


Como usar a moldagem por injeção de baixo volume corretamente?
A moldagem por injeção de baixo volume é uma nova maneira de olhar para a moldagem por injeção convencional estabelecida. Por muito tempo, foi associado à produção em massa com contagem de peças variando de 500.000 a vários milhões de peças. No entanto, novas tecnologias de controle numérico computadorizado, sondas de toque e outras inovações nos permitiram criar ferramentas de molde de injeção para lotes de peças de baixo volume.
Projeto de ferramenta de moldagem por injeção
Em primeiro lugar, vamos ver como a Moldagem por Injeção convencional é projetada para entender o que conseguimos mudar no processo para movê-la da produção em massa para essa área de fabricação de baixo volume. O processo e as ferramentas usadas para moldagem por injeção convencional e moldagem por injeção de baixo volume são bastante semelhantes.
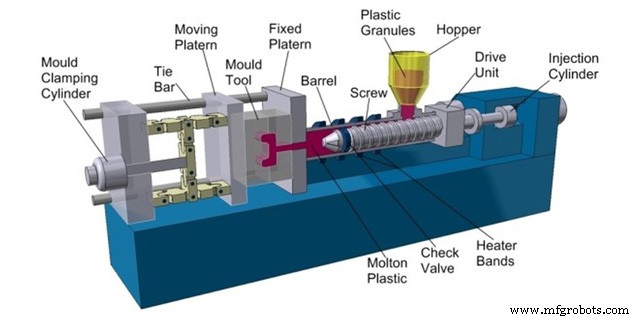
A ferramenta de moldagem é composta por três elementos principais:o molde de injeção que faz o plástico fundido tomar a forma desejada; o sistema de fixação que é usado para manter as metades do molde juntas e evita que elas se desloquem e criem um defeito de degrau; O sistema de alimentação de plástico. O sistema de alimentação consiste, consequentemente, no parafuso de alimentação que é cercado por aquecedores e o bunker com pellets de plástico no interior.
Processo de moldagem por injeção
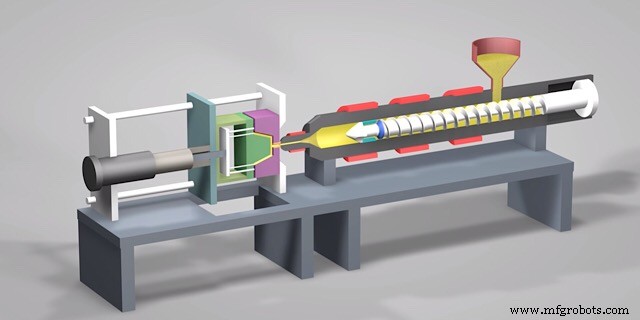
O processo é feito da seguinte maneira. Os pellets caem do bunker para o parafuso e são simultaneamente derretidos e alimentados na cavidade do molde. A cavidade é preenchida com plástico líquido até que a pressão necessária seja atingida. Depois, quando a peça esfriar o suficiente, o sistema de fixação solta o molde e a peça é ejetada. Alguns elementos desnecessários são removidos mecanicamente e o processo pode ser reiniciado. Se o fluxo de trabalho estiver definido, a fabricação de cada peça leva apenas alguns minutos.
Moldagem por Injeção de Baixo Volume VS Processo Convencional:Diferenças
Então, agora você sabe como funciona o processo de moldagem por injeção convencional, mas qual é a diferença em relação à variação rápida? Bem, a parte mais cara do sistema de moldagem é o molde, que contém a cavidade do produto. Geralmente é feito para durar. Aços especiais endurecidos são usados, eles são tratados termicamente e processados para obter excelente dureza, precisão e acabamento superficial da peça. Não se esqueça de que a cavidade é difícil de trabalhar, pois ferramentas maiores não cabem em todos os lugares e ferramentas menores quebram facilmente. As metades do molde precisam ser precisamente combinadas umas com as outras ou a peça terá um deslocamento ao longo de seu meio.
