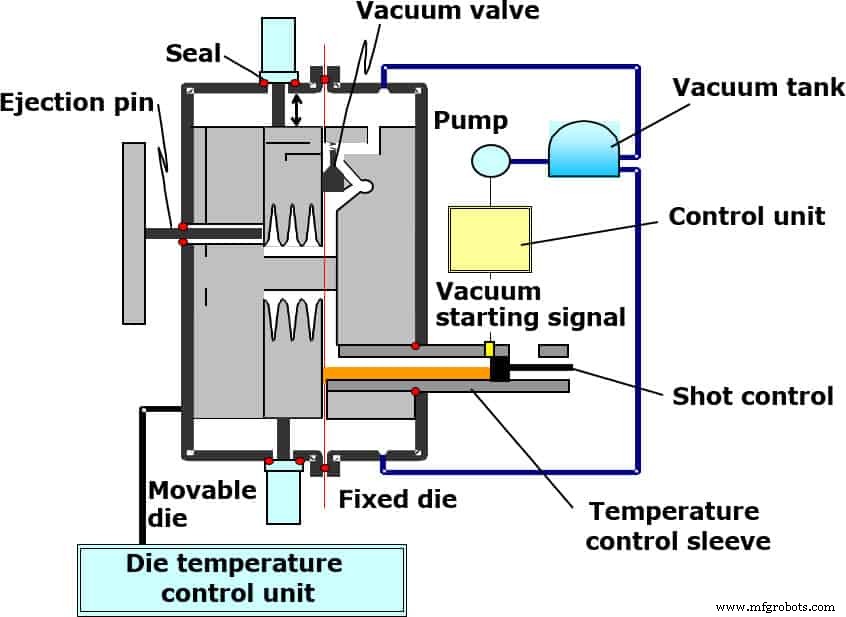
Fundição a vácuo
Um processo de fundição avançado que elimina ou reduz significativamente os poros e gases dissolvidos nas peças de fundição, extraindo o gás da cavidade do molde de fundição durante o processo de fundição, melhorando assim as propriedades mecânicas e a qualidade da superfície das peças de fundição.
Fluxo do processo:
Recursos técnicos:
Vantagens:
- Eliminar ou reduzir os poros dentro das peças fundidas, melhorar as propriedades mecânicas e a qualidade da superfície das peças fundidas e melhorar o desempenho do revestimento;
- Reduza a contrapressão da cavidade, a liga com baixa pressão específica e baixo desempenho de fundição pode ser usada, e é possível fundir grandes peças com máquinas pequenas;
- As condições de enchimento são melhoradas e as peças fundidas com espessura de parede mais fina podem ser fabricadas.
Desvantagens:
- Custo mais alto, devido à estrutura de vedação complexa do molde, é difícil de fabricar e instalar.
- O efeito não é muito significativo se o método de fundição a vácuo for controlado incorretamente.
Apertando Castin g

É um método de solidificação e formação de fluxos de metal líquido ou semi-sólido sob alta pressão para obter diretamente peças ou blanks. Tem as vantagens da alta taxa de utilização de metal líquido, processo simplificado e qualidade estável. É uma tecnologia de conformação de metal com economia de energia com perspectivas de aplicação potenciais.
Fluxo do processo:
Fundição de compressão direta:
pulverização de revestimento, vazamento de liga, fechamento de molde, pressurização, manutenção de pressão, alívio de pressão, divisão de molde, desmoldagem de blank e reajuste;
Fundição de compressão indireta:
pulverização de revestimento, fechamento de molde, alimentação, enchimento de molde, pressurização, retenção de pressão, alívio de pressão, divisão de molde, desmoldagem de blank e reajuste.
Recursos técnicos:
- Pode eliminar defeitos internos, como poros, furos de contração e porosidade de contração;
- Baixa rugosidade da superfície e alta precisão dimensional;
- Pode evitar rachaduras de fundição;
- Mecanização e automação fáceis de realizar.
Aplicativo:
Pode ser usado para produzir vários tipos de ligas, como liga de alumínio, liga de zinco, liga de cobre, ferro dúctil, etc.
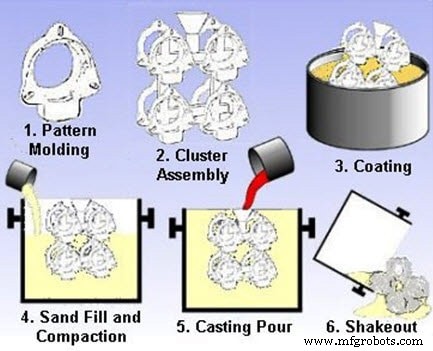
Fundição de espuma perdida

