


Fundamentos da dobradiça viva para moldagem por injeção
Projetar peças de plástico pode ser bastante desafiador, muito menos projetar uma dobradiça viva que pode dobrar e flexionar repetidamente. As dobradiças são frequentemente encontradas em projetos de peças de plástico para reduzir o número de componentes em uma montagem ou reduzir os custos de fabricação.
Uma dobradiça viva é um pedaço fino de plástico cercado por plástico mais grosso que permite que uma peça dobre ou dobre de 1 a 180 graus. Mas, à medida que a peça se dobra, ela cria uma tensão chamada tensão de tração. Se o plástico for muito fino, pode não ter a resistência necessária e a peça pode rasgar. Se for muito grosso, criará muita tensão e a peça fraturará.
Existem algumas maneiras de implementar uma dobradiça viva em um projeto de moldagem por injeção. Além de algumas diretrizes de design, a seleção de materiais desempenha um papel crítico. Vamos revisar alguns dos principais recursos para otimizar o design da dobradiça viva.
Materiais recomendados para dobradiças vivas
Polietileno e polipropileno são candidatos ideais para projetos que incluem dobradiças vivas, pois ambos têm um alto fluxo de fusão. Isso permite que eles preencham seções de paredes grossas e finas, ao mesmo tempo em que fornecem alta resistência à tração. Embora não recomendado, o K-Resin (SB) pode ser adequado para certas aplicações quando um material mais duro ou claro é necessário.
Para materiais mais duros como K-Resin, precauções especiais devem ser tomadas, como dobrar a dobradiça ao sair da prensa quente. Isso reduz a tensão de tração e diminui o risco de falha, como rachaduras na dobradiça.
Como projetar uma dobradiça viva
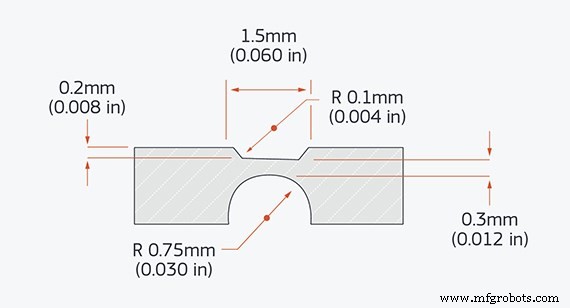
Ao trabalhar com clientes, nossas diretrizes de design para dobradiças vivas são de 0,012 pol. de espessura com um espaçamento de cerca de 0,060 pol. e redução de 0,008 pol. no lado para o qual a peça é dobrada. No lado oposto, onde ocorre a maior parte da tensão de tração, recomendamos um raio de 0,030 pol. para melhorar o fluxo de material e reduzir a tensão. Essas dimensões recomendadas fornecem um bom ponto de partida, mas podem ser ajustadas dependendo da aplicação ou do projeto da peça.
A colocação do portão também pode ser a diferença entre uma dobradiça durável e duradoura e uma suscetível a falhas. A colocação adequada do portão reduzirá as linhas de malha, garantindo que o material flua através da dobradiça na mesma taxa e na direção do fluxo de material.
Tem perguntas adicionais sobre o design da dobradiça para peças moldadas? Entre em contato com nossos engenheiros de aplicações em 877-479-3680 ou ADMIN@MFGROBOTS.COM. Se você quiser um exemplo prático dessa dobradiça viva e outros recursos comuns moldados por injeção, solicite um Cubo de design gratuito.
Tecnologia industrial
- PEEK de alta viscosidade para moldagem por injeção e extrusão
- Materiais de espuma para moldagem por injeção ou compressão
- Moldagem por injeção robótica para compósitos funcionalizados
- Fundição x moldagem por injeção
- Moldagem por injeção versus moldagem por injeção de reação (RIM)
- Materiais para moldagem por injeção de reação (RIM)
- Moldagem por fundição versus moldagem por injeção de reação
- Moldagem por injeção:o que é, como funciona, para quem é
- Ferramental Macio vs. Duro para Moldagem por Injeção
- Projeto de portão de moldagem por injeção:um guia definitivo para fabricação de plástico