O custo de um molde de aço temperado tratado termicamente é colossal e o tempo de fabricação é significativo. O resultado da moldagem por injeção é uma peça quase perfeita em termos de qualidade, mas só se torna lucrativa quando o custo do molde é distribuído pelo grande volume de produtos que ele pode produzir.
Então, é aí que entra o IM rápido, pois atinge diretamente o ponto fraco do IM convencional. Rapid IM, você vê, visa reduzir o custo do molde. Geralmente é fabricado a partir de metais mais macios (ligas de alumínio, por exemplo) e tem muito mais juntas. O resultado é que o molde se torna consideravelmente mais barato, mas serve menos, por isso é perfeito para moldagem por injeção de baixo volume e baixo custo.

As vantagens da moldagem por injeção rápida
Mesmo moldes de injeção rápida são bastante difíceis de fabricar. Certamente, mais difícil do que formas de fundição de silicone ou impressão 3D. No entanto, o RIM possui uma série de vantagens não disponíveis para outros processos de prototipagem rápida.
Recursos precisos
Os moldes de injeção são expostos a uma pressão muito alta. Isso faz com que o plástico dentro dos moldes seja empilhado com mais força no molde em comparação com outras técnicas de fabricação de baixo volume. Isso possibilita a produção de peças com características muito finas ou paredes finas. Devido à pressão intensa, o plástico preenche melhor a cavidade e não ficam bolhas de ar.
Aumento da eficiência
A própria moldagem por injeção é realizada significativamente mais rápido do que outros processos de fabricação de plástico. Uma vez que os moldes são feitos, menos de uma hora é necessária para cada peça a ser moldada. E isso está considerando maior qualidade em comparação com outros processos. Além disso, apesar do molde não ser duro o suficiente para milhões de injeções, ele ainda pode suportar dezenas de milhares.
Força aprimorada
Você tem a opção de usar enchimentos (pequenas partículas especiais para endurecer o plástico) em moldes de injeção no procedimento de moldagem por injeção de plástico. Os enchimentos ajudam a reduzir a densidade do plástico quando ele está sendo moldado e também ajudam a adicionar mais resistência à peça depois de moldada. Em trechos onde as peças precisam ser fortes e resistentes, a injeção plástica apresenta uma série de vantagens que outros processos de moldagem não oferecem. As máquinas de moldagem por injeção permitem a produção da mesma peça a partir de vários materiais sem fazer alterações significativas no sistema.
Grande flexibilidade
A moldagem por injeção rápida é conhecida pela maior flexibilidade. A cavidade do molde geralmente é uma parte separada, por isso é muito mais fácil alterar o design da cavidade se forem necessárias alterações. Isso o torna uma boa opção para prototipagem em estágios posteriores, quando um lote de amostra do produto é fabricado para testes reais. Além disso, é muito mais fácil fazer ajustes para moldes de alumínio do que para aço tratado termicamente.
Materiais de IM de baixo volume
O LVIM copia a moldagem convencional em relação ao material. As ligas de alumínio têm um ponto de fusão e estabilidade térmica mais altos do que qualquer plástico industrial usado na indústria moderna. Os materiais de IM mais difundidos são Polipropileno (PP), Acrilonitrila Butadieno Estireno (ABS), Poliamida (Nylon), Polietileno de Alta Densidade (HDPE) e Policarbonato (PC). Além disso, a flexibilidade do processo de IM permite que um molde seja usado para vários materiais plásticos sem qualquer alteração no design. Apenas os parâmetros de moldagem devem ser alterados.