Fundição de espuma perdida (também conhecida como fundição de molde completo):
É um novo tipo de método de fundição que une e combina os modelos de cera de parafina ou espuma semelhantes em tamanho e forma aos fundidos nos conjuntos de modelos. Após escovar e secar o revestimento refratário, enterre-o em areia seca de quartzo para modelagem vibratória, vertendo sob pressão negativa para gaseificar o modelo, o metal líquido ocupa a posição do modelo e forma uma fundição após solidificação e resfriamento.
Fluxo do processo:
pré-espumante → moldagem de espuma → revestimento de imersão → secagem →
modelagem→derramamento→solta de areia→limpeza
Recursos técnicos:
- Fundições de alta precisão, sem necessidade de núcleo de areia, economizando tempo de processamento;
- Sem superfície de separação, design flexível e alta liberdade de design;
- Produção limpa sem poluição;
- Reduza os custos de investimento e produção.
Aplicativo:
Adequado para a produção de peças fundidas de precisão de vários tamanhos com estrutura complexa, tipos de ligas ilimitados e lotes de produção. Tais como caixa de motor de ferro fundido cinza, cotovelo de aço de alto manganês, etc.
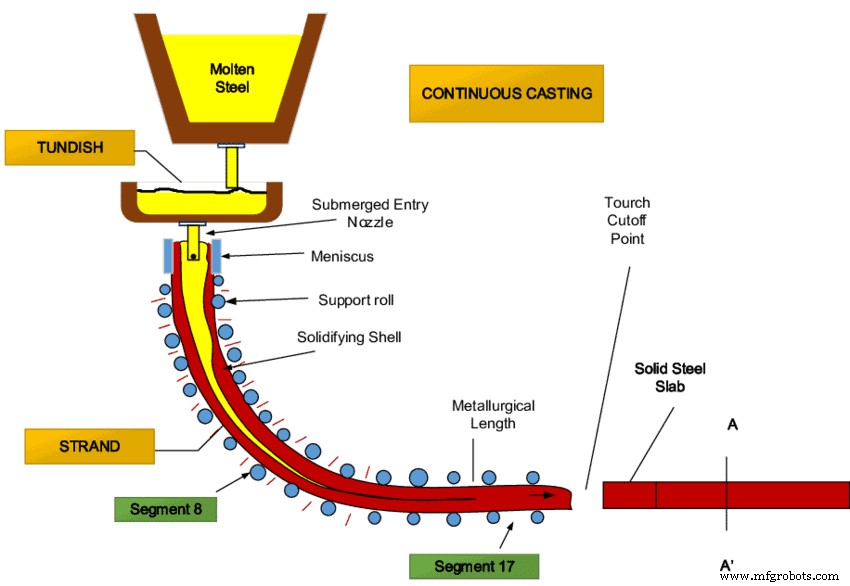
Lançamento contínuo

Lançamento contínuo é um método de fundição avançado, o princípio é derramar continuamente o metal fundido em um molde de metal especial chamado cristalizador. O fundido solidificado (com crostas) é continuamente puxado para fora da outra extremidade do cristalizador. Fundições de qualquer comprimento ou comprimento específico podem ser obtidas por este método de fundição.
Fluxo do processo:
Recursos técnicos:
- cristal ense, estrutura uniforme e boas propriedades mecânicas, pois o metal é resfriado rapidamente;
- Economize metal e aumente o rendimento;
- Processo simplificado, eliminando modelagem e outros processos, diminuindo a intensidade de mão de obra e reduzindo bastante a área de produção necessária;
- Mecanização e automação fáceis de realizar, melhoram a eficiência da produção.
Aplicativo:
O método de fundição contínua pode ser usado para fundir aço, ferro, liga de cobre, liga de alumínio, liga de magnésio e outras fundições longas com formas de seção inalteradas, como lingotes, lajes, barras em bruto, tubos, etc.
O status de desenvolvimento e a tendência da fundição de aço inoxidável
O que é Investment Casting e como funciona
Tecnologia industrial
- O processo de 6 etapas de fundição com molde de casca
- As 4 abordagens principais para fundição de molde permanente
- Uma Visão Geral Rápida do Processo de Fundição
- Entendendo o Processo de Lingotamento Contínuo de Aço
- Controle de temperatura e influência durante o processo de fundição
- Conheça o processo de fundição de metais
- Todo o processo de fabricação de moldes
- Compreendendo o processo de fabricação de carcaças de fundição de investimento
- Introdução ao processo de fundição de aço inoxidável
- Quando selecionar o processo de fundição em areia de resina