Projeto para moldagem por injeção de baixo volume
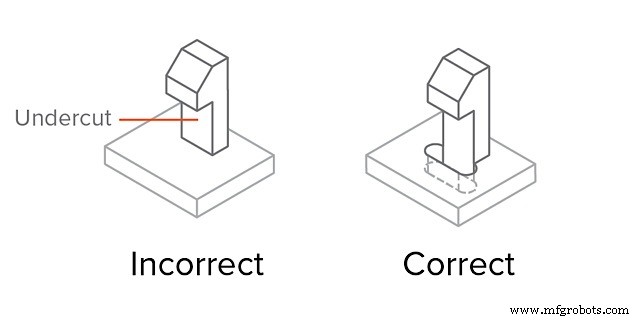
O projeto para produção de peças plásticas de baixo volume é semelhante ao projeto para processos convencionais. O ponto principal é manter a espessura da parede uniforme para evitar cavidades, mas ao mesmo tempo para evitar que a espessura da peça seja muito grande. Outra questão importante é ter em mente os elementos para ejeção de peças. Paredes verticais devem ter 85-87 graus em vez de 90 e cada ângulo agudo deve ter filetes. Outros problemas notáveis são cortes e desligamentos. São basicamente elementos que se projetam sobre a parede vertical ou bolsões verticais. Esses elementos devem ser evitados a todo custo. É melhor fazer furos para evitar rebaixos do que deixar esses elementos intactos.
Análise de Custo
Como já foi mencionado, o principal custo inicial do processo de injeção está no custo do molde e o custo variável está no material. O segundo ponto é muito difícil de minimizar, pois você não pode realmente diminuir o custo do material sem sacrificar a qualidade da peça e o desperdício de material com processos de IM é mínimo. No entanto, o custo inicial pode ser variado para atingir o custo de moldagem por injeção desejado.
As formas de controlar os custos iniciais compreendem a qualidade variável e a robustez do molde. Se escolhermos uma liga de alumínio mais macia para a cavidade, a usinabilidade aumenta e o lead time fica muito menor com ela, porém, o número de injeções que ela suporta diminui. Além disso, o molde pode ser feito em um conjunto que consiste na cavidade e no bloco a ser instalado na ferramenta de moldagem. Dessa forma, você pode fabricar peças de molde simultaneamente e diminuir o lead time. No entanto, a qualidade da peça é pior devido à menor precisão das juntas adicionais. Basicamente, você terá que escolher entre três parâmetros conectados:lead time, robustez do molde e qualidade da peça.
Sobre nós podemos fazer
Na WayKen, você pode desfrutar do serviço de moldagem por injeção de baixo volume para ajudá-lo a criar peças de material específico em apenas 2-5 semanas. Além disso, se você aproveitar a usinagem de alta velocidade, EDM e uma ampla seleção de materiais, obterá suas peças complexas e intrincadas mais rapidamente e a um custo reduzido. Portanto, a moldagem por injeção rápida é realmente econômica e eficiente.

Há também uma situação em que o cliente nos pedirá para dar algumas sugestões construtivas que são melhores para a produção no momento da cotação para que eles possam alterar algum projeto para facilitar o deslocamento do molde e as peças mais fáceis de remover do molde. Por exemplo, para a espessura da peça, se for muito grossa, sugerimos que o cliente a torne mais fina, ou quando as peças saírem do molde, a peça com espessura muito grossa ficará encolhida, mas alguns clientes pensarão que tudo bem, então precisaremos de uma amostra limite desse encolhimento para futura produção em massa da verificação de qualidade.
O Impacto da Iniciativa do Cinturão e Rota na Moldagem por Injeção na China
Vantagens e desvantagens da fundição sob pressão
Tecnologia industrial
- Como a moldagem por injeção é realizada
- Como estimar o custo de moldagem por injeção?
- Moldagem por Injeção de Plástico vs. Usinagem de Plástico:Como Decidir
- Como as principais empresas de moldagem por injeção geram mais oportunidades com marketing digital
- O que são defeitos de moldagem por injeção e como evitá-los:10 defeitos em peças plásticas
- O que é moldagem por injeção de reação
- Fundição x moldagem por injeção
- Moldagem por injeção versus moldagem por injeção de reação (RIM)
- 6 tipos de porta de moldagem por injeção e quando usá-los
- As limitações da moldagem por injeção de baixo volume